用于汽车零部件焊接加工的快速高精度夹紧装置的制作方法
1.本实用新型涉及汽车零部件焊接辅助设备,具体为用于汽车零部件焊接加工的快速高精度夹紧装置。
背景技术:
2.汽车零部件作为汽车工业的基础,是支撑汽车工业持续健康发展的必要因素。特别是当前汽车行业正在轰轰烈烈、如火如荼开展的自主开发与创新,更需要一个强大的零部件体系作支撑。整车自主品牌与技术创新需要零部件作基础,零部件的自主创新又对整车产业的发展产生强大推动力,他们是相互影响、相互作用的,没有整车的自主品牌,强大零部件体系的研发创新能力难以进发,没有强大零部件体系的支撑,自主品牌的做大作强将难以为继。
3.现在的汽车零部件焊接加工时没有很好的夹紧装置,不利于汽车零部件的焊接加工,同时较重零部件夹紧时较为不便,不利于使用。
技术实现要素:
4.针对上述情况,为克服现有技术的缺陷,本实用新型提供用于汽车零部件焊接加工的快速高精度夹紧装置,有效的解决了现在的汽车零部件焊接加工时没有很好的夹紧装置,不利于汽车零部件的焊接加工,同时较重零部件夹紧时较为不便,不利于使用的问题。
5.为实现上述目的,本实用新型提供如下技术方案:本实用新型包括平台,平台的底部设置有支腿,平台一端的顶部设置有支架,还包括液压缸、升降台和调节机构,所述平台的中部贯穿安装有液压缸,液压缸的顶端安装有升降台,支架的顶端固定有调节机构,支架顶部的一侧和调节机构的底部均设置有夹持机构;
6.所述调节机构包括壳体、导向柱、丝杆、伺服电机、轴承、移动块、丝孔和导向孔,壳体固定在支架上,壳体的内部对称固定有导向柱,壳体的中部安装有丝杆,丝杆的一端安装有伺服电机,丝杆和导向柱上套接有移动块。
7.优选的,所述夹持机构包括连接块、凹型块、螺杆、辅助套筒、螺纹孔、手柄和压盘,连接块的一端设置有凹型块,凹型块上设置有若干个螺杆,凹型块顶部对应螺杆位置处焊接有辅助套筒,凹型块和辅助套筒对应螺杆位置处均开设有螺纹孔,螺杆的一端设置有手柄,螺杆的底端设置有压盘。
8.优选的,所述手柄的表面开设有防滑纹。
9.优选的,所述丝杆通过轴承与壳体连接。
10.优选的,所述移动块对应丝杆位置处开设有丝孔,移动块对应导向柱位置处开设有导向孔。
11.优选的,所述压盘为一种高强度橡胶材质的构件。
12.有益效果:本实用新型使用时,将待焊接加工的汽车零部件的一端放置在左侧的凹型块的内部,同时伺服电机工作,伺服电机工作带动丝杆转动,丝杆转动与移动块上开设
的丝孔的配合下,使得移动块在丝杆上移动,导向柱与导向孔的配合下提高移动的稳定性,使得移动块底端的凹型块位于待焊接加工的汽车零部件的另一端,此时,转动手柄,手柄转动带动螺杆转动,螺杆转动与螺纹孔的配合下,使得螺杆向下移动,从而使得压盘压在待焊接加工的汽车零部件的另一端,即可完成待焊接加工的汽车零部件的夹紧,当用于较重待焊接加工的汽车零部件夹持时,可先将待焊接加工的汽车零部件放置在升降台上,通过液压缸将升降台及汽车零部件升起,夹持方便,本实用新型结构新颖,构思巧妙,便于待焊接加工的汽车零部件的夹紧,同时可用于较重零部件的辅助提升,降低劳动强度,有利于使用。
附图说明
13.附图用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与本实用新型的实施例一起用于解释本实用新型,并不构成对本实用新型的限制。在附图中:
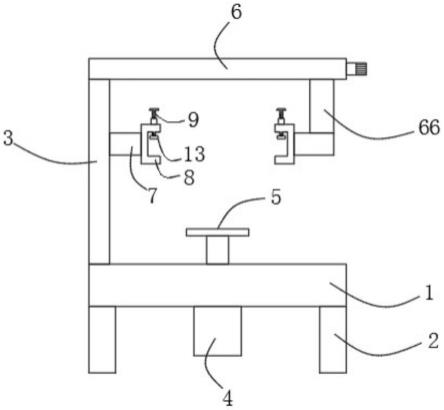
14.图1是本实用新型整体结构示意图;
15.图2是本实用新型调节机构结构示意图;
16.图3是本实用新型夹持机构三维结构示意图;
17.图中标号:1、平台;2、支腿;3、支架;4、液压缸;5、升降台;6、调节机构;7、连接块;8、凹型块;9、螺杆;10、辅助套筒;11、螺纹孔;12、手柄;13、压盘;61、壳体;62、导向柱;63、丝杆;64、伺服电机;65、轴承;66、移动块;67、丝孔;68、导向孔。
具体实施方式
18.下面结合附图1-3对本实用新型的具体实施方式做进一步详细说明。
19.实施例一,由图1-图3给出,本实用新型提供用于汽车零部件焊接加工的快速高精度夹紧装置,包括平台1,平台1的底部设置有支腿2,平台1一端的顶部设置有支架3,还包括液压缸4、升降台5和调节机构6,平台1的中部贯穿安装有液压缸4,液压缸4的顶端安装有升降台5,支架3的顶端固定有调节机构6,支架3顶部的一侧和调节机构6的底部均设置有夹持机构;
20.调节机构6包括壳体61、导向柱62、丝杆63、伺服电机64、轴承65、移动块66、丝孔67和导向孔68,壳体61固定在支架3上,壳体61的内部对称固定有导向柱62,壳体61的中部安装有丝杆63,丝杆63的一端安装有伺服电机64,丝杆63和导向柱62上套接有移动块66。
21.具体使用时:本实用新型使用时,将待焊接加工的汽车零部件的一端放置在左侧的凹型块8的内部,同时伺服电机64工作,伺服电机64工作带动丝杆63转动,丝杆63转动与移动块66上开设的丝孔67的配合下,使得移动块66在丝杆63上移动,导向柱62与导向孔68的配合下提高移动的稳定性,使得移动块66底端的凹型块8位于待焊接加工的汽车零部件的另一端,此时,转动手柄12,手柄12转动带动螺杆9转动,螺杆9转动与螺纹孔11的配合下,使得螺杆9向下移动,从而使得压盘13压在待焊接加工的汽车零部件的另一端,即可完成待焊接加工的汽车零部件的夹紧,当用于较重待焊接加工的汽车零部件夹持时,可先将待焊接加工的汽车零部件放置在升降台5上,通过液压缸4将升降台5及汽车零部件升起,夹持方便,本实用新型结构新颖,构思巧妙,便于待焊接加工的汽车零部件的夹紧,同时可用于较重零部件的辅助提升,降低劳动强度,有利于使用。
22.实施例二
23.实施例一中夹持机构夹持汽车零部件不便,参照图1和图3,作为另一优选实施例,与实施例一的区别在于,夹持机构包括连接块7、凹型块8、螺杆9、辅助套筒10、螺纹孔11、手柄12和压盘13,连接块7的一端设置有凹型块8,凹型块8上设置有若干个螺杆9,凹型块8顶部对应螺杆9位置处焊接有辅助套筒10,凹型块8和辅助套筒10对应螺杆9位置处均开设有螺纹孔11,螺杆9的一端设置有手柄12,螺杆9的底端设置有压盘13,使用时,当汽车零部件放置在凹型块8内时,转动手柄12,手柄12转动带动螺杆9转动,螺杆9转动与凹型块8和辅助套筒10上开设的螺纹孔11的配合下,使得螺杆9向下移动,螺杆9向下移动带动压盘13向下移动对汽车零部件进行压紧,便于汽车零部件的固定。
24.实施例三
25.实施例二中手柄12防滑性不足,作为另一优选实施例,与实施例二的区别在于,手柄12的表面开设有防滑纹,使得手柄12具有较好的防滑性能。
26.实施例四
27.实施例一中丝杆63安装不便,参照图2,作为另一优选实施例,与实施例一的区别在于,丝杆63通过轴承65与壳体61连接,便于丝杆63的安装使用。
28.实施例五
29.实施例一中移动块66移动稳定性不足,参照图2,作为另一优选实施例,与实施例一的区别在于,移动块66对应丝杆63位置处开设有丝孔67,移动块66对应导向柱62位置处开设有导向孔68,提高移动块66移动的稳定性。
30.实施例六
31.实施例一中压盘13易对待焊接加工的汽车零造成损伤,作为另一优选实施例,与实施例一的区别在于,压盘13为一种高强度橡胶材质的构件,避免压盘13对待焊接加工的汽车零造成损伤。
32.最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1