一种通用复合型齿轮盘铣刀的制作方法
1.本实用新型涉及齿轮加工刀具领域,具体地说,涉及一种通用复合型齿轮盘铣刀。
背景技术:
2.随着单分度齿轮加工工艺的发展,成形铣齿成为大模数齿轮加工的主要工艺方法。目前,一个齿轮盘铣刀只能加工一种类型的齿轮,如果要加工不同模数、不同齿数、不同压力角等不同参数的齿轮,只能更换另外一种齿轮盘铣刀。这样既费时又费力,同时增加成本,给操作过程造成了极大的困扰。
技术实现要素:
3.本实用新型的目的在于提供一种通用复合型齿轮盘铣刀,以解决上述背景技术中提出的问题。
4.为实现上述目的,本实用新型提供以下技术方案:
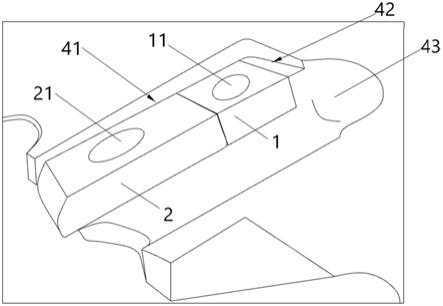
5.一种通用复合型齿轮盘铣刀,其特征在于,包括刀垫1、可转位刀片2、加厚刀垫3 和刀盘4,所述刀垫1与所述可转位刀片2并列设置且相邻面为紧密接触,所述刀垫1下方设置或不设置所述加厚刀垫4;所述刀垫1、所述可转位刀片2与所述刀盘4之间设有或不设有所述加厚刀垫3;所述刀垫1、可转位刀片2、加厚刀垫3和刀盘4之间通过螺丝固定连接。
6.所述刀垫1设有刀垫安装孔11,所述刀垫1呈长方体状,其一端紧密接触刀槽41的里侧,另一端紧密接触所述可转位刀片2的尾端。
7.所述可转位刀片2为多刃刀片,具体为带有8个刃的,所述可转位刀片2中央设有刀片安装孔21。
8.所述加厚刀垫3呈长方体状,其中央设有两个加厚刀垫固定孔31,所述加厚刀垫固定孔31的位置与所述刀垫1中央的刀垫安装孔11和所述可转位刀片2中央的刀片安装孔21 的位置相通,以便螺丝的固定;所述加厚刀垫3设有一个或多个。
9.所述刀垫安装孔11和所述刀片安装孔21内设置固定件121,所述固定件121的横截面为“h”形,其内圈或外圈上下均设有螺纹。
10.所述加厚刀垫3固定于所述刀盘4上,所述刀盘4中央设有轴孔45,所述轴孔45两侧设有辅转槽44,所述刀盘4呈轮盘状,其四周设有16个刀槽41,正反共32个,所述刀槽41里侧设有缓冲槽42,所述刀槽41的侧方设有预留凹槽43;所述刀槽41设有螺丝孔。
11.所述刀垫1包括长刀垫或短刀垫,所述可转位刀片2包括长刀片或短刀片,其中长刀垫与短刀片一组,短刀垫与长刀片一组。
12.与现有技术相比,本实用新型有益效果如下:
13.本实用新型通过可更换刀片和刀垫的方式,在同一个刀盘下实现不同齿轮参数规格,形成复合型齿轮盘铣刀。在生产实际过程中,无需从机床上拆卸刀盘,仅更换刀片和刀垫的方式,完成不同规格齿轮加工。本实用新型减少刀盘本体的数量,装配方式简单,减少了生产现场成本,提高了总体效益。
附图说明
14.图1为本实用新型通用复合型齿轮盘铣刀结构示意图;
15.图2为本实用新型通用复合型齿轮盘铣刀加厚刀垫安装结构示意图;
16.图3为本实用新型通用复合型齿轮盘铣刀的刀垫和刀片结构示意图;
17.图4为本实用新型通用复合型齿轮盘铣刀加厚刀垫结构示意图;
18.图5为本实用新型通用复合型齿轮盘铣刀整体刀盘结构示意图;
19.图6为本实用新型通用复合型齿轮盘铣刀加工工件位置示意图;
20.图中:a、加工工件;1、刀垫;11、刀垫安装孔;121、固定件;13、刀片固定孔;2、可转位刀片;21、刀片安装孔;3、加厚刀垫;31、加厚刀垫固定孔;4、刀盘;41、刀槽; 42、缓冲槽;43、预留凹槽;44、辅转槽;45、轴孔。
具体实施方式
21.为阐明技术问题、技术方案、实施过程及性能展示,以下结合实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释。本实用新型,并不用于限定本实用新型。以下将参考附图详细说明本公开的各种示例性实施例、特征和方面。附图中相同的附图标记表示功能相同或相似的元件。尽管在附图中示出了实施例的各种方面,但是除非特别指出,不必按比例绘制附图。
22.在这里专用的词“示例性”意为“用作例子、实施例或说明性”。这里作为“示例性”所说明的任何实施例不必解释为优于或好于其它实施例。
23.另外,为了更好的说明本公开,在下文的具体实施方式中给出了众多的具体细节。本领域技术人员应当理解,没有某些具体细节,本公开同样可以实施。在一些实例中,对于本领域技术人员熟知的方法、手段、元件和电路未作详细描述,以便于凸显本公开的主旨。
24.如图1、图2、图3和图4所示,一种通用复合型齿轮盘铣刀,其特征在于,包括刀垫1、可转位刀片2、加厚刀垫3和刀盘4,所述刀垫1与所述可转位刀片2并列设置且相邻面为紧密接触,所述刀垫1下方设置或不设置所述加厚刀垫4;所述刀垫1、所述可转位刀片2与所述刀盘4之间设有或不设有所述加厚刀垫3;所述刀垫1、可转位刀片2、加厚刀垫3和刀盘4之间通过螺丝固定连接。
25.所述刀垫1设有刀垫安装孔11,所述刀垫1呈长方体状,其一端紧密接触刀槽41的里侧,另一端紧密接触所述可转位刀片2的尾端。
26.所述可转位刀片2为多刃刀片,具体为带有8个刃的,所述可转位刀片2中央设有刀片安装孔21。
27.所述加厚刀垫3呈长方体状,其中央设有两个加厚刀垫固定孔31,所述加厚刀垫固定孔31的位置与所述刀垫1中央的刀垫安装孔11和所述可转位刀片2中央的刀片安装孔21 的位置相通,以便螺丝的固定;所述加厚刀垫3设有一个或多个。
28.所述刀垫安装孔11和所述刀片安装孔21内设置固定件121,所述固定件121的横截面为“h”形,其内圈或外圈上下均设有螺纹。
29.所述加厚刀垫3固定于所述刀盘4上,所述刀盘4中央设有轴孔45,所述轴孔45两侧设有辅转槽44,所述刀盘4呈轮盘状,其四周设有16个刀槽41,正反共32个,所述刀槽41里侧设有缓冲槽42,所述刀槽41的侧方设有预留凹槽43;所述刀槽41设有螺丝孔。
30.所述刀垫1包括长刀垫或短刀垫,所述可转位刀片2包括长刀片或短刀片,其中长刀垫与短刀片一组,短刀垫与长刀片一组。
31.如图6所示,使用时,根据实际需要,选择在刀垫1下方安装或不安装加厚刀垫4,如果选择安装加厚刀垫4,则适用于加工宽度更大的齿轮,如不需要加厚,则直接将所述刀垫1安装于刀盘上,随即将所述可转位刀片2通过螺丝安装于所述刀垫1旁,注意紧挨刀垫1,安装好之后,对准加工工件的齿轮位置进行切削,即可进行加工。
32.根据实际需要,选择长刀垫或短刀垫,长刀片或短刀片,适用于不同的齿轮,使用时,直接更换刀垫和刀片即可,而无需更换整个刀盘。
33.具体注意事项如下:
34.准备并清点好配套的扳手、螺钉、刀片;
35.安装新刀片前,用气枪对刀槽进行清洁,检查刀槽内是否有异物;
36.检查并清理刀片表面异物;
37.将刀片放入刀槽,前后滑动检查是否顺滑。食指轻推刀片一角,拇指向下轻压对角,拧紧螺钉(切勿过度用力推压刀片,以免刀片翘起);
38.检查刀片底面与侧面是否与刀槽有缝隙,若有缝隙需卸下刀片、重新安装并再次检查、确保没有缝隙即完成安装。
39.以上显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的仅为本实用新型的优选例,并不用来限制本实用新型,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1