一种伺服阀壳体零件快速、高效加工定位夹紧专用装置的制作方法
本技术涉及航空航天壳体类零件加工辅助装置领域,具体是一种伺服阀壳体零件快速、高效加工定位夹紧专用装置。
背景技术:
1、伺服阀壳体为气动舵机磁路组件当中的重要零件,其加工质量和效率将会间接影响到整个磁路组件的质量和进度,进而影响整机的质量和交付时间。伺服阀壳体零件尺寸较小,同时在加工过程中尺寸精度要求非常高,形位公差及表面质量也要严格的控制,在实际加工过程中每一次的找正装夹都将耗费大量时间,显然无法满足零件生产周期的要求,也无法准确的保证零件定位及装夹精度。
2、目前该类零件的加工方法是利用三爪卡盘对其工艺夹头进行夹紧,同时以此为定位基准进行定位,每次装夹一件零件,利用五轴机床多次翻转加工各个面,虽然一次装夹定位减少了拆卸的次数,避免多次定位误差,在一定程度上提高了加工精度,但是每次定位装夹耗费时间,而且每次只能装夹一件零件,对于这种小零件来说利用五轴加工从成本上来讲,存在浪费资源的情况。
3、如中国专利号为202022074536.1的一种壳体注塑用装针辅具的夹紧装置中,承载板固定安装在底板的顶端,固定座与夹紧气缸分别安装在承载板顶部的左右两端,顶升气缸位于底板与承载板之间;插槽的右侧内壁上设置有第一凹槽,第一凹槽内设置有夹板,夹紧气缸的活塞杆端部贯穿所述固定座与夹板连接,插槽的底部设置有第二凹槽,第二凹槽内设置有顶升板,本实用新型针对装针辅具的固定效果差,装针难度大等问题进行改进,本实用新型具有对装针辅具的固定效果好、插针插装难度低等优点,但是无法同时安装多组不同方位的工件,市场适应性差。
技术实现思路
1、为了解决上述问题,本实用新型提出一种伺服阀壳体零件快速、高效加工定位夹紧专用装置。
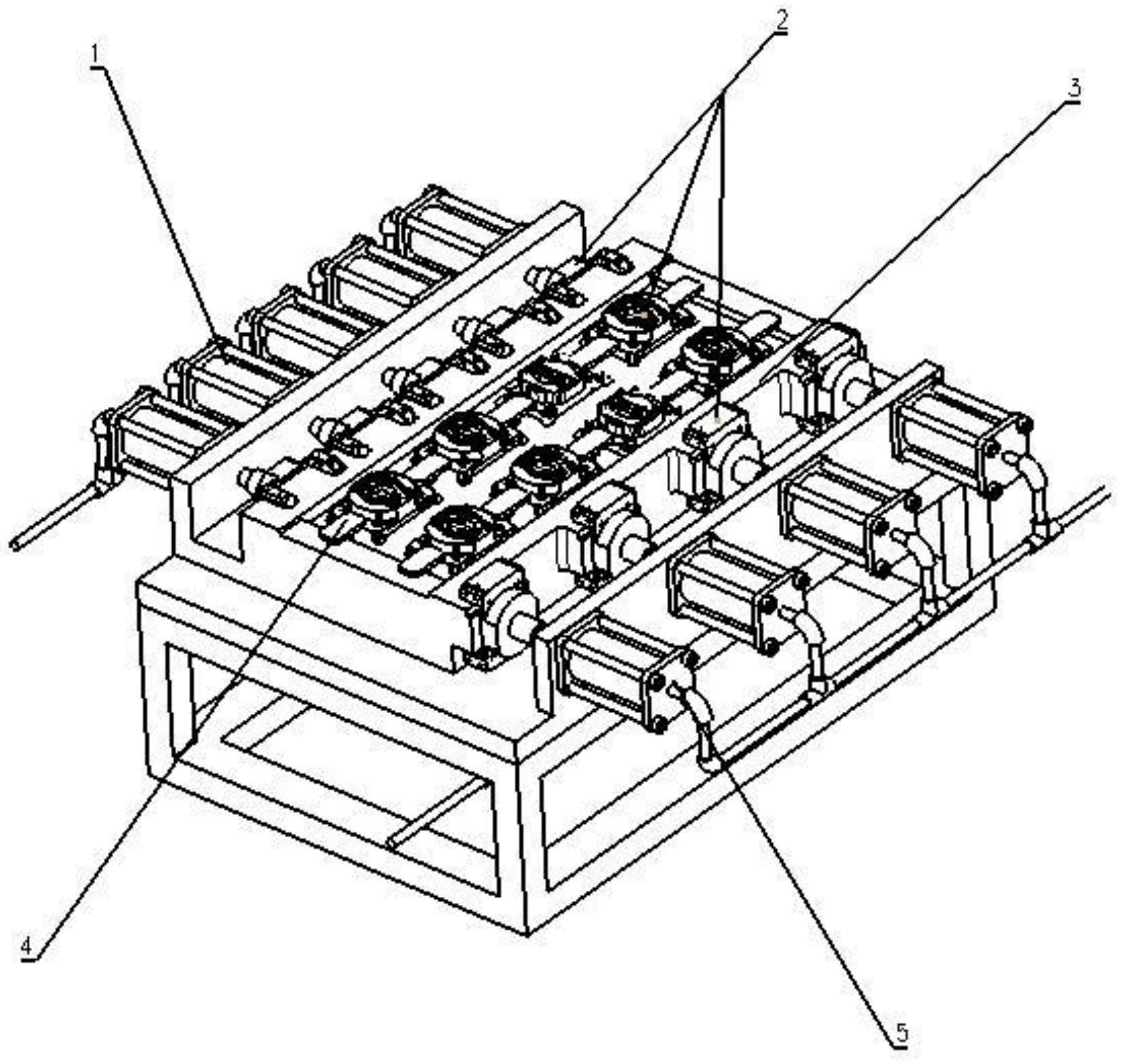
2、一种伺服阀壳体零件快速、高效加工定位夹紧专用装置,包括用于同时安装多组不同方位的伺服阀壳体的定位工装,所述的定位工装的两侧端以及下端面上分别设置有用于压紧伺服阀壳体的气缸组一、气缸组二、气缸组三,所述的定位工装上设置有与气缸组三配合压紧的压块。
3、所述的定位工装上设置有两组底面重叠的基座一、基座二,所述的基座一、基座二上分别设置有支撑面一、支撑面二。
4、所述的支撑面一上设置有若干组用于安装气缸组一的开孔一。
5、所述的支撑面二上若干组用于安装气缸组二的开孔二。
6、所述的基座二的纵向截面为l型。
7、所述的基座一上设置有用于放置伺服阀壳体的支撑块。
8、所述的支撑块上具有分别位于支撑块两侧并固定不同方位的伺服阀壳体的弧形槽、方形槽一、设置在支撑块上端面且与压块配合的方形槽二。
9、所述的弧形槽、方形槽一、方形槽二与伺服阀壳体均为过盈配合。
10、所述的压块为具有圆弧角的方型块制成。
11、本实用新型的有益效果是:利用定位工装一次定位多个零件,利用气缸组一、气缸组二、气缸组三进行气动夹紧,同时在一个工装上设计多个工序用于定位的弧形槽、方形槽一、方形槽二,不仅能够用保证定位精度的一致性,其次也提高了零件的加工效率,对零件进行降轴加工,做到资源合理化利用。
技术特征:
1.一种伺服阀壳体零件快速、高效加工定位夹紧专用装置,其特征在于:包括用于同时安装多组不同方位的伺服阀壳体(2)的定位工装(3),所述的定位工装(3)的两侧端以及下端面上分别设置有用于压紧伺服阀壳体(2)的气缸组一(1)、气缸组二(5)、气缸组三(6),所述的定位工装(3)上设置有与气缸组三(6)配合压紧的压块(4)。
2.根据权利要求1所述的一种伺服阀壳体零件快速、高效加工定位夹紧专用装置,其特征在于:所述的定位工装(3)上设置有两组底面重叠的基座一(31)、基座二(36),所述的基座一(31)、基座二(36)上分别设置有支撑面一(32)、支撑面二(37)。
3.根据权利要求2所述的一种伺服阀壳体零件快速、高效加工定位夹紧专用装置,其特征在于:所述的支撑面一(32)上设置有若干组用于安装气缸组一(1)的开孔一(321)。
4.根据权利要求2所述的一种伺服阀壳体零件快速、高效加工定位夹紧专用装置,其特征在于:所述的支撑面二(37)上若干组用于安装气缸组二(5)的开孔二(371)。
5.根据权利要求2所述的一种伺服阀壳体零件快速、高效加工定位夹紧专用装置,其特征在于:所述的基座二(36)的纵向截面为l型。
6.根据权利要求2所述的一种伺服阀壳体零件快速、高效加工定位夹紧专用装置,其特征在于:所述的基座一(31)上设置有用于放置伺服阀壳体(2)的支撑块(38)。
7.根据权利要求6所述的一种伺服阀壳体零件快速、高效加工定位夹紧专用装置,其特征在于:所述的支撑块(38)上具有分别位于支撑块(38)两侧并固定不同方位的伺服阀壳体(2)的弧形槽(33)、方形槽一(35)、设置在支撑块(38)上端面且与压块(4)配合的方形槽二(34)。
8.根据权利要求7所述的一种伺服阀壳体零件快速、高效加工定位夹紧专用装置,其特征在于:所述的弧形槽(33)、方形槽一(35)、方形槽二(34)与伺服阀壳体(2)均为过盈配合。
9.根据权利要求1所述的一种伺服阀壳体零件快速、高效加工定位夹紧专用装置,其特征在于:所述的压块(4)为具有圆弧角的方型块制成。
技术总结
本技术涉及航空航天壳体类零件加工辅助装置领域,具体是一种伺服阀壳体零件快速、高效加工定位夹紧专用装置,包括用于同时安装多组不同方位的伺服阀壳体的定位工装,所述的定位工装的两侧端以及下端面上分别设置有用于压紧伺服阀壳体的气缸组一、气缸组二、气缸组三,所述的定位工装上设置有与气缸组三配合压紧的压块,利用定位工装一次定位多个零件,利用气缸组一、气缸组二、气缸组三进行气动夹紧,同时在一个工装上设计多个工序用于定位的弧形槽、方形槽一、方形槽二,不仅能够用保证定位精度的一致性,其次也提高了零件的加工效率,对零件进行降轴加工,做到资源合理化利用。
技术研发人员:袁荣,杨德玉,高茂洋,吴杰,李红进,陈卫林,于家祥
受保护的技术使用者:安徽天航机电有限公司
技术研发日:20211118
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!