轿车侧围焊装自动预拼装置的制作方法
1.本实用新型涉及到轿车侧围焊装预拼技术,特别涉及到一种轿车侧围焊装自动预拼装置。
背景技术:
2.轿车侧围焊装是指将轿车车体的左、右两个侧围焊接在底板上,所述侧围是指轿车左、右两侧的门框以及翼子板和后备箱的支撑部分,是轿车车体的主要组成部分(参见附图1,图中,a为轿车侧围,b传送架)。通常,采用自动焊接的方式将轿车侧围与轿车底板固定连接在一起,即在流水线上采用自动焊机(即机械手)将轿车侧围和轿车底板焊接在一起。为保证焊缝的准确性,采用搭扣将轿车侧围与轿车底板进行预固定,从而保证轿车侧围焊接在轿车底板的设定位置。所述搭扣是指通过金属变形使两个金属件连接在一起结构,包括l形折边和对应边;通常将l形折边设置在需要连接的一个金属件上(如:轿车底板),在另一个需要连接的金属件对应位置(如:轿车侧围底部)设置对应边。当需要将两者连接在一起时,将对应边重叠放置在l形折边的内侧,采用人工榔头敲击或专用折合工具将l形折边的凸起部分折合并将对应边牢固包裹,从而实现两者之间的固定连接(参见附图2,图中,a为l形折边,b为对应边)。另外,将通过搭扣将轿车侧围预固定在轿车底板上的工序称之为预拼。通常,在轿车底板和轿车侧围的结合部分设置有若干个相互对应的l形折边和对应边(即搭扣)。以某型轿车为例,在轿车侧围后备箱支撑与轿车底板的结合部设置有横向向前的搭扣ⅰ,在轿车侧围前、后门框底部与轿车底板的结合部各设置有一个竖直向上的搭扣ⅱ和搭扣ⅲ,在轿车侧围翼子板支撑与轿车底板的结合部设置有竖直向下的搭扣ⅳ,共计四个搭扣。其中,在翼子板支撑与底板的结合部竖直向下的搭扣ⅳ为双搭扣结构(即由两个搭扣并列组成的结构),其余的为单搭扣结构(参见附图1)。
3.现有技术轿车侧围焊装预拼方法采用传送架将轿车侧围举起并传输到轿车底板侧面(参见附图1,图中,a为轿车侧围,b传送架),由于传送架没有设置定位机构,轿车侧围传输到轿车底板侧面后,只能位于轿车侧围焊装设定位置的附近(此时对应边和l形折边没有重叠在一起),还需要人工将轿车侧围放置到设定位置(此时对应边已经和l形折边重叠在一起)。然后,采用榔头或专用折合工具逐个将l形折边折合,从而完成轿车侧围与轿车底板预拼工序。
4.显然,现有技术轿车侧围焊装预拼方法存在着劳动强度较大、工作环境较差和效率较低等问题。
技术实现要素:
5.为解决现有技术轿车侧围焊装预拼方法存在的劳动强度较大、工作环境较差和效率较低等问题,本实用新型提出一种轿车侧围焊装自动预拼装置。
6.本实用新型轿车侧围焊装自动预拼装置,包括,送料机构和折合机构;所述送料机构包括举升机构和定位机构;所述举升机构包括举升架和直线滑轨;所述举升架包括底座、
支架、托举支臂和托举爪;所述底座为矩形框架结构,设置在直线滑轨上,在底座的后侧设置有驱动底座沿直线滑轨前后运动的送料驱动机构;所述支架为人字形支架且为二个,分别设置在底座的左右两侧,在支架的顶部设置有托举支臂,在托举支臂的端头设置有托举爪;所述直线滑轨为二根,分别设置在底座两侧,且铺设在轿车侧围预拼上料位置与轿车侧围焊装设定位置之间;所述定位机构包括x向定位机构、y向定位机构和z向定位机构且设置在同一竖直平面上;所述搭扣折合机构设置在轿车侧围定位到焊装设定位置后搭扣所在位置,其数量与搭扣相同且设置在各个搭扣的正前方。
7.进一步的,所述x向定位机构包括定位挡板和推抵机构;所述定位挡板设置在底座左侧,包括l形导杆和挡板;所述l形导杆的一端通过滑槽固定在底座左前侧,另一端固定连接有挡板;所述推抵机构设置在底座右前侧地面上且与定位挡板相对应;包括基座3、推抵气缸和推抵头,基座固定在底座右前侧地面上,推抵气缸固定在基座上表面,推抵头固定在气缸活塞端头且与定位挡板相对;所述气缸活塞推动推抵头向前移动,推动轿车侧围向左移动,直至将轿车侧围推抵在定位挡板与推抵机构之间,从而实现x向定位。
8.进一步的,所述y向定位机构包括定位基座和下横梁压板;所述定位基座为二个,分别设置在轿车侧围定位在举升架上后,侧围前、后门框正下方的底座上;所述下横梁压板设置在二个定位基座之间的底座上,包括,旋转机构和旋转压板,所述旋转机构固定在底座上,所述旋转压板固定在旋转机构端头,并且,在旋转压板上设置有矩形台阶,当旋转压板旋转到竖直位置时,旋转压板上的矩形台阶刚好卡在轿车侧围的下横梁上,从而实现y向定位。
9.进一步的,所述z向定位机构包括定位柱和定位支撑,所述定位柱设置在底座正对轿车侧围下横梁上的基准孔的位置,包括气缸和活塞,其活塞部分亦为定位柱,其定位柱的直径与轿车侧围下横梁上的基准孔相匹配;所述定位支撑包括,支板、支撑气缸和支撑爪,所述支板固定在右侧支架中上部的横档上,所述支撑气缸固定在支板上,所述支撑爪固定在支撑气缸的活塞端头,且支撑爪的支撑位置正好在轿车侧围b柱的中上部,其支撑距离以轿车侧围保持竖直状态为准。
10.进一步的,所述搭扣折合机构包括折合气缸和折合头,所述折合气缸设置在搭扣正前方,所述折合头包括,折合底板、u形支座和滚筒;所述折合底板固定在折合气缸活活塞前端,所述u形支座固定在底板中部,在u形支座横向中部设置有开口,使得u形支座的两个相对边构成了两个平行的滚筒支座;所述滚筒安装在滚筒支座内,且两个平行滚筒之间的间隙正对搭扣。
11.进一步的,所述搭扣折合机构为双折合头搭扣折合机构,即在折合底板上并排设置有两个u形支座和滚筒,且在两个u形支座之间设置有导向座;所述导向座较滚筒高,在其纵向中心设置有导向槽,在导向槽的前端设置有v形开口;并且,所述导向座两侧的折合头两个滚筒的中间线与导向槽的中间线在同一直线上。
12.进一步的,所述搭扣折合机构设置在轿车侧围定位到焊装设定位置后搭扣所在位置,其数量与搭扣相同且设置在各个搭扣的正前方,包括,在轿车侧围处于焊装设定位置状态时,在轿车侧围后备箱支撑与轿车底板结合部的前方,通过支座横向设置搭扣折合机构,且两个平行滚筒之间的间隙正对搭扣;在轿车侧围翼子板支撑与轿车底板结合部的下方,通过基板设置双搭扣折合机构,且两个平行滚筒之间的间隙向上正对搭扣;在支架立柱上
通过伸缩机构分别在轿车侧围前、后门框底部与轿车底板结合部的上方各设置一个搭扣折合机构,且两个平行滚筒之间的间隙正对搭扣。
13.进一步的,所述伸缩机构,包括,固定架、导轨、延伸气缸固定座、延伸气缸和铰接机构;所述固定架与支架立柱固定连接,所述导轨包括滑轨和滑座,其滑轨固定连接在固定架底部,其滑座上固定连接有搭扣折合机构且折合头向下设置;所述延伸气缸固定座固定连接在固定架外侧;所述延伸气缸固定连接在延伸气缸固定座上;所述铰接机构的一端与伸缩气缸活塞的端头相连接,另一端与搭扣折合机构的后侧相连接。
14.本实用新型轿车侧围焊装自动预拼装置的有益技术效果是采用机械完成轿车侧围的定位及搭扣折合,简化了操作,提高了效率,节约了人力物力。
附图说明
15.附图1为轿车侧围的三维示意图;
16.附图2为搭扣的三维示意图;
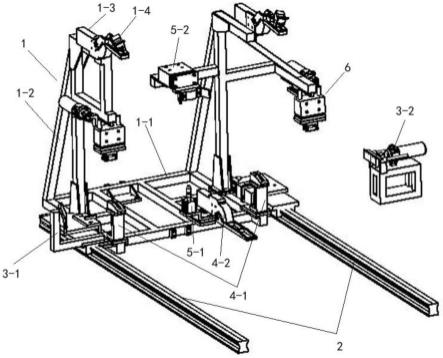
17.附图3为本实用新型轿车侧围焊装自动预拼装置的三维示意图;
18.附图4为本实用新型轿车侧围焊装自动预拼装置另一角度的局部三维示意图;
19.附图5为本实用新型y向定位机构的局部三维示意图;
20.附图6为本实用新型z向定位机构定位柱的三维示意图;
21.附图7为本实用新型z向定位机构定位支撑的三维示意图;
22.附图8为本实用新型搭扣折合机构的三维示意图;
23.附图9为本实用新型双搭扣折合机构的三维示意图;
24.附图10为本实用新型轿车侧围焊装自动预拼装置焊装设定位置的三维示意图;
25.附图11为本实用新型伸缩机构的三维示意图。
26.下面结合附图和具体实施方式对本实用新型轿车侧围焊装自动预拼装置作进一步的说明。
具体实施方式
27.附图3为本实用新型轿车侧围焊装自动预拼装置的三维示意图,附图4为本实用新型轿车侧围焊装自动预拼装置另一角度的局部三维示意图;图中,1为举升架,1-1为底座,1-2为支架,1-3为托举支臂,1-4为托举爪,2为直线滑轨;3-1为定位挡板,3-1-1为l形导杆,3-1-2为挡板,3-2为推抵机构,3-2-1为基座,3-2-2为推抵气缸,3-3-3为推抵头,4-1为定位基座,4-2为下横梁压板,4-2-1为旋转机构,4-2-2为旋转压板,5-1定位柱,5-2为定位支撑,6为搭扣折合机构。由图可知,本实用新型轿车侧围焊装自动预拼装置,包括,送料机构和折合机构;所述送料机构包括举升机构和定位机构;所述举升机构包括举升架1和直线滑轨2;所述举升架1包括底座1-1、支架1-2、托举支臂1-3和托举爪1-4;所述底座1-1为矩形框架结构,设置在直线滑轨2上,在底座的后侧设置有驱动底座1-1沿直线滑轨2前后运动的送料驱动机构;所述支架1-2为人字形支架且为二个,分别设置在底座1-1的左右两侧,在支架1-2的顶部设置有托举支臂1-3,在托举支臂1-3的端头设置有托举爪1-4;所述直线滑轨2为二根,分别设置在底座1-1两侧,且铺设在轿车侧围预拼上料位置与轿车侧围焊装设定位置之间;所述定位机构包括x向定位机构、y向定位机构和z向定位机构且设置在同一竖直平面
上;所述搭扣折合机构设置在轿车侧围定位到焊装设定位置后搭扣所在位置,其数量与搭扣相同且设置在各个搭扣的正前方。可见,采用本实用新型轿车侧围焊装自动预拼装置进行预拼时,机械臂将轿车侧围传送到举升架一侧,托举支臂伸出托举着侧围两个门框的上横梁,设置在同一竖直平面上的x向定位机构、y向定位机构和z向定位机构分别从x向、y向和z向将轿车侧围固定住并保持在竖直平面。送料驱动机构驱动底座沿直线滑轨向前移动到轿车侧围焊装设定位置,由于轿车侧围是准确定位固定在举升架上的,因此,可以被准确的送到轿车侧围焊装设定位置,此时,各个搭扣的对应边和l形折边重叠在一起。设置在各个搭扣的正前方的搭扣折合机构前移,从而将l形折边的凸起部分折合并将对应边牢固包裹,从而完成轿车侧围的预拼。
28.作为优选方案之一,所述x向定位机构包括定位挡板3-1和推抵机构3-2;所述定位挡板设置在底座1-1左侧,包括l形导杆3-1-1和挡板3-1-2;所述l形导杆的一端通过滑槽固定在底座1-1左前侧,另一端固定连接有挡板3-1-2;所述推抵机构3-2设置在底座1-1右前侧地面上且与定位挡板3-1相对应;包括基座3-2-1、推抵气缸3-2-2和推抵头3-2-3,基座3-2-1固定在底座1-1右前侧地面上,推抵气缸3-2-2固定在基座3-2-1上表面,推抵头3-2-3固定在气缸活塞端头且与定位挡板相对;所述气缸活塞推动推抵头3-2-3向前移动,推动轿车侧围向左移动,直至将轿车侧围推抵在定位挡板3-1与推抵机构3-2之间,从而实现x向定位。采用一头抵挡,一头推移的方式可以在较为宽松的情况下,实现轿车侧围的x向定位。即使机械臂举升轿车侧围到位后,位置不十分准确,也能够被准确定位。
29.附图5为本实用新型y向定位机构的局部三维示意图,图中,a为轿车侧围,4-2-1为旋转机构,4-2-2为旋转压板,5-1定位柱。参见附图3、4,作为优选方案之一,所述y向定位机构包括定位基座4-1和下横梁压板4-2;所述定位基座4-1为二个,分别设置在轿车侧围定位在举升架上后,侧围前、后门框正下方的底座1-1上;所述下横梁压板4-2设置在二个定位基座4-1之间的底座1-1上,包括,旋转机构4-2-1和旋转压板4-2-2,所述旋转机构4-2-1固定在底座1-1上,所述旋转压板4-2-2固定在旋转机构4-2-1端头,并且,在旋转压板4-2-2上设置有矩形台阶,当旋转压板旋转到竖直位置时,旋转压板上的矩形台阶刚好卡在轿车侧围的下横梁上,从而实现y向定位。采用两侧基座支撑、中间卡压的方式,将轿车侧围y向定位,不仅定位准确牢固,还能够为下一步定位柱插入基准孔奠定基础。
30.附图6为本实用新型z向定位机构定位柱的三维示意图,附图7为本实用新型z向定位机构定位支撑的三维示意图,图中,a为轿车侧围,4-2-1为旋转机构,4-2-2为旋转压板,5-1定位柱,5-2-1为支板,5-2-2为支撑气缸,5-2-3为支撑爪。参见附图3、4,作为优选方案之一,所述z向定位机构包括定位柱5-1和定位支撑5-2,所述定位柱5-1设置在底座1-1正对轿车侧围下横梁上的基准孔的位置,包括气缸和活塞,其活塞部分亦为定位柱,其定位柱的直径与轿车侧围下横梁上的基准孔相匹配;所述定位支撑5-2包括,支板5-2-1、支撑气缸5-2-2和支撑爪5-2-3,所述支板5-2-1固定在右侧支架1-2中上部的横档上,所述支撑气缸5-2-2固定在支板5-2-1上,所述支撑爪5-2-3固定在支撑气缸5-2-2的活塞端头,且支撑爪5-2-3的支撑位置正好在轿车侧围b柱的中上部,其支撑距离以轿车侧围保持竖直状态为准。采用定位柱插入轿车侧围下横梁上的基准孔的方式,能够进一步校准轿车侧围的定位精度,同时,采用定位支撑将轿车侧围保持数值状态,使得轿车侧围在送料机构上实现准确定位,从而保证轿车侧围被传送到轿车侧围焊装设定位置,且保证各个搭扣的对应边和l形折
边重叠在一起。
31.附图8为本实用新型搭扣折合机构的三维示意图,图中,a为l形折边,b为对应边,6-1为折合气缸,6-2为折合头,6-2-1为折合底板,6-2-2为u形支座,6-2-3为滚筒。由图可知,作为优选方案之一,所述搭扣折合机构6包括折合气缸6-1和折合头6-2,所述折合气缸6-1设置在搭扣正前方,所述折合头6-2包括,折合底板6-2-1、u形支座6-2-2和滚筒6-2-3;所述折合底板6-2-1固定在折合气缸活活塞前端,所述u形支座6-2-2固定在底板6-2-1中部,在u形支座6-2-2横向中部设置有开口,使得u形支座6-2-2的两个相对边构成了两个平行的滚筒支座;所述滚筒6-2-3安装在滚筒支座内,且两个平行滚筒之间的间隙正对搭扣。采用双滚筒对挤的方式折合l形折边,不仅准确可靠,保证质量,还不会对l形折边造成损伤,且持久耐用。
32.附图9为本实用新型双搭扣折合机构的三维示意图,图中,a为l形折边,b为对应边,6-1为折合气缸,6-2为折合头,6-2-1为折合底板,6-2-2为u形支座,6-2-3为滚筒,6-2-4为导向座。由图可知,作为优选方案之一,所述搭扣折合机构为双折合头搭扣折合机构,即在折合底板6-2-1上并排设置有两个u形支座6-2-2和滚筒6-2-3,且在两个u形支座之间设置有导向座6-2-4;所述导向座6-2-4较滚筒高,在其纵向中心设置有导向槽,在导向槽的前端设置有v形开口;并且,所述导向座两侧的折合头两个滚筒的中间线与导向槽的中间线在同一直线上。显然,所述双搭扣折合机构是为了满足双搭扣折合的需求,设置导向座可以保证折合时两侧的搭扣不会偏移,从而保证折合效果。
33.附图10为本实用新型轿车侧围焊装自动预拼装置处于焊装设定位置时的三维示意图,图中,1-1为底座,1-2为支架,4-1为定位基座,4-2为下横梁压板,5-1定位柱,5-2为定位支撑,6为搭扣折合机构,7为伸缩机构,8为基板,9为支座。由图可知,本实用新型所述搭扣折合机构设置6在轿车侧围定位到焊装设定位置后搭扣所在位置,其数量与搭扣相同且设置在各个搭扣的正前方,包括,在轿车侧围处于焊装设定位置状态时,在轿车侧围后备箱支撑与轿车底板结合部的前方,通过支座9横向设置搭扣折合机构6,且两个平行滚筒之间的间隙正对搭扣;在轿车侧围翼子板支撑与轿车底板结合部的下方,通过基板8设置双搭扣折合机构,且两个平行滚筒之间的间隙向上正对搭扣;在支架立柱上通过伸缩机构7分别在轿车侧围前、后门框底部与轿车底板结合部的上方各设置一个搭扣折合机构6,且两个平行滚筒之间的间隙正对搭扣。显然,搭扣折合机构的这种设置方式是为了适应附图1所示的某型轿车的预拼,该型轿车设置有四个搭扣,其中,在轿车侧围后备箱支撑与轿车底板的结合部设置有横向向前的搭扣ⅰ,在轿车侧围前、后门框底部与轿车底板的结合部各设置有一个竖直向上的搭扣ⅱ和搭扣ⅲ,在轿车侧围翼子板支撑与轿车底板的结合部设置有竖直向下的搭扣ⅳ。并且,在翼子板支撑与底板的结合部竖直向下的搭扣ⅳ为双搭扣结构(即由两个搭扣并列组成的结构),其余的为单搭扣结构(参见附图1)。
34.附图11为本实用新型伸缩机构的三维示意图,图中,7-1为固定架,7-2为导轨,7-3为延伸气缸固定座,7-4为延伸气缸,7-5为铰接机构。由图可知,所述伸缩机构,包括,固定架7-1、导轨7-2、延伸气缸固定座7-3、延伸气缸7-4和铰接机构7-5;所述固定架7-1与支架立柱固定连接,所述导轨7-2包括滑轨和滑座,其滑轨固定连接在固定架7-1底部,其滑座上固定连接有搭扣折合机构6且折合头向下设置;所述延伸气缸固定座7-3固定连接在固定架外侧;所述延伸气缸7-4固定连接在延伸气缸固定座7-3上;所述铰接机构7-5的一端与伸缩
气缸活塞的端头相连接,另一端与搭扣折合机构6的后侧相连接。将两个竖直向下的搭扣折合机构设置为可伸缩结构,有利于轿车侧围的托举和定位。轿车侧围是以吊装的形式被机械臂传送到本实用新型送料机构的机位的,如果此时两个竖直向下的搭扣折合机构处于工作位置,势必会妨碍轿车侧围放置到设定位置。采用伸缩机构使搭扣折合机构处于收缩位置,这样使得轿车侧围能够顺利进入到设定位置,从而被准确定位在送料机构的举升架上。
35.本实用新型轿车侧围焊装自动预拼装置的有益技术效果是采用机械完成轿车侧围的定位及搭扣折合,简化了操作,提高了效率,节约了人力物力。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1