一种点焊针自动打磨及焊接压力自动监测机构的制作方法
1.本实用新型涉及自动化设备技术领域,具体涉及一种点焊针自动打磨及焊接压力自动监测机构。
背景技术:
2.目前新能源汽车市场广阔,新能源电池的技术开发得到蓬勃发展,由于多节电池拼接组合成的电池模组在性能和能效上具有较大优势,多家新能源厂商都采用多节电池拼接组合成电池模组的方式提供电能,在多节电池串并联过程中都需要采用点焊设备将电池电极与导电镍片焊接,为此自动化设备中已经采用了点焊设备辅助电池模组的拼接组装生产,但是由于点焊设备的焊针在经过多次点焊后,会出现焊渣封堵住焊头的情况,导致焊接点接触不良,出现焊接质量下降的问题,为此我们需要特别设计一种能够将焊头自动打磨掉焊渣的自动化设备,并且能够适时检验焊头触碰导电镍片的焊接点的压力释放打标的自动化设备,以辅助电池模组快速焊接,提高电池模组焊接装配效率。
技术实现要素:
3.本实用新型目的:鉴于背景技术中提出对多节电池进行调姿的技术需求,我们设计一种点焊针自动打磨及焊接压力自动监测机构,采用升降按压组件和定位夹持组件将多节电池按压整平并夹持定位,在由机器人带动点焊组件进给到电池两端电极,对电极处的导电镍片实施焊接,且配合压力传感器监测点焊组件对电池两极夹持焊接的力度,防止电池受损,再配合旋转打磨组件配合下,将点焊组件的焊头自动打磨掉焊渣,可以继续实施焊接,焊渣被收集在焊渣盒内,保护焊接环境,充分辅助电池模组快速焊接,提高电池模组焊接装配效率。
4.为解决上述问题采取的技术方案是:
5.一种点焊针自动打磨及焊接压力自动监测机构,包括固定在支撑架上的升降按压组件、定位夹持组件、压力传感器和旋转打磨组件,
6.所述升降按压组件包括与装配线的机架固连的支撑板、导杆导套组件、升降气缸、按压板,所述导杆导套组件与支撑板四角配合,升降气缸的缸体固定端在支撑板上,升降气缸的升降杆与按压板之间通过框架固连,框架固定在按压板上端中部,所述按压板下端面正对装配线上待焊接的电池模组,所述按压板上端面固连所述定位夹持组件,
7.所述定位夹持组件包括双向夹持气缸、定位块和夹持板,所述双向夹持气缸与按压板垂直布置,两侧的夹取杆与定位块固连,所述定位块与夹持板中部固连,所述夹持板下端正对装配线上待焊接的电池模组的两极,
8.所述压力传感器左右对称设置在与按压板固连的定位板上,压力传感器的按压探头正对装配线的点焊组件设有的压块,
9.所述旋转打磨组件包括传动电机、主动带轮、从动带轮、传动带、顶推组件和焊渣盒,所述传动电机固定端在按压板上,传动电机主轴与主动带轮配合,主动带轮和从动带轮
之间配合有传动带,在传动电机带动下带动传动带旋转,所述传动带外表面设置有磨砂层,传动带内侧设置有顶推组件,顶推组件顶推点焊组件的焊头与磨砂层贴合实现打磨,去除焊头处的焊渣。
10.进一步地,所述点焊组件左右对称布置在装配线两侧,包括若干个并列布置的焊头和压块。
11.进一步地,所述顶推组件包括固定在定位板上的固定座、顶推板和弹簧。
12.进一步地,所述从动带轮通过销轴和轴承与按压板固连。
13.进一步地,所述焊渣盒通过固定在定位板上的卡箍限位,可拆卸清洗或更换。
14.本实用新型的有益效果是:
15.该点焊针自动打磨及焊接压力自动监测机构采用升降按压组件和定位夹持组件将多节电池按压整平并夹持定位,在由机器人带动点焊组件进给到电池两端电极,对电极处的导电镍片实施焊接,且配合压力传感器监测点焊组件对电池两极夹持焊接的力度,防止电池受损,再配合旋转打磨组件配合下,将点焊组件的焊头自动打磨掉焊渣,可以继续实施焊接,焊渣被收集在焊渣盒内,保护焊接环境,充分辅助电池模组快速焊接,提高电池模组焊接装配效率。
附图说明
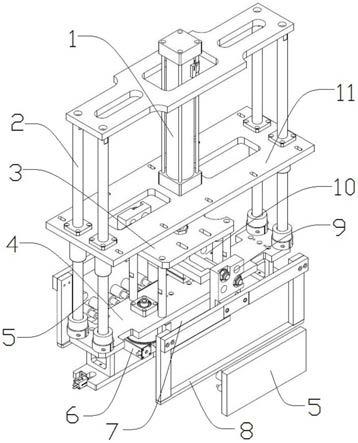
16.图1为本实施例点焊针自动打磨及焊接压力自动监测机构的立体图;
17.图2为本实施例点焊针自动打磨及焊接压力自动监测机构的侧仰视图;
18.图3为本实施例所述旋转打磨组件的结构示意图;
19.图4为本实施例所述焊渣盒、卡箍的爆炸图;
20.其中,1-升降气缸,2-导杆导套组件,3-框架,4-按压板,5-点焊组件,6-压力传感器,7-传动带,8-夹持板,9-定位块,10-双向夹持气缸,11-支撑板,12-焊渣盒,13-压块,14-焊头,15-从动带轮,16-顶推板,17-传动电机,18-固定座,19-卡箍,20-主动带轮,21-定位板。
具体实施方式
21.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
22.请参阅图1-4,本实施例提出一种点焊针自动打磨及焊接压力自动监测机构,包括固定在支撑架上的升降按压组件、定位夹持组件、压力传感器6和旋转打磨组件。
23.具体地说,所述升降按压组件包括与装配线的机架固连的支撑板11、导杆导套组件2、升降气缸1、按压板4,所述导杆导套组件2与支撑板11四角配合,升降气缸1的缸体固定端在支撑板11上,升降气缸1的升降杆与按压板4之间通过框架3固连,框架3固定在按压板4上端中部,所述按压板4下端面正对装配线上待焊接的电池模组,所述按压板4上端面固连所述定位夹持组件。
24.所述定位夹持组件包括双向夹持气缸10、定位块9和夹持板8,所述双向夹持气缸10与按压板4垂直布置,两侧的夹取杆与定位块9固连,所述定位块9与夹持板8中部固连,所述夹持板8下端正对装配线上待焊接的电池模组的两极。
25.参阅图2和图3,所述压力传感器6左右对称设置在与按压板4固连的定位板21上,压力传感器6的按压探头正对装配线的点焊组件5设有的压块13。
26.参阅图3,所述旋转打磨组件包括传动电机17、主动带轮20、从动带轮15、传动带7、顶推组件和焊渣盒12,所述传动电机17固定端在按压板4上,传动电机17主轴与主动带轮20配合,主动带轮20和从动带轮15之间配合有传动带7,所述从动带轮15通过销轴和轴承(图中未示出)与按压板4固连,在传动电机17带动下带动传动带7旋转,所述传动带7外表面设置有磨砂层,传动带7内侧设置有顶推组件,顶推组件顶推点焊组件5的焊头14与磨砂层贴合实现打磨,去除焊头14处的焊渣,所述顶推组件包括固定在定位板21上的固定座18、顶推板16和弹簧(图中未标识)。
27.进一步的实施方案是,所述点焊组件5左右对称布置在装配线两侧,包括5个并列布置的焊头14和压块13。
28.进一步的实施方案是,参阅图4,所述焊渣盒12通过固定在定位板21上的卡箍19限位,可拆卸清洗或更换。
29.上面结合附图对本实用新型的实施方式作了详细说明,但是本实用新型并不限于上述实施方式,在本领域普通技术人员所具备的知识范围内,还可以在不脱离本实用新型宗旨的前提下做出各种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
技术特征:
1.一种点焊针自动打磨及焊接压力自动监测机构,其特征在于:包括固定在支撑架上的升降按压组件、定位夹持组件、压力传感器和旋转打磨组件,所述升降按压组件包括与装配线的机架固连的支撑板、导杆导套组件、升降气缸、按压板,所述导杆导套组件与支撑板四角配合,升降气缸的缸体固定端在支撑板上,升降气缸的升降杆与按压板之间通过框架固连,框架固定在按压板上端中部,所述按压板下端面正对装配线上待焊接的电池模组,所述按压板上端面固连所述定位夹持组件,所述定位夹持组件包括双向夹持气缸、定位块和夹持板,所述双向夹持气缸与按压板垂直布置,两侧的夹取杆与定位块固连,所述定位块与夹持板中部固连,所述夹持板下端正对装配线上待焊接的电池模组的两极,所述压力传感器左右对称设置在与按压板固连的定位板上,压力传感器的按压探头正对装配线的点焊组件设有的压块,所述旋转打磨组件包括传动电机、主动带轮、从动带轮、传动带、顶推组件和焊渣盒,所述传动电机固定端在按压板上,传动电机主轴与主动带轮配合,主动带轮和从动带轮之间配合有传动带,所述传动带外表面设置有磨砂层,传动带内侧设置有顶推组件,顶推组件顶推点焊组件的焊头与磨砂层贴合实现打磨,去除焊头处的焊渣。2.根据权利要求1所述的点焊针自动打磨及焊接压力自动监测机构,其特征在于:所述点焊组件左右对称布置在装配线两侧,包括若干个并列布置的焊头和压块。3.根据权利要求1所述的点焊针自动打磨及焊接压力自动监测机构,其特征在于:所述顶推组件包括固定在定位板上的固定座、顶推板和弹簧。4.根据权利要求1所述的点焊针自动打磨及焊接压力自动监测机构,其特征在于:所述从动带轮通过销轴和轴承与按压板固连。5.根据权利要求1所述的点焊针自动打磨及焊接压力自动监测机构,其特征在于:所述焊渣盒通过固定在定位板上的卡箍限位。
技术总结
本实用新型公开了一种点焊针自动打磨及焊接压力自动监测机构,包括升降按压组件、定位夹持组件、压力传感器和旋转打磨组件,升降按压组件包括支撑板、导杆导套组件、升降气缸、按压板,定位夹持组件包括双向夹持气缸、定位块和夹持板,旋转打磨组件包括传动电机、主动带轮、从动带轮、传动带、顶推组件和焊渣盒,该机构采用升降按压组件和定位夹持组件将多节电池按压整平并夹持定位,在由机器人带动点焊组件进给到电池两端电极,对电极处的导电镍片实施焊接,且配合压力传感器监测焊接的力度,防止电池受损,再配合旋转打磨组件配合下,将点焊组件的焊头自动打磨掉焊渣,焊渣被收集在焊渣盒内,辅助电池模组快速焊接,提高电池模组焊接装配效率。组焊接装配效率。组焊接装配效率。
技术研发人员:钱飞龙
受保护的技术使用者:苏州萨瓦智能科技有限公司
技术研发日:2021.09.26
技术公布日:2022/2/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1