一种弧形板焊接用调平装置的制作方法
:
1.本实用新型属于弧形板焊接装置技术领域,具体涉及一种弧形板焊接用调平装置。
背景技术:
2.随着社会的发展,核电作为高效的清洁能源,具有明显的优势,大力发展核电已列入我国的中长期规划。安全壳钢衬里属于核二级设备,要求有可靠的密封性,钢衬里穹顶属于钢衬里重要组成部分,施工质量要求高。钢衬里穹顶尺寸大,需要由多块钢板拼接而成,一般长条直线焊缝采用埋弧焊,效率高;但焊接设备的机头需要轨道,且机头重量重,自身的动力无法实现爬坡或下坡。基于此,本实用新型提供一种弧形板焊接用调平装置,通过调整焊接构件水平,确保穹顶弧形钢板的拼接。
技术实现要素:
3.本实用新型的目的是针对现有技术的不足,提供一种弧形板焊接用调平装置,可用于弧形钢板拼装焊接时辅助调平。
4.本实用新型采用以下技术方案:
5.一种弧形板焊接用调平装置,包括弧形胎模组件、转动支座和液压提升装置;所述弧形胎模组件包括弧形胎模和底座,弧形胎模固定安装在底座上方,弧形胎模上承载有待拼焊的弧形板;所述转动支座设置在底座下方,与底座转动连接,所述底座可在竖直平面上转动;所述液压提升装置对称设置在弧形胎模组件两侧,液压提升装置包括液压杆,液压杆的输出端与底座连接,通过液压杆带动底座两端上升或者下降,进而控制底座两端的高度,使底座带动弧形胎模绕着转动支座在竖直平面上转动,从而达到调整待拼焊弧形板的焊缝位置的目的。
6.进一步的,所述液压提升装置还包括固定支座,所述液压杆安装在固定支座上。
7.进一步的,所述转动支座包括支撑架和转动轴,所述底座通过转动轴与支撑架可转动连接。
8.进一步的,所述转动支座的设置数量为两组,两组转动支座设置在底座中轴线上。
9.进一步的,所述液压提升装置的设置数量为四组,所述弧形胎模组件两侧各布置两组液压提升装置。
10.进一步的,所述弧形胎模的弧度与待拼焊的弧形板弧度一致。
11.进一步的,所述液压提升装置的驱动装置为液压泵站。
12.进一步的,所述液压杆的输出端与底座转动连接;或者,液压杆的输出端与底座转动连接,液压杆的另一端与固定支座可转动连接。
13.本实用新型的有益效果:
14.本实用新型设置弧形胎模组件、转动支座和液压提升装置,通过液压杆带动底座两端上升或者下降,进而控制底座两端的高度,使底座带动弧形胎模在竖直平面上转动,进
而调整弧形胎模的转动角度,从而达到调整待拼焊弧形板的焊缝位置的目的,实现弧形钢板调平,便于焊接操作。本实用新型弧形板焊接用调平装置结构简单,操作简便,安全可靠,不仅可以在核电站钢结构加工中推广,还可以在其他制造业领域中推广应用,实用性强。
附图说明:
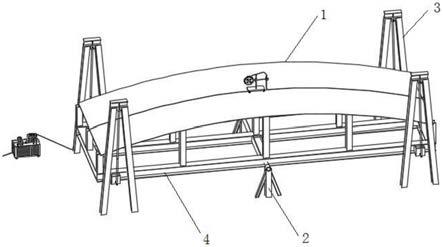
15.图1为本实用新型实施例弧形板焊接用调平装置结构示意图;
16.图2~3为本实用新型实施例弧形板焊接用调平装置立面图;
17.图4为本实用新型实施例液压提升装置示意图;
18.图5为本实用新型实施例转动支座示意图;
19.附图中的标记为:
20.1、弧形胎模;2、转动支座;3、液压提升装置;4、底座;5、液压杆;6、固定支座。
具体实施方式:
21.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
22.参见图1~5,本实用新型实施例提供一种弧形板焊接用调平装置,包括弧形胎模组件、转动支座2和液压提升装置3;所述弧形胎模组件包括弧形胎模1和底座4,弧形胎模1固定安装在底座4上方,弧形胎模1上承载有待拼焊的弧形板,所述弧形胎模1的弧度与待拼焊的弧形板弧度一致;所述转动支座2设置在底座4下方,与底座4转动连接,所述底座4可在竖直平面上转动;所述液压提升装置3对称设置在弧形胎模组件两侧,液压提升装置3包括液压杆5,液压杆5的输出端与底座4可转动连接,通过液压杆5带动底座4两端上升或者下降,进而控制底座4两端的高度,使底座4带动弧形胎模1绕着转动支座2在竖直平面上转动,从而达到调整待拼焊弧形板的焊缝位置的目的。
23.本实用新型实施例中,所述液压提升装置3还包括固定支座6,所述液压杆5安装在固定支座6上;所述液压提升装置3的设置数量为四组,所述弧形胎模组件两侧各布置两组液压提升装置3;所述液压提升装置3的驱动装置为液压泵站,可以驱动液压杆5伸长或缩短,在液压泵站的驱动下,弧形胎模组件两侧的液压提升装置3同步运动,弧形胎模的绕转轴转动角度及速度通过液压泵站调整。
24.本实用新型实施例中,所述转动支座2包括支撑架和转动轴,所述底座4通过转动轴与支撑架可转动连接;所述转动支座2的设置数量为两组,两组转动支座2设置在底座4中轴线上,两转动支座2的转动轴同心。
25.本实用新型的原理及应用方法:
26.使用时,将待拼焊的弧形板吊运至弧形胎模1的上表面,并对拼接焊缝进行组对,控制好拼接焊缝的组对间隙和错边,并将待拼接钢板固定于弧形胎模1上,弧形胎模1的弧度与待拼焊的弧形板弧度一致;启动液压泵站,驱动弧形胎模组件两侧的液压杆5运行,带动底座4两端上升或者下降,进而控制底座4两端的高度,使底座4带动弧形胎模1绕着转动
支座2在竖直平面上转动,从而调整弧形胎模1的转动角度,从而确保钢板拼接焊缝位置处于水平状态,实现弧形钢板焊接时的调平功能,便于焊接操作。
27.将埋弧焊接设备轨道铺于焊接钢板上方,通过液压泵站驱动液压杆,使弧形胎模一端呈水平状态,埋弧焊进行焊接作业,驱动液压泵站,一端慢慢下降,另外一端慢慢抬起,使埋弧焊焊接位置始终处于水平状态。
28.以上仅是本实用新型的优选实施方式,本实用新型的保护范围并不仅局限于上述实施例,凡属于本实用新型思路下的技术方案均属于本实用新型的保护范围,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理前提下的若干改进和润饰,应视为本实用新型的保护范围。
技术特征:
1.一种弧形板焊接用调平装置,其特征在于,包括弧形胎模组件、转动支座(2)和液压提升装置(3);所述弧形胎模组件包括弧形胎模(1)和底座(4),弧形胎模(1)固定安装在底座(4)上方,弧形胎模(1)上承载有待拼焊的弧形板;所述转动支座(2)设置在底座(4)下方,与底座(4)转动连接,所述底座(4)可在竖直平面上转动;所述液压提升装置(3)对称设置在弧形胎模组件两侧,液压提升装置(3)包括液压杆(5),液压杆(5)的输出端与底座(4)连接,通过液压杆(5)带动底座(4)两端上升或者下降,进而控制底座(4)两端的高度,使底座(4)带动弧形胎模(1)绕着转动支座(2)在竖直平面上转动,从而达到调整待拼焊弧形板的焊缝位置的目的。2.根据权利要求1所述的弧形板焊接用调平装置,其特征在于,所述液压提升装置(3)还包括固定支座(6),所述液压杆(5)安装在固定支座(6)上。3.根据权利要求1所述的弧形板焊接用调平装置,其特征在于,所述转动支座(2)包括支撑架和转动轴,所述底座(4)通过转动轴与支撑架可转动连接。4.根据权利要求1所述的弧形板焊接用调平装置,其特征在于,所述转动支座(2)的设置数量为两组,两组转动支座(2)设置在底座(4)中轴线上。5.根据权利要求1所述的弧形板焊接用调平装置,其特征在于,所述液压提升装置(3)的设置数量为四组,所述弧形胎模组件两侧各布置两组液压提升装置(3)。6.根据权利要求1所述的弧形板焊接用调平装置,其特征在于,所述弧形胎模(1)的弧度与待拼焊的弧形板弧度一致。7.根据权利要求1所述的弧形板焊接用调平装置,其特征在于,所述液压提升装置(3)的驱动装置为液压泵站。8.根据权利要求1所述的弧形板焊接用调平装置,其特征在于,所述液压杆(5)的输出端与底座(4)可转动连接。
技术总结
本实用新型提供一种弧形板焊接用调平装置,包括弧形胎模组件、转动支座和液压提升装置;弧形胎模组件包括弧形胎模和底座,弧形胎模固定安装在底座上方,弧形胎模上承载有待拼焊的弧形板;转动支座设置在底座下方,与底座转动连接,底座可在竖直平面上转动;液压提升装置对称设置在弧形胎模组件两侧,液压提升装置包括液压杆,液压杆的输出端与底座连接,通过液压杆带动底座两端上升或者下降,进而控制底座两端的高度,使底座带动弧形胎模在竖直平面上转动,从而达到调整待拼焊弧形板的焊缝位置的目的,便于焊接操作。本装置结构简单,操作简便,安全可靠,不仅可以在核电站钢结构加工中推广,还可以在其他制造业领域中推广应用,实用性强。实用性强。实用性强。
技术研发人员:吴虞 安俊秋 袁方 马富巧
受保护的技术使用者:中国核工业华兴建设有限公司
技术研发日:2021.09.30
技术公布日:2022/3/16
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1