一种自行车轴芯组件的装配装置的制作方法
底部连接顶升气缸ⅰ。
11.作为本实用新型进一步改进,所述中轴进料位和所述中轴进料机构之间设中轴转送机构,所述中轴转送机构包括可翻转的转送块ⅰ,所述转送块ⅰ上部安装定位套ⅰ与所述进料台ⅰ位置相对应,所述转送块ⅰ侧面连接旋转气缸ⅰ。
12.作为本实用新型进一步改进,所述下轴承进料位外侧设有下轴承进料带,所述上轴承进料位外侧设有上轴承进料带,所述碗组进料位外侧设有碗组进料带,所述出料位外侧设有出料板。
13.作为本实用新型进一步改进,所述上轴承进料位、所述中管进料位、所述中轴进料位、所述下轴承进料位、所述碗组进料位、所述出料位上方均设有机械手,所述第一冲压位和所述第二冲压位上方均设有冲压头。
14.作为本实用新型进一步改进,所述转盘通过法兰与凸轮分割器连接,并由所述凸轮分割器带动做顺时针转动,所述凸轮分割器的动静比为一比一。
15.本实用新型的有益效果为:
16.轴芯组件的装配在一个装置内实现,轴芯组件的各个部件均由相应的机构进行自动进料过程,在中管进料机构中,中管主要由顶升块顶升后滑动至进料台上,由推块将中管推动至中管转送机构的定位套内,旋转气缸带动定位套进行翻转,通过机械手将定位套内的中管抓取至中管进料位上的定位座内,精准实现单个进料过程,中轴的送料过程与中管基本一致,装置结构紧凑,占地面积小,安全可靠,在大幅度提高工作效率的同时,也节约了企业在场地及人力成本的投入,轴芯组件的制造成本降低。
附图说明
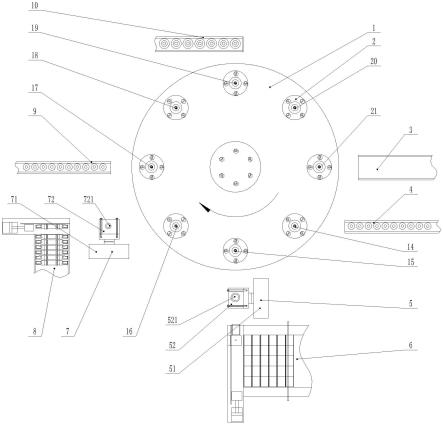
17.图1为本实用新型一种自行车轴芯组件的装配装置的俯视图;
18.图2为转盘1的结构示意图;
19.图3为中管进料机构6的主视图;
20.图4为中管进料机构6的俯视图;
21.图5为中轴进料机构8的主视图;
22.图6为中轴进料机构8的俯视图;
23.图7为本实用新型一种自行车轴芯组件的装配装置的工作示意图;
24.图8为轴芯组件13的结构示意图。
25.图中:1、转盘;2、定位座;3、出料板;4、下轴承进料带;5、中管转送机构;51、旋转气缸;52、转送块;521、定位套;6、中管进料机构;61、送料台;62、侧挡板;63、顶升块;64、顶升气缸;65、进料台;651、v型槽;66、限位板;67、支架;68、光电开关;69、推块;70、直行气缸;7、中轴转送机构;71、旋转气缸ⅰ;72、转送块ⅰ;721、定位套ⅰ;8、中轴进料机构;81、送料台ⅰ;82、侧挡板ⅰ;83、顶升块ⅰ;84、顶升气缸ⅰ; 85、进料台ⅰ;851、v型槽ⅰ;86、限位板ⅰ;87、推块ⅰ;88、直行气缸ⅰ;9、上轴承进料带;10、碗组进料带;11、凸轮分割器;12、横杆;13、轴芯组件;131、下轴承;132、中管;133、中轴;134、上轴承;135、碗组; 14、下轴承进料位;15、中管进料位;16、中轴进料位;17、上轴承进料位; 18、第一冲压位;19、碗组进料位;20、第二冲压位;21、出料位。
具体实施方式
26.如图1所示,本实用新型实施例所述的一种自行车轴芯组件的装配装置,包括转盘1,转盘1通过法兰与凸轮分割器11连接(参见图2),并由凸轮分割器11带动做顺时针转动,凸轮分割器11的动静比为一比一,转盘1的盘面上靠近圆周处均匀安装有定位座2,转盘1沿转动方向包括上轴承进料位 17、中管进料位15、中轴进料位16、下轴承进料位14、第一冲压位18、碗组进料位19、第二冲压位20、出料位21;
27.中管进料位15外侧设有中管进料机构6,中管进料机构6包括送料台61,送料台61上均匀排列有中管132,中管132成串放置于送料台61上,中管132之间通过横杆12连接成串,送料台61宽度方向两端设有侧挡板62,送料台61上部加工形成斜面,送料台61靠近斜面低位一侧设有进料台65,送料台61上远离中管进料位15一端设有推块69,推块69由直行气缸70提供推力,进料台65上部加工v型槽651,进料台65上远离送料台61一侧设有限位板66,进料台65上方、靠近中管进料位15一侧设有光电开关68,光电开关68通过支架67连接进料台65,进料台65和送料台61之间设有顶升块 63,顶升块63底部连接顶升气缸64(参见图3,图4);
28.中管进料位15与中管进料机构6之间安装中管转送机构5,中管转送机构5包括可翻转的转送块52,转送块52上部安装定位套521与进料台65位置相对应,转送块52侧面连接旋转气缸51;
29.中轴进料位16外侧设有中轴进料机构8,中轴进料机构8包括顶部呈斜面结构的送料台ⅰ81,送料台ⅰ81宽度方向两端设有侧挡板ⅰ82,送料台
ⅰꢀ
81靠近斜面低位一侧安装进料台ⅰ85,进料台ⅰ85上部加工v型槽ⅰ851,进料台ⅰ85上远离送料台ⅰ81一侧安装限位板ⅰ86,进料台ⅰ85上远离中轴进料位16一端设有推块ⅰ87,推块ⅰ87由直行气缸ⅰ88提供推力,送料台ⅰ81与进料台ⅰ85之间设有顶升块ⅰ83,顶升块ⅰ83底部连接顶升气缸ⅰ84 (参见图5,图6);
30.中轴进料位16和中轴进料机构8之间设中轴转送机构7,中轴转送机构 7包括可翻转的转送块ⅰ72,转送块ⅰ72上部安装定位套ⅰ721与进料台ⅰ85 位置相对应,转送块ⅰ72侧面连接旋转气缸ⅰ71;
31.下轴承进料位14外侧设有下轴承进料带4,上轴承进料位17外侧设有上轴承进料带9,碗组进料位19外侧设有碗组进料带10,出料位21外侧设有出料板3,上轴承进料位17、中管进料位15、中轴进料位16、下轴承进料位 14、碗组进料位19、出料位21上方均设有机械手,第一冲压位18和第二冲压位20上方均设有冲压头;
32.中管132由顶升块63顶升后滑动至进料台65上,推块69将中管132推动至定位套521内,旋转气缸51带动定位套521进行翻转,机械手将定位套 521内的中管132抓取至中管进料位15上的定位座2内。
33.轴芯组件的装配在一个装置内实现,轴芯组件的各个部件均由相应的机构进行自动进料过程,在中管进料机构中,中管主要由顶升块顶升后滑动至进料台上,由推块将中管推动至中管转送机构的定位套内,旋转气缸带动定位套进行翻转,通过机械手将定位套内的中管抓取至中管进料位上的定位座内,精准实现单个进料过程,中轴的送料过程与中管基本一致,装置结构紧凑,占地面积小,安全可靠,在大幅度提高工作效率的同时,也节约了企业在场地及人力成本的投入,轴芯组件的制造成本降低。
34.具体使用时,为方便理解本实用新型,结合附图进行描述;
35.如图8所示,轴芯组件13包括下轴承131、中管132、中轴133、上轴承 134、碗组135;
36.工作时,在下轴承进料位处,由机械手将下轴承放置于定位座内;转动至中管进料位,送料台上的中管成串放置,并且在自身重力作用下由送料台上斜面的高位向低位滚动,直到中管滚动至顶升块上,顶升气缸工作,顶升块将中管顶出至进料台的v型槽上,此时中管的中心轴线与中管转送机构中定位套的中心轴线重合,直行气缸工作,推块对中管尾部形成一个推力,靠近定位套一侧的中管相应伸入定位套内,随后直行气缸停止工作,旋转气缸工作,转送块带动定位套向上翻转90
°
,由机械手将定位套内的中管抓取至定位座内,定位套翻转复位;转动至中轴进料位,送料台ⅰ上的中轴在自身重力作用下由送料台ⅰ上斜面的高位向低位滚动,直到中轴滚动至顶升块ⅰ上,顶升气缸ⅰ工作,顶升块ⅰ将中轴顶出至进料台ⅰ的v型槽ⅰ上,此时中轴的中心轴线与中轴转送机构中定位套ⅰ的中心轴线重合,直行气缸ⅰ工作,推块ⅰ对中轴尾部形成一个推力,中轴相应伸入定位套ⅰ内,随后直行气缸ⅰ停止工作,旋转气缸ⅰ工作,转送块ⅰ带动定位套ⅰ向上翻转90
°
,由机械手将定位套ⅰ内的中轴抓取至定位座内,中轴下端穿过下轴承,定位套ⅰ翻转复位;转动至上轴承进料位,由机械手将上轴承套放在中轴上部;转动至第一冲压位,冲压头下压实现下轴承及上轴承在中轴上的过盈安装;转动至碗组进料位,由机械手将上轴承套放在中轴上部;转动至第二冲压位,冲压头下压,实现碗组在中轴端部与上轴承的过盈安装,装配完成;转动至出料位,由机械手抓取离开转盘实现出料。
37.以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1