一种机械零部件加工模具的制作方法
1.本实用新型涉及机械零部件加工技术领域,具体为一种机械零部件加工模具。
背景技术:
2.机械加工是指通过一种机械设备对工件的外形尺寸或性能进行改变的过程,按加工方式上的差别可分为切削加工和压力加工,冲压是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。
3.现有的机械加工用模具设备,常见问题有:市面上现有的冲压及配套模具都是针对金属板材进行冲压塑形,鲜有对成品废料进行冲压回收的专用模具,因为废料通常形状不规整,通过拉直塑形等工序处理又会耗工耗时,适用性不强。
技术实现要素:
4.本实用新型的目的在于提供一种机械零部件加工模具,以解决上述背景技术中提出的市面上现有的冲压及配套模具都是针对金属板材进行冲压塑形,鲜有对成品废料进行冲压回收的专用模具,因为废料通常形状不规整,通过拉直塑形等工序处理又会耗工耗时,适用性不强的使用需求问题。
5.为实现上述目的,本实用新型提供如下技术方案:包括侧定心机构和楔式联动机构,用于定心的所述侧定心机构左侧安装有用于联动锁紧的楔式联动机构,所述楔式联动机构包括机架、基准座、螺纹端、转柄、螺牙杆、横向通道和侧顶块,所述机架右上拐角处固定安装有基准座,且机架右侧端面开设有螺纹端,所述螺纹端右侧转动安装有转柄,且转柄左侧输出端连接有螺牙杆,所述螺牙杆外齿形与螺纹端内部螺纹槽开设形状相契合,所述机架内部开设有横向通道,且螺牙杆高度与横向通道开设高度相持平,所述横向通道左侧内部固定安装有侧顶块。
6.优选的,所述楔式联动机构还包括斜楔、摩擦面和限位销,所述横向通道内部滑动安装有斜楔,且转柄通过螺牙杆与斜楔构成传动连接,所述斜楔左右两端端面均附着有摩擦面,且斜楔底部固定安装有限位销。
7.优选的,所述楔式联动机构还包括承接台和弹簧,所述横向通道内部安装有两处承接台,且承接台底部连接有弹簧,所述承接台通过弹簧与机架构成弹性连接,且承接台两侧斜面形状材质均与斜楔相贴合。
8.优选的,所述侧定心机构包括底板、轨道、侧板、轴杆和偏心轮,所述底板中部固定安装有轨道,且底板左侧端面固定安装有侧板,所述底板右侧转动安装有轴杆,且轴杆顶部套装有偏心轮,所述偏心轮转动中心与轴杆相偏离。
9.优选的,所述侧定心机构还包括v形块、受力端和拉簧,所述轨道内部滑动安装有v形块,且v形块右侧端面固定安装有受力端,所述偏心轮通过受力端与v形块构成传动连接,且v形块右侧端面连接有拉簧,所述v形块通过拉簧与轴杆构成弹性连接。
10.优选的,所述机架顶部安装有用于辅助支撑的承接机构,所述承接机构包括立柱、
导套、通槽、纵向通道和压杆,所述立柱顶部套装有导套,且导套顶部开设有通槽,所述机架顶部有两处纵向通道,且纵向通道底部与横向通道相连通,所述纵向通道内部滑动安装有压杆,且压杆贯穿于通槽与承接台构成传动连接。
11.与现有技术相比,本实用新型的有益效果是:解决市面上现有的冲压及配套模具都是针对金属板材进行冲压塑形,鲜有对成品废料进行冲压回收的专用模具,因为废料通常形状不规整,通过拉直塑形等工序处理又会耗工耗时,适用性不强的技术问题,提供一种机械零部件加工模具,针对异形金属板材废料,提供楔式辅助支撑,使得毛料在进行冲压回收时保持平整,保障废料冲压成品的品质,此外自定心夹具的使用便于生产者精准实施对待冲压区域的定位,避免了金属资源的浪费,节约企业生产成本。
12.1.本实用新型通过侧定心机构的设置,在楔式联动机构固定住废弃板材的高度位置后,为保障冲压精度,需要对工件进行定心锁紧,通过侧定心机构的设置,使用者扳动偏心轮,使之围绕轴杆旋转,因为偏心轮的转动中心偏离轴杆,故而偏心轮在转动过程中其大径端面朝内翻转挤压受力端,v形块滑动安装于底板中部固定安装的轨道内,在偏心轮通过受力端对v形块的传动下,v形块突出轨道经由v形面对楔式联动机构承接下的金属材料侧端面的挤压,v形块通过拉簧与轴杆连接便于后续复位,使得金属材料一侧端面挤压于底板左侧端面树立的侧板上,另一侧端面在v形块的定心挤压下稳定加工位置,便于生产者精准实施对待冲压区域的定位,保障冲压工序的精准;
13.2.本实用新型通过楔式联动机构的设置,压杆底部受到横向通道内承接台的承接,承接台通过弹簧安装于横向通道底部,并在压力下弹簧发生弹性压缩,此时废弃板材的高处端面受到压杆及承接台的承接趋于稳定,此后使用者转动转柄,使得转柄左侧输出端的螺牙杆位于机架右侧端面开设的螺纹端内旋转,在螺牙杆与螺纹端的啮合作用下螺牙杆突入机架内部横向通道,并与最右侧斜楔接触实施传动,斜楔在螺牙杆的推动下在限位销的限制下位于横向通道内深入,斜楔输出端摩擦面与承接台右侧斜面接触,迫使承接台左侧斜面与侧顶块接触,锁定承接台位于横向通道内的高度位置,避免在后续冲压工序中,在冲压机器的冲击下压杆传导下的冲击力迫使承接台改变高度,造成待冲压工件高度不一,轻则影响冲压效果,重则导致工件在冲击力下翻转脱离楔式联动机构,危害操作者工作安全;
14.3.本实用新型通过承接机构的设置,使用者将废弃金属板材置于承接机构的承接下,低处端面置于机架右上基准座的承接,高度端面则直接与压杆接触并施压,迫使压杆经由纵向通道突入机架中部开设的横向通道,最后启动冲压工序,冲压件压迫机架顶部开设的立柱顶部套装的导套,导套经由通槽套装于压杆外部,导套在冲压件压力下位于立柱侧面的滑动下降行程对压杆不构成影响,因此在压杆顶部突出导套的输出端作用下预设位置的金属块被冲压而下,实现废弃金属材料的二次塑形,避免了金属资源的浪费,节约企业生产成本。
附图说明
15.图1为本实用新型侧定心机构俯视结构示意图;
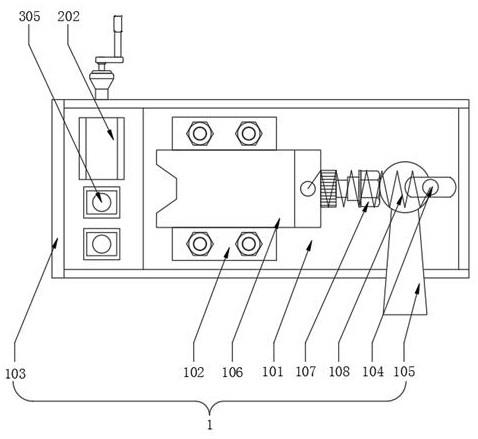
16.图2为本实用新型楔式联动机构正视内部结构示意图;
17.图3为本实用新型图2中a处放大结构示意图。
18.图中:1、侧定心机构;101、底板;102、轨道;103、侧板;104、轴杆;105、偏心轮;106、v形块;107、受力端;108、拉簧;2、楔式联动机构;201、机架;202、基准座;203、螺纹端;204、转柄;205、螺牙杆;206、横向通道;207、侧顶块;208、斜楔;209、摩擦面;210、限位销;211、承接台;212、弹簧;3、承接机构;301、立柱;302、导套;303、通槽;304、纵向通道;305、压杆。
具体实施方式
19.如图1所示,一种机械零部件加工模具,侧定心机构1包括底板101、轨道102、侧板103、轴杆104和偏心轮105,底板101中部固定安装有轨道102,且底板101左侧端面固定安装有侧板103,底板101右侧转动安装有轴杆104,且轴杆104顶部套装有偏心轮105,偏心轮105转动中心与轴杆104相偏离,在楔式联动机构2固定住废弃板材的高度位置后,为保障冲压精度,需要对工件进行定心锁紧,通过侧定心机构1的设置,使用者扳动偏心轮105,使之围绕轴杆104旋转,因为偏心轮105的转动中心偏离轴杆104,故而偏心轮105在转动过程中其大径端面朝内翻转挤压受力端107,侧定心机构1还包括v形块106、受力端107和拉簧108,轨道102内部滑动安装有v形块106,且v形块106右侧端面固定安装有受力端107,偏心轮105通过受力端107与v形块106构成传动连接,且v形块106右侧端面连接有拉簧108,v形块106通过拉簧108与轴杆104构成弹性连接,v形块106滑动安装于底板101中部固定安装的轨道102内,在偏心轮105通过受力端107对v形块106的传动下,v形块106突出轨道102经由v形面对楔式联动机构2承接下的金属材料侧端面的挤压,v形块106通过拉簧108与轴杆104连接便于后续复位,使得金属材料一侧端面挤压于底板101左侧端面树立的侧板103上,另一侧端面在v形块106的定心挤压下稳定加工位置,便于生产者精准实施对待冲压区域的定位,保障冲压工序的精准。
20.如图2所示,用于定心的侧定心机构1左侧安装有用于联动锁紧的楔式联动机构2,楔式联动机构2包括机架201、基准座202、螺纹端203、转柄204、螺牙杆205、横向通道206和侧顶块207,机架201右上拐角处固定安装有基准座202,且机架201右侧端面开设有螺纹端203,螺纹端203右侧转动安装有转柄204,且转柄204左侧输出端连接有螺牙杆205,螺牙杆205外齿形与螺纹端203内部螺纹槽开设形状相契合,机架201内部开设有横向通道206,且螺牙杆205高度与横向通道206开设高度相持平,横向通道206左侧内部固定安装有侧顶块207,楔式联动机构2还包括斜楔208、摩擦面209和限位销210,横向通道206内部滑动安装有斜楔208,且转柄204通过螺牙杆205与斜楔208构成传动连接,使用者转动转柄204,使得转柄204左侧输出端的螺牙杆205位于机架201右侧端面开设的螺纹端203内旋转,在螺牙杆205与螺纹端203的啮合作用下螺牙杆205突入机架201内部横向通道206,并与横向通道206内最右侧斜楔208接触实施传动,斜楔208左右两端端面均附着有摩擦面209,且斜楔208底部固定安装有限位销210,楔式联动机构2还包括承接台211和弹簧212,横向通道206内部安装有两处承接台211,压杆305底部受到横向通道206内承接台211的承接,承接台211通过弹簧212安装于横向通道206底部,并在压力下弹簧212发生弹性压缩,此时废弃板材的高处端面受到压杆305及承接台211的承接趋于稳定,且承接台211底部连接有弹簧212,承接台211通过弹簧212与机架201构成弹性连接,且承接台211两侧斜面形状材质均与斜楔208相贴合,斜楔208在螺牙杆205的推动下在限位销210的限制下位于横向通道206内深入,斜楔208输出端摩擦面209与承接台211右侧斜面接触,迫使承接台211左侧斜面与侧顶块207接触,
锁定承接台211位于横向通道206内的高度位置,避免在后续冲压工序中,在冲压机器的冲击下压杆305传导下的冲击力迫使承接台211改变高度,造成待冲压工件高度不一。
21.如图3所示,机架201顶部安装有用于辅助支撑的承接机构3,承接机构3包括立柱301、导套302、通槽303、纵向通道304和压杆305,立柱301顶部套装有导套302,且导套302顶部开设有通槽303,机架201顶部开设有两处纵向通道304,且纵向通道304底部与横向通道206相连通,纵向通道304内部滑动安装有压杆305,使用者将废弃金属板材置于承接机构3的承接下,低处端面置于机架201右上基准座202的承接,高度端面则直接与压杆305接触并施压,迫使压杆305经由纵向通道304突入机架201中部开设的横向通道206,且压杆305贯穿于通槽303与承接台211构成传动连接,最后启动冲压工序,冲压件压迫机架201顶部开设的立柱301顶部套装的导套302,导套302经由通槽303套装于压杆305外部,导套302在冲压件压力下位于立柱301侧面的滑动下降行程对压杆305不构成影响,因此在压杆305顶部突出导套302部分的输出端作用下废弃材料预设位置的金属块被冲压而下,实现废弃金属材料的二次塑形,避免了金属资源的浪费,节约企业生产成本。
22.工作原理:在使用该一种机械零部件加工模具时,使用者将废弃金属板材置于承接机构3的承接下,低处端面置于机架201右上基准座202的承接,高度端面则直接与压杆305接触并施压,迫使压杆305经由纵向通道304突入机架201中部开设的横向通道206,压杆305底部受到横向通道206内承接台211的承接,承接台211通过弹簧212安装于横向通道206底部,并在压力下弹簧212发生弹性压缩,此时废弃板材的高处端面受到压杆305及承接台211的承接趋于稳定,此后使用者转动转柄204,使得转柄204左侧输出端的螺牙杆205位于机架201右侧端面开设的螺纹端203内旋转,在螺牙杆205与螺纹端203的啮合作用下螺牙杆205突入机架201内部横向通道206,并与横向通道206内最右侧斜楔208接触实施传动,斜楔208在螺牙杆205的推动下在限位销210的限制下位于横向通道206内深入,斜楔208输出端摩擦面209与承接台211右侧斜面接触,迫使承接台211左侧斜面与侧顶块207接触,锁定承接台211位于横向通道206内的高度位置,避免在后续冲压工序中,在冲压机器的冲击下压杆305传导下的冲击力迫使承接台211改变高度,造成待冲压工件高度不一,轻则影响冲压效果,重则导致工件在冲击力下翻转脱离楔式联动机构2,危害操作者工作安全,在楔式联动机构2固定住废弃板材的高度位置后,为保障冲压精度,需要对工件进行定心锁紧,通过侧定心机构1的设置,使用者扳动偏心轮105,使之围绕轴杆104旋转,因为偏心轮105的转动中心偏离轴杆104,故而偏心轮105在转动过程中其大径端面朝内翻转挤压受力端107,v形块106滑动安装于底板101中部固定安装的轨道102内,在偏心轮105通过受力端107对v形块106的传动下,v形块106突出轨道102经由v形面对楔式联动机构2承接下的金属材料侧端面的挤压,v形块106通过拉簧108与轴杆104连接便于后续复位,使得金属材料一侧端面挤压于底板101左侧端面树立的侧板103上,另一侧端面在v形块106的定心挤压下稳定加工位置,便于生产者精准实施对待冲压区域的定位,保障冲压工序的精准,最后启动冲压工序,冲压件压迫机架201顶部开设的立柱301顶部套装的导套302,导套302经由通槽303套装于压杆305外部,导套302在冲压件压力下位于立柱301侧面的滑动下降行程对压杆305不构成影响,因此在压杆305顶部突出导套302部分的输出端作用下废弃材料预设位置的金属块被冲压而下,实现废弃金属材料的二次塑形,避免了金属资源的浪费,节约企业生产成本。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1