多点定位支撑柔性夹持工装控制系统的制作方法
1.本实用新型涉及汽车行业气动卡具工装控制技术领域,尤其涉及一种多点定位支撑柔性夹持工装控制系统,用于汽车内侧塑料件工件门板涂注密封胶条时的工件定位夹紧以及同工位安装门板上的塑料卡扣。
背景技术:
2.在汽车行业气动卡具工装设备项目开发中,柔性要求越来越高,即,在同一涂胶机器人设备上需实现多种不同车型的不同工件涂胶,需要切换安装的气动卡具工装较多。例如,汽车门板通常是由外侧的金属钣金件和内侧塑料件组成,金属钣金件和/或塑料件的连接处需要涂胶机器人设备涂密封胶条,涂胶部位在工件的边缘,而且不同车型的内侧塑料件门板上还设置有数量不等的用于定位安装固定用的塑料卡扣。由于内侧塑料件是由多块无规则形状的一次注塑而成的薄壁零件,而且内侧塑料件上有许多异形孔和一些与外侧的金属钣金件配合的配合孔、安装孔等。现有技术中的涂注密封胶条和安装塑料卡扣分属两个不同的工位一涂胶工位和装扣工位,由于工位不同均需要定制、使用与之相符的涂胶和装扣工装来完成各自的涂胶和装扣工步。因此,在满足涂胶和装扣工步的技术工艺要求的同时,为了提高生产效率,进一步降低生产成本,在现有技术的基础上有必要研制一种多点定位支撑柔性夹持工装控制系统,使其能够地实现该类型的塑料件工件的夹紧定位、实施密封条涂胶的同时能够在同工位安装门板上的塑料卡扣。还有“柔性”广义是指生产组织形式和自动化制造设备对加工任务(工件)的适应性;狭义是指快速、低成本地从提供一种产品或服务转换为提供另一种产品或服务的能力。本技术夹持工装用于涂胶工件种类较多(最多达到6种),由此本技术中的“柔性”借鉴于狭义是指对不同车型的内侧塑料件门板上涂胶时出现的各种涂胶轨迹做出快速变换响应的能力。
技术实现要素:
3.针对现有技术存在的不足,本实用新型提供了一种多点定位支撑柔性夹持工装控制系统,用于汽车门板内侧塑料件工件实施同工位密封条涂胶和卡扣顶升装扣双工步作业,在满足同工位涂胶和卡扣装扣双工步作业的要求同时,能够提高生产效率,降低生产成本。
4.本实用新型为解决上述技术问题采取的技术方案是:
5.该控制系统包括一个工业pc主站、一个ethercat耦合器i/o模块和左、右工作台从站,每个从站经由ethercat接口连接工业pc主站或另一个从站,并且每个从站均对应地布置有控制接口;其中,左、右工作台从站的控制接口分别连接有各自所对应的电机,其控制接口被设置为能够接收用于各自所对应的表征其站内数据传输的控制信号,并根据各自控制信号驱动及控制各自所对应连接的电机,电机用于对左、右工作台进行驱动。
6.工业pc主站采用一台c6640工业pc作为ethercat总线网路主站的主控制平台,用于系统总体调度和人机交互,负责对数据的接收与管理,控制命令的发送以及各控制单元
动态参数和设备状态实时显示;工业pc连接有一台sg150-bgcm触摸屏显示器,用于系统人机交互界面显示,系统电源采用的是24v dc电源模块,也可选择配备集成式不间断电源(ups)为其工业pc和触摸屏显示器供电,电池组可以从外部进行连接,安装在靠近pc的din导轨上。
7.ethercat耦合器i/o模块包括一个ek1100 ethercat总线耦合器、及与其依次连接的pnp8点输入模块、npn8点输入模块、8点输出模块、模拟量输入模块、手操器输入模块、手操器输出模块、末端模块;ethercat总线耦合器用于对各个输入、输出模块以及左、右工作台从站的数据转换,将现场的数据连入工业pc主站,输入输出模块用于对工装的信号采集和处理;ethercat总线耦合器ek1100配置两个以太网接口,第一个用于连接工业pc,第二个用于连接网路上其它ethercat从站设备,并由ethercat总线耦合器提供直流24v电源为其pnp8点输入模块、npn8点输入模块、8点输出模块、模拟量输入模块、手操器输入模块、手操器输出模块、末端模块供电,末端模块el9011放置于ethercat耦合器i/o模块的末端。
8.pnp8点输入模块采用6个el1088 8通道数字量输入端子模块分别连接有左工作台正、负限位开关、右工作台正、负限位开关、急停报警、左工装磁性开关、右工装磁性开关的数字量信号输入,用于左、右工作台正、负限位开关、急停报警、左、右工装磁性开关的数字量信号输入;
9.npn8点输入模块采用2个el1008 8通道数字量输入端子模块分别连接有左工装光电开关、操作按钮、右工装光电开关、操作按钮的数字量信号输入,用于左、右工装光电开关、操作按钮的数字量信号输入;
10.8点输出模块采用4个el2008 8通道数字量输出端子模块分别连接有左工装电磁阀、左工装指示灯、右工装电磁阀、右工装指示灯的数字量信号输出,用于左、右工装电磁阀、左、右工装指示灯的数字量信号输入;
11.模拟量输入模块采用2个el3068 8通道模拟量输入端子模块分别连接有左、右工装压力传感器,用于左、右工装压力传感器的模拟量信号输入;
12.手操器输入模块采用3个el1008 8通道数字量输入端子模块连接有手操器输出端,用于左右工作台回零\调试\定位\进给\连续点动\点动10mm\点动1mm\点动0.1mm\暂停的手操器数字量信号输入;
13.手操器输出模块采用2个el2008 8通道数字量输出端子模块连接有手操器输入端,用于左右工作台回零灯\调试灯\定位灯\进给灯\连续点动灯\点动10mm灯\点动1mm灯\点动0.1mm灯\删除灯的手操器数字量信号输出;
14.左工作台从站采用1个具有ethercat通讯模块的埃斯顿proect-08aeg-ecd伺服驱动器作为左工作台驱动器,左工作台驱动器连接有左工作台电机;右工作台从站采用1个具有ethercat通讯模块的埃斯顿proect-08aeg-ecd伺服驱动器作为右工作台驱动器,右工作台驱动器连接有右工作台电机。
15.本实用新型的有益效果是:
16.本实用新型提供一种多点定位支撑柔性夹持工装控制系统,通过该系统结构方式可以增加扩展整个涂胶机设备中单体设备数量在网络中的节点,随机调整节点数目及节点的地理位置,满足该柔性夹持工装控制系统的扩充和整合的要求,便于系统实现分布式控制;还有在满足同工位涂胶和卡扣装扣双工步作业的要求,同时能够提高生产效率,降低生
产成本。
附图说明
17.图1是本工装放置在交替工作台上时的立体结构示意图
18.图2是本工装去掉工件和长边前侧板时的立体结构示意图
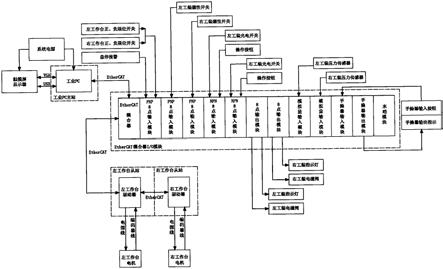
19.图3本工装控制系统控制架构示意图
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
21.请参见图1至图2所示,本实施例提供了一种多点定位支撑柔性夹持工装,本工装3现以汽车门板为例,工件1显示的是汽车内侧塑料门板涂胶、装扣时的情形,并且选择左右两侧同一水平状设置的双台交替工作台进行描述,其中:双台交替工作台分别示例为左工作台4、右工作台5进行描述。
22.本实施例的本工装3包括基座底板351,基座底板351上设有底板方孔用于为回转夹紧气缸iii、回转夹紧气缸ii、气缸输送气源管路以及为各个传感器输送信号线缆,基座底板351上还分别设有多个卡扣顶装组件31、多个压持组件32、多个夹持组件33、多个定位支撑组件34;
23.多个定位支撑组件34的顶端分别位于不同的水平面上,通过旋拧定位支头i、定位支头ii和锁紧螺母i、锁紧螺母ii调节其轴向支撑高度,工件1支撑在多个定位支撑组件34的顶端;
24.多个夹持组件33顶端的定位头下表面分别位于不同的水平面上、并且穿过工件1的边缘处工艺孔,回转夹紧气缸iii的方头活塞杆带动偏心设置的定位头边轴向缩回边同时旋转,缩回旋转到位后,定位头的下表面轴向贴合夹持压在工件1工艺孔边缘上,反之,松开夹持的工件1,一是通过安装不同轴向高度的圆盘座、二是通过轴向移动支撑轴的安装位置和旋拧内六角螺钉v锁紧支撑轴来调节多个夹持组件33轴向夹持高度;
25.多个压持组件32各个转动连杆ii上的压爪ii底端分别位于不同的水平面上,回转夹紧气缸ii的方头活塞杆iii分别带动转动连杆ii边轴向缩回边同时旋转,缩回旋转到位后,压爪ii下表面轴向贴合夹持压在工件1边缘上,反之,松开压紧的工件1,通过安装不同轴向高度的压爪ii来调节多个压持组件32轴向压紧高度;
26.多个卡扣顶装组件31的顶端分别位于不同的水平面上,通过安装不同轴向高度的圆垫片来调节多个卡扣顶装组件31轴向顶升起始高度,卡扣2放置在多个卡扣顶装组件31的顶端,气缸的方头活塞杆i带动连接滑块沿着导杆向上移动、同时带动连接滑块上的支柱向上移动,将其顶部放置的卡扣2顶装到工件1的卡扣安装孔内,反之,多个卡扣顶装组件31轴向复位到顶升起始高度。
27.本工装3初始时准备作业:
28.本工装3两件分别放置在左工作台4、右工作台5上,本工装3的第一自锁型定位销、
第二自锁型定位销分别与各自工作台上定位孔进行基准定位,分别通过旋钮各自的第一旋钮、第二旋钮与各自工作台固结;
29.示教并调整好各自的多个卡扣顶装组件31、多个压持组件32、多个夹持组件33、多个定位支撑组件34轴向高度,使得工件1涂胶轨迹平面处于水平状态、以及卡扣2顶装安装在工件1卡扣安装孔内;
30.初始时,左工作台4处于前位工作位置、右工作台5处于后位工作位置,多个卡扣顶装组件31的各个气缸的方头活塞杆i均处于未伸出工作位置,多个夹持组件33的各个回转夹紧气缸的方头活塞杆均处于伸出及未旋转工作位置,多个压持组件32的回转夹紧气缸ii的方头活塞杆iii及各个回转夹紧气缸ii的方头活塞杆iii均处于伸出工作位置,同时带动各个转动连杆ii分别旋转至与基座底板351的周向矩形底边处于平行工作位置。
31.本工装3工作时装扣涂胶作业:
32.卡扣2上料时,左工作台4位于前位工作位置,卡扣2上料有两种上料方式,一是人工上料将卡扣2逐个放置在多个卡扣顶装组件31上,然后人工启动左工作台4后移至后位工作位置,二是机械手上料将多个卡扣2同时放置在多个卡扣顶装组件31上,然后设置在多个卡扣顶装组件31的各个支柱上端盲孔内的光电开关检测到机械手上料多个卡扣2放置到位动作后、由控制系统自动启动左工作台4后移至后位工作位置,在左工作台4向后移动过程的同时右工作台5向前移动至前位工作位置,右工作台5、左工作台4同时前后移动到位;
33.设置在左工作台4下侧导轨上限位开关被用来限制左工作台4后移动的位置或行程后,由控制系统自动启动机械手上料将工件1放置在本工装3的多个定位支撑组件34上,设置在传感器支架38上的光电开关检测到工件1后、由控制系统自动启动多个压持组件32的各个回转夹紧气缸ii的方头活塞杆iii带动各自转动连杆ii分别旋转至与基座底板351的周向矩形底边处于垂直工作位置,各个方头活塞杆iii在旋转过程中轴向缩回,使得各个转动连杆ii上的压爪ii轴向贴合压在工件1的边缘处;
34.多个夹持组件33的回转夹紧气缸iii的方头活塞杆处于伸出位置,此时定位头处于上卡套伸出卡套切台,当工件1放在左工作台4上后,定位头穿过工件1边缘处工件工艺孔,其中定位头呈圆台状设置的目的是便于找正对准工件工艺孔回转中心;在多个压持组件32的方头活塞杆iii及各个方头活塞杆ii旋转、轴向缩回的同时,多个夹持组件33的回转夹紧气缸iii的方头活塞杆带动定位头旋转顺时针+180
°
或逆时针-180
°
转动,方头活塞杆轴向缩回的同时方头活塞杆带动定位头旋转到位后,定位头的下表面轴向贴合压在工件1工艺孔边缘上,使得工件1夹紧固定在左工作台4上;
35.设置在定位支头i、定位支头ii盲孔内的压力传感器检测到设定的压力数值后、其压力数值达到程序设定的上限压力数值后、由控制系统自动启动多个卡扣顶装组件31,多个卡扣顶装组件31的气缸的方头活塞杆i带动连接滑块沿着导杆向上移动、同时带动连接滑块上的支柱向上移动,将其顶部放置的卡扣2顶装到工件1的的卡扣安装孔内;气缸顶升到位后、气缸的磁力开关发出到位信号,由控制系统程序控制气缸换向,气缸的方头活塞杆i带动连接滑块沿着导杆向下移动、同时带动连接滑块上的支柱向下移动,复位到初始位置;
36.气缸复位后,气缸的磁力开关发出到位信号的同时,由控制系统程序控制多个压持组件32的各个回转夹紧气缸ii的方头活塞杆iii伸出、同时旋转,在方头活塞杆iii伸出
旋转的同时带动各个转动连杆ii分别旋转至与基座底板351的周向矩形底边处于平行工作位置的初始位置;
37.设置在定位支头i、定位支头ii盲孔内的压力传感器检测到设定的压力数值后、其压力数值达到程序设定的下限压力数值后、由控制系统自动启动等离子活化装置、涂胶装置,由机械手带动一体化的活化头、涂胶头沿着工件1边缘处的涂胶轨迹进行先活化、后涂胶作业;
38.涂胶结束后、由控制系统程序判断涂胶头复位到初始位置后发出信号给多个夹持组件33的回转夹紧气缸iii控制其换向,方头活塞杆伸出带动定位头旋转逆时针-180
°
或顺时针+180
°
转动,方头活塞杆轴向伸出的同时方头活塞杆带动定位头旋转,使得定位头的下表面轴向脱离工件1复位到初始位置;
39.回转夹紧气缸iii复位后,回转夹紧气缸iii的磁力开关发出复位到位信号的同时,由控制系统程序控制启动机械手下料将放置在本工装3上的工件1卸下,设置在传感器支架38上的光电开关检测到工件1卸下后、由控制系统程序控制启动左工作台4向前移动到左工作台4位于前位工作位置,进行下一循环作业;在左工作台4向前移动过程的同时放置完卡扣2的右工作台5向后移动至前位工作位置,进行装扣、涂胶作业,上述作业步骤交替换位,使得左工作台4、右工作台5交替进行装扣、涂胶作业。
40.请参见图3所示为本实用新型控制系统架构示意图,该控制系统包括一个工业pc主站、一个ethercat耦合器i/o模块和左、右工作台从站,每个从站经由ethercat接口连接工业pc主站或另一个从站,并且每个从站均对应地布置有控制接口;其中,左、右工作台从站的控制接口分别连接有各自所对应的电机,其控制接口被设置为能够接收用于各自所对应的表征其站内数据传输的控制信号,并根据各自控制信号驱动及控制各自所对应连接的电机,电机用于对左、右工作台进行驱动。
41.工业pc主站采用一台c6640工业pc作为ethercat总线网路主站的主控制平台,用于系统总体调度和人机交互,负责对数据的接收与管理,控制命令的发送以及各控制单元动态参数和设备状态实时显示;工业pc连接有一台sg150-bgcm触摸屏显示器,用于系统人机交互界面显示,系统电源采用的是24v dc电源模块,也可选择配备集成式不间断电源(ups)为其工业pc和触摸屏显示器供电,电池组可以从外部进行连接,安装在靠近pc的din导轨上。
42.ethercat耦合器i/o模块包括一个ek1100 ethercat总线耦合器、及与其依次连接的pnp8点输入模块、npn8点输入模块、8点输出模块、模拟量输入模块、手操器输入模块、手操器输出模块、末端模块;ethercat总线耦合器用于对各个输入、输出模块以及左、右工作台从站的数据转换,将现场的数据连入工业pc主站,输入输出模块用于对工装的信号采集和处理;ethercat总线耦合器ek1100配置两个以太网接口,第一个用于连接工业pc,第二个用于连接网路上其它ethercat从站设备,并由ethercat总线耦合器提供直流24v电源为其pnp8点输入模块、npn8点输入模块、8点输出模块、模拟量输入模块、手操器输入模块、手操器输出模块、末端模块供电,末端模块el9011放置于ethercat耦合器i/o模块的末端。
43.pnp8点输入模块采用6个el1088 8通道数字量输入端子模块分别连接有左工作台正、负限位开关、右工作台正、负限位开关、急停报警、左工装磁性开关、右工装磁性开关的数字量信号输入,用于左、右工作台正、负限位开关、急停报警、左、右工装磁性开关的数字
量信号输入;
44.npn8点输入模块采用2个el1008 8通道数字量输入端子模块分别连接有左工装光电开关、操作按钮、右工装光电开关、操作按钮的数字量信号输入,用于左、右工装光电开关、操作按钮的数字量信号输入;
45.8点输出模块采用4个el2008 8通道数字量输出端子模块分别连接有左工装电磁阀、左工装指示灯、右工装电磁阀、右工装指示灯的数字量信号输出,用于左、右工装电磁阀、左、右工装指示灯的数字量信号输入;
46.模拟量输入模块采用2个el3068 8通道模拟量输入端子模块分别连接有左、右工装压力传感器,用于左、右工装压力传感器的模拟量信号输入;
47.手操器输入模块采用3个el1008 8通道数字量输入端子模块连接有手操器输出端,用于左右工作台回零\调试\定位\进给\连续点动\点动10mm\点动1mm\点动0.1mm\暂停的手操器数字量信号输入;
48.手操器输出模块采用2个el2008 8通道数字量输出端子模块连接有手操器输入端,用于左右工作台回零灯\调试灯\定位灯\进给灯\连续点动灯\点动10mm灯\点动1mm灯\点动0.1mm灯\删除灯的手操器数字量信号输出;
49.左工作台从站采用1个具有ethercat通讯模块的埃斯顿proect-08aeg-ecd伺服驱动器作为左工作台驱动器,左工作台驱动器连接有左工作台电机;右工作台从站采用1个具有ethercat通讯模块的埃斯顿proect-08aeg-ecd伺服驱动器作为右工作台驱动器,右工作台驱动器连接有右工作台电机。
50.进一步的,本实用新型控制系统采用一主多从的网络拓扑架构,一个主站(工业pc主站)通过ethercat通讯网线线性连接左、右工作台从站,每个左、右工作台从站控制一个伺服电机。其工作原理为:工业pc用于运行上位机软件,提供人机交互界面,构建的嵌入式ethercat实时工业pc主站作为系统主站模块,使用支持ethercat协议通信的埃斯顿proect-08aeg-ecd伺服驱动器作为从站模块。系统采用周期性过程数据通信模式。主站设置为dc模式,dc模式下主站本地时间以及所有从站设备的本地时钟时间均同步于参考时钟时间,保证了总线上各个设备的时间一致性。从站设置为同步于分布时钟同步信号(sync)模式,主站运行周期与从站sync信号周期相等。设置伺服电机运行模式为周期性同步位置(csp)运行模式。工业pc主站将输入位置控制数据进行预处理,工业pc主站的主站位置插补模块计算出的各个伺服电机的目标位置控制数据,主站协议栈负责将目标位置控制数据按照ethercat协议打包成ethercat报文形式,通过ethercat总线网络发送给各个从站(ac1-ac6伺服控制器),ac1-ac6伺服控制器对ethercat报文数据进行解析,将位置控制指令发送给伺服电机,驱动伺服电机运动到目标位置。
51.显然,上述实施例仅仅是为清楚地说明所作的举例,而并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引伸出的显而易见的变化或变动仍处于本实用新型创造的保护范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1