助焊剂遮板用工装的制作方法
1.本实用新型涉及助焊剂遮板加工领域,更具体地说,它涉及一种助焊剂遮板用工装。
背景技术:
2.光伏太阳能板组件是太阳能发电系统中的核心部分,也是太阳能发电系统中最重要的部分。其作用是将太阳能转化为电能,或送往蓄电池中存储起来,或推动负载工作,单体太阳电池不能直接做电源使用作电源,可通过焊接将若干单体电池串、并联连接和严密封装成组件。
3.在现有技术中,太阳能板焊接时,常用助焊剂遮板进行涂焊剂,助焊剂遮板在生产时需对其开粗时效精修,由于助焊剂遮板尺寸比较大,导致装夹不方便,降低了加工效率。
技术实现要素:
4.针对现有技术存在的不足,本实用新型的目的在于提供一种助焊剂遮板用工装,具有装夹方便、稳定,加工效率高的优点。
5.为实现上述目的,本实用新型提供了如下技术方案:
6.一种助焊剂遮板用工装,包括设于加工平台用于吸附工件开粗的第一吸附底板,设于加工平台用于吸附工件加工凹面的第二吸附底板,以及设于加工平台用于承载工件冲压的第三底板,所述第一吸附底板与第二吸附底板分别连通真空设备,所述第一吸附底板固定有用于抵压工件的固定夹块,所述第一吸附底板滑动连接有向固定夹块滑动与固定夹块配合装夹工件两侧的移动夹块,所述加工平台设置用于驱动移动夹块动作的驱动件,所述第三底板滑动连接有向第三底板移动冲压工件的压板。
7.采用上述技术方案,在加工平台上设置第一吸附底板吸附工件,便于对工件开粗,在第一吸附底板上固定连接有固定夹块、滑动连接有移动夹块,将移动夹块向固定夹块滑动,与固定夹块配合抵压工件两侧,对工件两侧进行装夹,从而避免影响工件凸面的加工,设置驱动件用于驱动移动夹块动作,代替人力操作,简单便捷,在加工平台上设置第二吸附底板吸附工件凸面,便于加工工件凹面,设置第三底板承载工件,压板滑动连接于第三底板,工件凹面加工好后放在第三底板上,将压板向第三底板冲压,便于加工工件凸面的台阶面,第一吸附底板与第二吸附底板分别连通真空设备,用于抽取工件与第一吸附底板和第二吸附底板之间的空气,便于吸附工件。
8.进一步,所述移动夹块连接有齿条,所述齿条啮合有齿轮,所述齿轮与驱动件连接。
9.采用上述技术方案,移动夹块连接有齿条,齿条啮合有齿轮,齿轮与驱动件连接,驱动件驱动齿轮转动,带动齿条进行直线运动,从而驱动移动夹块滑动。
10.进一步,所述固定夹块与移动夹块设有多个,所述齿轮设于相邻两个齿条之间,相邻两个所述齿轮相互啮合用于同向传动齿条。
11.采用上述技术方案,固定夹块与移动夹块设有多个,使工件收到的夹持力更均匀,避免夹坏工件,齿轮设于相邻两个齿条之间,相邻两个所述齿轮相互啮合用于同向传动齿条,只需一个驱动件驱动其中一个齿轮或齿条,便可带动所有齿条与齿轮动作,节省了成本。
12.进一步,所述固定夹块通过紧固件与第一吸附底板连接。
13.采用上述技术方案,固定夹块通过紧固件与第一吸附底板连接,便于固定夹块的安装与拆卸。
14.进一步,所述固定夹块与第一吸附底板分别开设第二定位孔。
15.采用上述技术方案,固定夹块与第一吸附底板分别开设第二定位孔,安装时将定位销插入固定夹块与第一吸附底板的第二定位孔,便于对固定夹块进行定位,提高精度。
16.进一步,所述第一吸附底板与第二吸附底板的吸附面分别设有密封槽,所述密封槽内设有密封条。
17.采用上述技术方案,第一吸附底板与第二吸附底板的吸附面分别设有密封槽,密封槽内设有密封条,加大工件与第一吸附底板和第二吸附底板之间的吸附力,提高装夹时的稳定性。
18.进一步,所述第一吸附底板的吸附面开设避空位。
19.采用上述技术方案,第一吸附底板的吸附面开设避空位,避免加工工件上的通孔时第一吸附底板摩擦受损。
20.进一步,所述第二吸附底板的吸附面设置排气孔。
21.采用上述技术方案,第二吸附底板的吸附面设置排气孔,便于抽真空最开始的时候进行排气。
22.综上所述,本实用新型具有以下有益效果:
23.1.设置真空设备、第一吸附底板、第二吸附底板吸附工件,便于加工工件凹面与凸面,设置固定夹块、移动夹块夹持工件两侧,提高了稳定性,装夹方便,避免影响工件加工,提高了加工效率;
24.2.设置多个移动夹块、齿条、齿轮,使工件受力更均匀,通过齿轮齿条啮合同向传动,只需一个驱动件可同时多个移动夹块,节省了成本;
25.3.设置第二定位孔对固定夹块进行定位,设置密封槽与密封条提高吸附效果,设置避空位避免第一吸附底板磨损,设置排气孔方便抽真空开始时排气。
附图说明
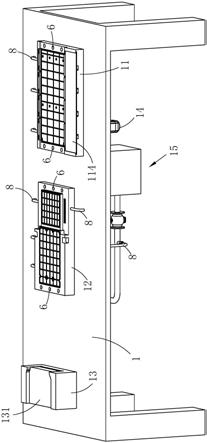
26.图1为实施例中助焊剂遮板用工装的立体图;
27.图2为实施例中助焊剂遮板用工装的第一吸附底板的结构示意图;
28.图3为实施例中助焊剂遮板用工装的第三底板部分的爆炸图;
29.图4为实施例中助焊剂遮板用工装的第二吸附底板的结构示意图;
30.图5为使用助焊剂遮板用工装对工件凸面进行开粗的示意图;
31.图6为使用助焊剂遮板用工装对工件凹面进行加工的示意图;
32.图7为使用助焊剂遮板用工装对工件台阶面进行加工的示意图。
33.图中:1、加工平台;11、第一吸附底板;111、齿轮;112、避空位;113、排渣槽;114、盖
板;115、滑槽;116、凹槽;12、第二吸附底板;121、排气孔;13、第三底板;131、压板;14、驱动件;15、真空设备;2、移动夹块;21、齿条;3、固定夹块;31、第二定位孔;32、第二安装孔;4、密封槽;50、气腔;51、抽气孔;6、第一安装孔;70、卡块;71、卡槽;8、管道;9、工件;91、第一定位孔;92、通孔;93、台阶面。
具体实施方式
34.下面结合附图及实施例,对本实用新型进行详细描述。
35.本具体实施例仅仅是对本实用新型的解释,其并不是对本实用新型的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本实用新型的权利要求范围内都受到专利法的保护。
36.一种助焊剂遮板用工装,参见图1,包括第一吸附底板11、第二吸附底板12以及第三底板13,其中,参见图2、图5,第一吸附底板11的凸面固定于加工平台1,第一吸附底板11的吸附面朝上用于吸附工件9方便对工件9进行开粗,第一吸附底板11一侧固定有用于抵压工件9的固定夹块3,第一吸附底板11远离固定夹块3的一侧滑动连接有移动夹块2,移动夹块2可向固定夹块3滑动并与固定夹块3配合装夹工件9两侧,加工平台1固定有用于驱动移动夹块2动作的驱动件14,参见图4、图6,第二吸附底板12的底面固定于加工平台1,第二吸附底板12的吸附面朝上且与工件9凸面的形状相匹配,用于吸附工件9方便对工件9凹面进行加工,参见图1,第一吸附底板11与第二吸附底板12分别连通真空设备15,便于抽真空,参见图1、图3、图7,第三底板13滑动连接有向第三底板13移动用于冲压工件9的台阶面93的压板131。
37.具体的,参见图1、图2、图4,第一吸附底板11与第二吸附底板12分别通过紧固件固定于加工平台1顶面,第一吸附底板11与第二吸附底板12的两端分别开设三个用于安装紧固件的第一安装孔6,第一吸附底板11与第二吸附底板12的吸附面分别开设至少一个用于抽真空的抽气孔51,第一吸附底板11与第二吸附底板12分别设置连通抽气孔51与侧壁的气腔50,气腔50与真空设备15通过管道8连通,第一吸附底板11与第二吸附底板12的吸附面分别开设密封槽4,密封槽4内装有与密封槽4相匹配的密封条,第二吸附底板12的吸附面设置排气孔121。
38.参见图2、图5,固定夹块3通过紧固件与第一吸附底板11连接,固定夹块3开设用于连接第一吸附底板11的第二安装孔32,第一吸附底板11与固定夹块3分别开设用于安装定位的第二定位孔31,安装固定夹块3时通过插入定位销进行定位,第一吸附底板11的吸附面开设避空位112,避空位112与工件9通孔92的位置一致,避免加工通孔92时磨损第一吸附底板11与刀具,第一吸附底板11的吸附面开设用于连接移动夹块2的滑槽115,第一吸附底板11的吸附面开设连通滑槽115用于排出碎屑的排渣槽113,排渣槽113,排渣槽113的宽度小于移动夹块2的宽度,避免移动夹块2滑出。
39.参见图2、图5,固定夹块3与移动夹块2设有四个,移动夹块2远离固定夹块3的一侧固定连接有齿条21,相邻两个齿条21之间设有两个用于同向传动的齿轮111,两个齿轮111之间、齿轮111与齿条21之间啮合,驱动件14选用电机,电机的转轴与其中一个齿轮111固定连接,驱动该齿轮111转动,带动与该齿轮111啮合的齿条21直线运动,同时通过啮合的齿轮111齿条21带动其他齿条21同向移动,第一吸附底板11开设用于容纳齿轮111的凹槽116,避
免齿轮111暴露在外易受损,第一吸附底板11滑动连接有用于覆盖齿轮111与齿条21的盖板114,避免加工碎屑卡住齿条21与齿轮111,盖板114与齿条21卡接,盖板114固定有用于连接齿条21的卡块70,齿条21开设用于连接盖板114的卡槽71,便于盖板114跟随齿条21移动。
40.本实施例的工作过程和原理:
41.工作时,首先,使用第一吸附底板11吸附工件9的凸面,对工件9凹面进行平面以及第一定位孔91的加工;其次,通过第一定位孔91对工件9进行定位,第一吸附底板11吸附工件9的凹面,对工件9的凸面进行开粗,开粗厚度可为35.0
㎝
,侧壁留1余量;接着,对开粗后的工件9进行时效处理;然后,使用第一吸附底板11吸附工件9的凹面,驱动件14驱动移动夹块2向固定夹块3移动,与固定夹块3夹持工件9的两侧,对工件9进行侧顶,开粗工件9凸面的表面形状,厚度可为34.8
㎝
;再然后,使用第二吸附底板12吸附工件9的凸面,对工件9的凹面加工;最后,将工件9的凸面朝上置于第三底板13上,通过压板131冲压出工件9的台阶面93。
42.以上所述仅是本实用新型的优选实施方式,本实用新型的保护范围并不仅局限于上述实施例,凡属于本实用新型思路下的技术方案均属于本实用新型的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理前提下的若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1