一种适用小功率机床的焊接合金式大孔径组合镗刀的制作方法
1.本实用新型涉及组合镗刀技术领域,尤其涉及一种适用小功率机床的焊接合金式大孔径组合镗刀。
背景技术:
2.市场上由于机床功率及扭矩负载的限制,一般涉及较大孔径且切削余量较大的刀具只能由大功率机床负责加工;且有的孔涉及多段外径或者多个角度,需要多个工位的不同刀具进行加工,耗时耗力。
3.现有技术的缺点/不足:现有的大孔径镗刀成本高;刀具重量大,加工中主轴容易抱死,机床负载报警;切削余量大,刀具缠屑,排屑困难。
技术实现要素:
4.本实用新型的目的在于提供一种适用小功率机床的焊接合金式大孔径组合镗刀,刀头呈之字形设计,减小了其体积,具有较好的减重效果,刀片上设计有断屑槽和月牙槽,增大刀具的排屑空间,增加刀具的断屑效果,使排屑成片状或短带状顺利排出。
5.为达到上述目的,本实用新型采用的技术方案是:一种适用小功率机床的焊接合金式大孔径组合镗刀,包括彼此相连的刀柄和刀体,所述刀体包括刀头和刀片,所述刀头的横截面为之字形,一对所述刀片呈轴对称的设置于刀头侧壁上,所述刀片的前端设有断屑槽,其前刀面上设有月牙槽。
6.作为进一步的优化,一对所述刀片上的断屑槽为非轴对称设置。
7.作为进一步的优化,所述刀柄和刀头为一体成型。
8.作为进一步的优化,所述刀片为硬质合金材质,其焊接于刀头上。
9.作为进一步的优化,所述刀头上设有多个横向贯穿其本体的减重孔。
10.作为进一步的优化,所述减重孔关于刀头轴心对称,其个数为二至四个,可根据大头大小进行设置。
11.作为进一步的优化,所述刀头的本体上沿其竖直方向设有纵向减重面。
12.作为进一步的优化,所述刀片的前刀面与刀体的中轴线之间的前角a为5
°‑
15
°
。
13.与现有技术相比,本实用新型具有以下的有益效果:
14.1.刀头呈之字形设计,减小了其体积,具有较好的减重效果,且用料减少,降低了刀具的成本;
15.2.刀片前端主切削刃上设计有断屑槽,刀片前刀面上设计有月牙槽,增大刀具的排屑空间,增加刀具的断屑效果,使排屑成片状或短带状顺利排出。
附图说明
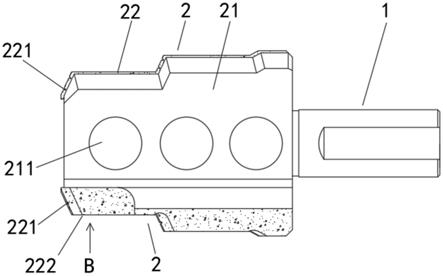
16.图1为本实用新型的剖面图。
17.图2为本实用新型的左视图。
18.图3为图1的b向视图。
具体实施方式
19.以下是本实用新型的具体实施例并结合附图,对本实用新型的技术方案作进一步的描述,但本实用新型并不限于这些实施例。
20.如图1至3所示,一种适用小功率机床的焊接合金式大孔径组合镗刀,包括彼此相连的刀柄1和刀体2,刀柄1和刀头21为一体成型,刀体2包括刀头21和刀片22,刀头21的横截面为之字形,一对刀片22呈轴对称的设置于刀头21侧壁上,具体为刀片22为硬质合金材质,其焊接于刀头21上,刀片22的前端设有断屑槽221,其前刀面上设有月牙槽222,月压槽的形状如图3所示。
21.刀头呈之字形设计,减小了其体积,具有较好的减重效果,且用料减少,降低了刀具的成本;刀片前端主切削刃上设计有断屑槽,刀片前刀面上设计有月牙槽,增大刀具的排屑空间,增加刀具的断屑效果,使排屑成片状或短带状顺利排出。
22.刀片的直径刃一般都大于80mm,可为单台阶或多个台阶复合。
23.一对刀片22上的断屑槽221为非轴对称设置,相当于增加了断屑位置所覆盖的面积,提高了断屑效率。
24.刀头21上设有多个横向贯穿其本体的减重孔211;减重孔211关于刀头21轴心对称,本实用新型中减重孔211的个数设置为三个;刀头21的本体上沿其竖直方向设有纵向减重面212。
25.通过减重孔的设置,进一步降低了刀头的重量,且呈轴对称设置,并不影响刀具工作时的稳定性;另外,通过纵向减重面,可使刀头呈之字形结构。
26.刀片22的前刀面与刀体2的中轴线之间的前角a为5
°‑
15
°
。
27.本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神或者超越所附权利要求书所定义的范围。
技术特征:
1.一种适用小功率机床的焊接合金式大孔径组合镗刀,其特征在于,包括彼此相连的刀柄和刀体,所述刀体包括刀头和刀片,所述刀头的横截面为之字形,一对所述刀片呈轴对称的设置于刀头侧壁上,所述刀片的前端设有断屑槽,其前刀面上设有月牙槽。2.根据权利要求1所述的适用小功率机床的焊接合金式大孔径组合镗刀,其特征在于,一对所述刀片上的断屑槽为非轴对称设置。3.根据权利要求1所述的适用小功率机床的焊接合金式大孔径组合镗刀,其特征在于,所述刀柄和刀头为一体成型。4.根据权利要求1所述的适用小功率机床的焊接合金式大孔径组合镗刀,其特征在于,所述刀片为硬质合金材质,其焊接于刀头上。5.根据权利要求1所述的适用小功率机床的焊接合金式大孔径组合镗刀,其特征在于,所述刀头上设有多个横向贯穿其本体的减重孔。6.根据权利要求5所述的适用小功率机床的焊接合金式大孔径组合镗刀,其特征在于,所述减重孔关于刀头轴心对称,其个数为二至四个。7.根据权利要求5所述的适用小功率机床的焊接合金式大孔径组合镗刀,其特征在于,所述刀头的本体上沿其竖直方向设有纵向减重面。8.根据权利要求1所述的适用小功率机床的焊接合金式大孔径组合镗刀,其特征在于,所述刀片的前刀面与刀体的中轴线之间的前角a为5
°‑
15
°
。
技术总结
本实用新型公开了一种适用小功率机床的焊接合金式大孔径组合镗刀,包括彼此相连的刀柄和刀体,刀体包括刀头和刀片,刀头的横截面为之字形,一对刀片呈轴对称的设置于刀头侧壁上,刀片的前端设有断屑槽,其前刀面上设有月牙槽。本实用新型刀头呈之字形设计,减小了其体积,具有较好的减重效果,刀片上设计有断屑槽和月牙槽,增大刀具的排屑空间,增加刀具的断屑效果,使排屑成片状或短带状顺利排出。使排屑成片状或短带状顺利排出。使排屑成片状或短带状顺利排出。
技术研发人员:陆志杰
受保护的技术使用者:常熟阿诺切削工具有限公司
技术研发日:2021.10.22
技术公布日:2022/4/26
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1