一种应用于万向节球笼壳加工的球头铣刀的制作方法
1.本实用新型涉及球头铣刀技术领域,特别是一种应用于万向节球笼壳加工的球头铣刀。
背景技术:
2.万向节球笼可传递转矩,具有承载强、结构紧凑、拆装方便的特点,广泛应用于汽车行业特别是叫着前置发动机前轮驱动的前驱动轴传动,由星形套和筒形套组成,万向节球笼壳具有球体滑动槽,用于支撑球体在星形套和筒形套上相对滚动,一般采用球头铣刀加工。
3.现有的球头铣刀主要有单点成型铣刀。单点成型铣刀刀具加工的沟道是由一半径稍大于钢球半径圆弧形成,钢球与球笼沟道单点接触(图1中的a点)。该圆弧形接触应力大,导致球笼式等速万向节运转过程中发出异响,降低其使用寿命。且使用寿命短,加工尺寸不稳定,产品加工精度低。
技术实现要素:
4.本实用新型的目的在于克服现有的单点成型铣刀加工时产生异响、进一步寿命和加工不稳定的问题,提供种应用于万向节球笼壳加工的球头铣刀。
5.一种应用于万向节球笼壳加工的球头铣刀,包括一体连接的刀体和刀柄,所述刀体整体设置为半球形,且刀体的顶部设置为圆形平面;所述圆形平面上设置有第一冷却孔;
6.所述刀体的侧表面设置有四个均匀设置的导向面;所述导向面上设置有第二冷却孔;
7.所述相邻两个导向面之间形成突出部;所述导向面上固定设置有刀片,所述刀片的其中一侧与突出部的内侧固定连接;
8.所述刀柄内设有延伸至刀体内的冷却通道,所述冷却通道与刀体上设有的第二冷却孔和第一冷却孔连通。
9.进一步的,所述刀柄从左到右依次设置为安装部和连接部,所述安装部的内壁或外壁上刻设有安装螺纹。
10.进一步的,所述安装部设置为扁平结构或圆形结构;所述连接部设置为从左到右的放射状圆台结构或圆形结构。
11.进一步的,所述导向面设置为半圆形面。
12.进一步的,所述刀片的高度大于突出部的高度。
13.本实用新型的有益效果是:本刀具采用采用两个偏心圆弧,使得刀体前端与球笼沟道两点接触,相较于单点接触,彻底解决球笼式等速万向节运转过程中产生异响的问题,使其使用寿命大幅度提高。同时,本刀具使用寿命长,加工尺寸稳定,生产第一只产品到刀具磨损,尺寸变化0.01以内,产品加工精度高。
附图说明
14.图1为单点接触工作示意图;
15.图2为双点接触工作示意图;
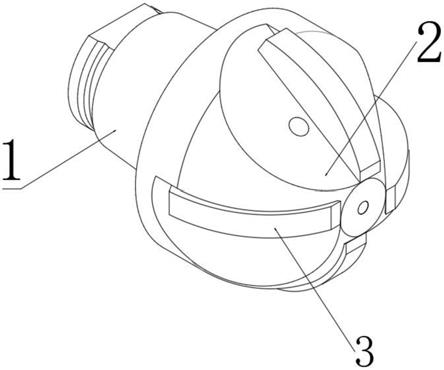
16.图3为刀具整体结构示意图;
17.图4为刀具侧面结构示意图;
18.图5为刀具正面结构示意图;
19.图6为刀具背面结构示意图;
20.图7为刀体结构示意图;
21.图8为其中一种安装部的刀具结构示意图;
22.图9为另一种安装部的刀具结构示意图;
23.图中,1-刀柄,11-安装部,12-连接部,2-刀体,21-导向面,22-第二冷却孔,23-圆形平面,24-第一冷却孔,25-突出部,3-刀片,4-冷却通道。
具体实施方式
24.以下通过特定的具体实例说明本实用新型的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本实用新型的其他优点与功效。本实用新型还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本实用新型的精神下进行各种修饰或改变。需说明的是,在不冲突的情况下,以下实施例及实施例中的特征可以相互组合。
25.需要说明的是,以下实施例中所提供的图示仅以示意方式说明本实用新型的基本构想,遂图式中仅显示与本实用新型中有关的组件而非按照实际实施时的组件数目、形状及尺寸绘制,其实际实施时各组件的型态、数量及比例可为一种随意的改变,且其组件布局型态也可能更为复杂。
26.实施例1:
27.如图2~7所示,一种应用于万向节球笼壳加工的球头铣刀,包括一体连接的刀体2和刀柄1,所述刀体2整体设置为半球形,且刀体2的顶部设置为圆形平面23;通过将刀体2的前端进行切削,使得刀体2的头部形成两个偏心圆弧,此时刀体2与球笼沟道形成两点接触(图2中的b、c两点)。由于双心弧形比圆弧形接触应力小双心弧形为两点接触,圆弧形为单点接触,彻底解决球笼式等速万向节运转过程中产生异响的问题,使用寿命大幅度提高。
28.所述刀体2的侧表面设置有四个均匀设置的导向面21;所述相邻两个导向面21之间形成突出部25;所述导向面21设置为半圆形面。所述导向面21用于排屑。在加工时,以前端的圆形平面23为基点,斜向对刀体2进行切割,使得导向面21切割为半圆形面。
29.所述导向面21上固定设置有刀片3,所述刀片3的其中一侧与突出部25的内侧固定连接;突出部25的设置,用于增加刀片3在刀体2上安装的稳定性,提高刀具的加工稳定性。
30.所述刀柄1从左到右依次设置为安装部11和连接部12,所述安装部11设置为扁平结构,表面刻设安装螺纹;
31.所述连接部12设置为从左到右的放射状圆台结构。放射状圆台结构的设计,增加了刀具的强度,降低刀具的内应力,提高刀具使用寿命。
32.为了使得刀片3能够进行切割工作,所述刀片3的高度大于突出部25的高度。
33.为了对刀具在使用过程中进行降温,所述圆形平面23上设置有第一冷却孔24;所述导向面21上设置有第二冷却孔22;所述刀柄1内设有延伸至刀体2内的冷却通道4,所述冷却通道4与刀体上设有的第二冷却孔22和第一冷却孔24连通。
34.本刀具采用采用两个偏心圆弧,使得刀体前端与球笼沟道两点接触,相较于单点接触,彻底解决球笼式等速万向节运转过程中产生异响的问题,使其使用寿命大幅度提高。同时,本刀具使用寿命长,加工尺寸稳定,生产第一只产品到刀具磨损,尺寸变化0.01以内,产品加工精度高。
35.进一步的,所述刀柄(1)从左到右依次设置为安装部(11)和连接部(12),所述安装部(11)的内壁或外壁上刻设有安装螺纹。
36.进一步的,所述安装部(11)设置为扁平结构或圆形结构;所述连接部(12)设置为从左到右的放射状圆台结构或圆形结构。
37.实施例2
38.如图8所示,本实施例与实施例1的结构相同,区别在于:所述刀柄1从左到右依次设置为安装部11和连接部12,所述安装部11设置为扁平结构,内壁刻设安装螺纹;
39.所述连接部12设置为圆形结构。
40.实施例3
41.如图9所示,本实施例与实施例1的结构相同,区别在于:所述刀柄1从左到右依次设置为安装部11和连接部12,所述安装部11设置为圆形结构,内壁刻设安装螺纹;
42.所述连接部12设置为圆形结构。
43.实施例4
44.一种应用于万向节球笼壳加工的球头铣刀的加工方法,包括如下步骤:
45.(1)选料:选取合金钢作为刀具主体材料;合金钢的成分为c(0.37~0.44%)、si(0.17~0.37%)、mn(0.50~0.80%)、cr(0.80~1.10%)、ni(0.030%以下),p(0.035%以下)、s(0.035以下)、cu(0.030%以下)、mo(0.10%以下)。
46.(2)下料:通过锯床对棒料进行切割,得到刀具主体毛坯;
47.(3)热处理:将刀具主体毛坯放入网带炉进行热处理,将刀具主体毛坯放入网带炉中,网带炉加热温度至850~870℃,保温时间为120min,取出刀具主体毛坯,使刀具主体在空气中自然冷却至室温,完成热处理,改善钢材韧性,去除材料的内应力。
48.(4)机械加工:通过数控车床、外圆磨、加工中心等机床对刀具主体毛坯,进行精加工,得到刀具主体成品;
49.(5)刀片切割:通过激光切割机对刀片进行切割,得到刀片毛坯;
50.(6)焊接刀片:将刀片与刀具主体放入真空焊接炉进行真空焊接,将刀片用焊接膏黏贴到刀具主体上,放入真空焊接炉中,真空焊接炉加热温度至500℃,取出刀具放入石灰粉中冷却至室温。
51.(7)精磨刀片:通过超高精度磨刀机对刀具进行精加工,加工结束后,完成刀具的完整加工。
52.本加工方法通过热处理改善了钢材韧性,去除材料的内应力,增强了刀具的结构强度,增加了刀具的使用寿命;同时,采用石灰粉进行环境冷却,避免高温刀具与空气氧化,降低了结构强度的情况发生。
53.以上所述实施例仅表达了本实用新型的具体实施方式,其描述较为具体和详细,但并不能因此而理解为对本实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1