一种消防梯自动铆接装置及消防梯加工设备的制作方法
1.本实用新型涉及消防梯加工技术技术领域,具体涉及一种消防梯自动铆接装置及消防梯加工设备。
背景技术:
2.目前,消防梯作为消防用具被广泛使用,且作为消耗品需定期更换,消防梯的市场需求量大。
3.目前市面上消防梯一般为软梯,通常由铝垫片、织带、铝踏板组成。其中,踏板的装配、铆接等加工工艺,大多为人工手动铆接。现有生产线中,一般为人工将铝垫片、织带、铝踏板放在定位工装上,人手持铆钉枪进行铆接。此种加工方式效率低,且产品质量较不稳定、良品率不稳定。
技术实现要素:
4.为解决上述技术问题,本实用新型的目的在于提供一种消防梯自动铆接装置及消防梯加工设备,所述消防梯自动铆接装置用来解决目前消防梯加工产线中人工铆接加工带来的加工效率低、产品质量不稳定、良品率不稳定等问题。
5.为了实现上述实用新型目的之一,本实用新型一实施方式提供一种消防梯自动铆接装置,所述消防梯包括垫片、织带、踏板以及铆钉,所述垫片、所述织带、所述踏板三者由下至上依次设置、且通过所述铆钉连接固定;
6.所述自动铆接装置包括:
7.铆接机构,包括自动铆钉枪、增压系统,所述增压系统与所述自动铆钉枪信号连接,用于根据铆钉大小来调节铆接压力;
8.以及升降机构,与所述自动铆钉枪连接,用于带动所述自动铆钉枪向下位移至待加工的消防梯单元上方,所述自动铆钉枪用于将载具上的所述踏板、所述织带、所述垫片三者铆钉连接。
9.作为本实用新型一实施方式的进一步改进,所述铆接机构还包括废芯吸取机构,用于自动收集废芯。
10.作为本实用新型一实施方式的进一步改进,所述自动铆钉枪为博革自动铆钉枪;所述铆接机构还包括铆钉供料器,与所述自动铆钉枪连接,用于自动铆钉供料。
11.作为本实用新型一实施方式的进一步改进,所述升降机构包括铆接固定架、滑动座以及铆接气缸,所述滑动座连接于所述铆接固定架上,所述铆钉枪设于所述滑动座的下端,所述铆接气缸与所述滑动座连接,用于带动所述滑动座向下运动、并带动所述铆钉枪向下位移。
12.作为本实用新型一实施方式的进一步改进,所述自动铆接装置还包括踏板压杆,用于抵持所述载具上的所述踏板
13.作为本实用新型一实施方式的进一步改进,所述自动铆接装置还包括织带压杆,
用于抵持所述载具上的所述织带。
14.本实用新型一实施方式还提供一种消防梯加工设备,包括如上任一项所述的消防梯自动铆接装置。
15.作为本实用新型一实施方式的进一步改进,所述消防梯加工设备还包括自动下料装置,设于所述自动铆接装置的后端;所述自动下料装置包括夹爪机构、下料气缸,所述下料气缸与所述夹爪机构连接,用于带动所述夹爪机构将已加工完的所述消防梯单元放置于产品输送带上。
16.作为本实用新型一实施方式的进一步改进,所述下料气缸包括夹爪气缸、平移气缸;所述夹爪气缸与所述夹爪机构连接,用于带动所述夹爪机构下降并夹起所述消防梯单元;所述平移气缸与所述夹爪机构连接,用于将所述夹爪机构滑动至所述产品输送带的放料位置处。
17.作为本实用新型一实施方式的进一步改进,所述自动下料装置还包括步进输送电机,与所述产品输送带连接,用于带动所述产品输送带步进式向前移动。
18.与现有技术相比,本实用新型的有益效果在于:
19.在自动铆接装置中,设置铆接机构用于自动铆接加工,设置升降机构用于调整铆接机构的空间位置,以便空间避让、灵活加工;
20.其中,铆接机构中,设置自动铆钉枪、增压系统,增压系统用于根据铆钉大小来调节铆接压力,从而保证铆接效果;
21.升降机构可带动自动铆钉枪竖直升降,从而踏板、织带、垫片三者通过铆钉竖直相连,形成牢固的消防梯单元;
22.由此,相较于人工手持铆钉枪进行铆接,自动铆接装置可极大提升加工效率、提升产品质量、保证良品率。
附图说明
23.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
24.图1是本技术一实施例中消防梯加工设备的结构示意图;
25.图2是本技术一实施例中含防护罩的消防梯加工设备的结构示意图;
26.图3是本技术一实施例中垫片上料装置的结构示意图;
27.图4是本技术一实施例中载具传送带的结构示意图;
28.图5是本技术一实施例中前错位模组的结构示意图;
29.图6是本技术一实施例中载具流道的结构示意图;
30.图7是本技术一实施例中后错位模组的结构示意图;
31.图8是本技术一实施例中载具拨爪机构的结构示意图;
32.图9是本技术一实施例中载具流道与载具拨爪机构的连接关系示意图;
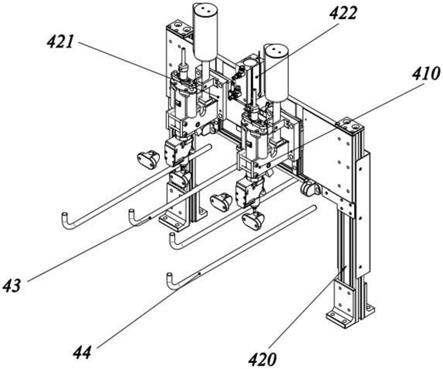
33.图10是本技术一实施例中自动铆接装置的结构示意图;
34.图11是本技术一实施例中自动下料装置的结构示意图;
35.图12是本技术一实施例中产品输送带的结构示意图。
36.其中附图中所涉及的标号如下:
37.载具传送带11,前错位模组12,载具错位载台120,驱动电机121,顶升气缸122,双导杆气缸123,载具流道13,后错位模组14,载具拨爪机构15,拨爪滑块150,气缸151,垫片上料装置2,振动盘210,垫片搬运机构22,垫片吸盘220,垫片横移机构23,错位气缸241,载具推出机构25,自动铆接装置4,自动铆钉枪410,铆钉供料器411,铆接固定架420,滑动座421,铆接气缸422,踏板压杆43,织带压杆44,自动下料装置5,夹爪机构51,夹爪气缸521,平移气缸522,产品输送带53,消防梯单元9。
具体实施方式
38.为使本实用新型的目的、技术方案和优点更加清楚,下面将结合本实用新型具体实施方式及相应的附图对本实用新型技术方案进行清楚、完整地描述。显然,所描述的实施方式仅是本实用新型一部分实施方式,而不是全部的实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。
39.下面通过参考附图描述的实施方式是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
40.如图10至图12所示,本实用新型一实施例提供了一种自动铆接装置,消防梯包括垫片、织带、踏板以及铆钉,垫片、织带、踏板三者由下至上依次设置、且通过铆钉连接固定;
41.自动铆接装置4包括:
42.铆接机构,包括自动铆钉枪410、增压系统,增压系统与自动铆钉枪410信号连接,用于根据铆钉大小来调节铆接压力;
43.以及升降机构,与自动铆钉枪410连接,用于带动自动铆钉枪410向下位移至待加工的消防梯单元上方,自动铆钉枪410用于将载具上的踏板、织带、垫片三者铆钉连接。
44.具体的,在自动铆接装置4中,设置铆接机构用于自动铆接加工,设置升降机构用于调整铆接机构的空间位置,以便空间避让、灵活加工;
45.其中,铆接机构中,设置自动铆钉枪410、增压系统,增压系统用于根据铆钉大小来调节铆接压力,从而保证铆接效果;
46.升降机构可带动自动铆钉枪410竖直升降,从而踏板、织带、垫片三者通过铆钉竖直相连,形成牢固的消防梯单元;
47.由此,相较于人工手持铆钉枪进行铆接,自动铆接装置4可极大提升加工效率、提升产品质量、保证良品率。
48.在实际使用中,铆钉枪可选用博革自动铆钉枪,其外置增压系统,可根据铆钉大小进行压力调节,一次性100%拉断,不会受气压波动的影响。
49.进一步的,铆接机构还包括废芯吸取机构,用于自动收集废芯。
50.进一步的,自动铆钉枪410为博革自动铆钉枪;铆接机构还包括铆钉供料器411,与自动铆钉枪410连接,用于自动铆钉供料。
51.在实际使用中,铆钉供料器411自动供料(铆钉容量2000颗以上),废芯自动吸走收集。
52.进一步的,升降机构包括铆接固定架420、滑动座421以及铆接气缸422,滑动座421连接于铆接固定架420上,铆钉枪设于滑动座421的下端,铆接气缸422与滑动座421连接,用于带动滑动座421向下运动、并带动铆钉枪向下位移。
53.在实际生产中,放好铝踏板的载具经拨爪机构推动、到达铆接模组位置,铆接气缸422推动滑动座421向下,铆钉枪停留在产品上方,铆钉枪对产品进行铆钉铆接。
54.进一步的,自动铆接装置4还包括踏板压杆43,用于抵持载具上的踏板
55.进一步的,自动铆接装置4还包括织带压杆44,用于抵持载具上的织带。
56.在实际使用中,踏板压杆、布袋压杆主要用于产品的压紧限位。
57.如图1至图2所示,本实用新型一实施方式还提供一种消防梯加工设备,包括如上任一项的自动铆接装置。
58.进一步的,消防梯加工设备还包括自动下料装置5,设于自动铆接装置4的后端;自动下料装置5包括夹爪机构51、下料气缸,下料气缸与夹爪机构51连接,用于带动夹爪机构51将已加工完的消防梯单元放置于产品输送带53上。
59.在实际生产中,铆接后的产品经由拨爪机构推动,到达下料模组下方;下料模组的气缸推动夹爪机构51夹紧产品、将产品放置输送带上,实现自动下料。
60.进一步的,下料气缸包括夹爪气缸521、平移气缸522;夹爪气缸521与夹爪机构51连接,用于带动夹爪机构51下降并夹起消防梯单元;平移气缸522与夹爪机构51连接,用于将夹爪机构51滑动至产品输送带53的放料位置处。
61.具体的,夹爪气缸521推动夹爪机构51下降到可夹起产品位置、夹紧产品;夹爪气缸521收缩,产品被夹起处于悬空状态;平移气缸522带动夹爪机构51滑动到输送带上的放料位置;然后重复循环上述动作,直至将整个消防梯产品放置于输送带上。
62.进一步的,自动下料装置5还包括步进输送电机,与产品输送带53连接,用于带动产品输送带53步进式向前移动。
63.在实际生产中,下料模组将产品放置在产品传送带上,传送带向前输送一段距离,如此往复直至整个产品移动到活动挡板处,挡板向下旋转、产品自重滑落。
64.具体动作流程为:
65.a1、夹爪将装好布带的踏板从载具上取下;
66.a2、等待下一踏板拨过来;
67.a3、夹爪将踏板搬运至输送带上;
68.a4、夹爪返回,取下一踏板,如此循环。
69.在具体实施例中,消防梯加工设备包含铝垫片上料机构、人工放料台、自动铆接机构和自动下料机构。
70.铝垫片上料机构中,垫片供料使用振动盘供料,伺服模组配合吸盘将垫片放在载具上。
71.人工放料台中,载具实行回流共用,人工将踏板和铝垫片放在载具上定位,由钣金件压紧流向下道工序,
72.自动铆接机构中,载具流入铆接单元后,伺服机构运行将载具移载到指定位置,铆枪进行自动铆接。
73.自动下料机构中,夹爪将铆接好的产品取走放置在输送带上,输送带将成品输送
至人工打包口。
74.应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施方式中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
75.上文所列出的一系列的详细说明仅仅是针对本实用新型的可行性实施方式的具体说明,并非用以限制本实用新型的保护范围,凡未脱离本实用新型技艺精神所作的等效实施方式或变更均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1