一种汽车吸能盒分总成的拉铆设备的制作方法
1.本实用新型涉及拉铆技术领域,特别涉及一种汽车吸能盒分总成的拉铆设备。
背景技术:
2.随汽车轻量化和智能化已成为全球汽车产业技术发展新趋势。近年来随着全球节能减排压力加剧,各国纷纷制定严格乘用车燃料消耗量标准法规。铝合金作为一种重量轻、强度高、易成型、易加工和耐腐蚀性等优良特性在汽车轻量化发展过程中作为重要的角色替代原有铁件。汽车防撞梁的主要作用是在汽车发生碰撞过程中利用自身特点吸收来自碰撞造成的能量,保护车身和车上乘客的行车安全,因此需要合金具有良好的力学性能,所以越来越多的主机厂选择铝合金作为前后防撞梁的材质。铝和钢的物理、化学性能差异很大,两种材料焊接难度很大,目前没有适合车身异种材料焊接的工艺。因此通过螺栓装配进行连接,通常在铝材料上进行拉铆螺母、螺母螺栓、抽芯铆钉等工艺来实现铝和钢的连接。对于汽车铝合金防撞梁的吸能盒分总成来说,其中就涉及吸能盒四个侧面相应安装孔的铆接螺钉和铆接螺栓装配和拉铆工艺,因此拉铆设备对于防撞梁的吸能盒分总成的装配至关重要。
技术实现要素:
3.本实用新型的目的是克服现有技术的缺陷,提供一种汽车吸能盒分总成的拉铆设备,结构简单,定位准确,使用方便,结实耐用,可以高效率高质量的完成汽车吸能盒分总成的拉铆过程。
4.实现上述目的的技术方案是:一种汽车吸能盒分总成的拉铆设备,包括电气控制柜,所述电气控制柜的顶端设置有工作台,所述工作台上设置有按钮开关、电机、左转盘、右转盘和两个夹紧组件,其中:
5.所述左转盘和右转盘呈左右对称分布;
6.所述电机位于所述左转盘的后方;
7.所述电机的输出轴上设置有主动轮,所述左转盘的转动轴上套接有第一从动轮,所述主动轮和第一从动轮之间张紧有传送带;
8.所述右转盘的转动轴上套接有第二从动轮;
9.所述两个夹紧组件一一对应地设置在所述左转盘和右转盘的相对面上;
10.所述左转盘和右转盘的相对面上分别开设有滑槽,每个夹紧组件均包括前滑块、后滑块、前夹紧块和后夹紧块,所述前滑块和后滑块分别可移动地设置在相应的滑槽内,所述前夹紧块和后夹紧块一一对应地与所述前滑块和后滑块相连,所述前滑块和后滑块外接有压力缸,所述压力缸驱动所述前滑块和后滑块沿着相应的滑槽同时向内侧或向外侧移动;
11.所述按钮开关、电机、压力缸分别与电气控制柜电连接。
12.上述的一种汽车吸能盒分总成的拉铆设备,其中,所述电气控制柜外接有若干拉
铆枪,所述电气控制柜的外侧壁上设置有触摸屏,所述触摸屏具有四个模式选项和四个选择键,所述四个模式选项分别为开机画面、自动画面、权限管理界面以及拉力显示页面;所述四个选择键分别为手自动切换键、复位键、循环启动键和下一页键。
13.上述的一种汽车吸能盒分总成的拉铆设备,其中,在开机画面下,所述触摸屏上显示有各个拉铆枪的编号以及各个拉铆枪所对应的铆接螺钉或铆接螺栓,同时还显示了各个拉铆枪的开和关的状态提示;
14.所述权限管理界面用于管理员的登录,同时还设置有控制所述电机旋转的按键,通过所述手自动切换键切换到手动状态后,所述触摸屏上显示有工序号、拉铆枪型号选择以及拉铆次数选项,分别用于对实际拉铆过程中的工序号、拉铆枪型号选择以及拉铆次数进行记录和提示;
15.所述拉力显示页面用于对不同拉铆枪拉力进行显示,以及对相应拉力进行设置。
16.上述的一种汽车吸能盒分总成的拉铆设备,其中,所述电机通过电机安装支架设置在所述工作台上;所述左转盘和右转盘分别通过转盘安装支架设置在所述工作台上。
17.上述的一种汽车吸能盒分总成的拉铆设备,其中,所述前夹紧块和后夹紧块的结构相同,每个夹紧块均包括竖向板、纵向板和横向板,所述纵向板和横向板分设在所述竖向板的前、后侧,且所述纵向板与所述竖向板的上端相连,所述横向板与所述竖向板的底端相连;
18.所述前夹紧块和后夹紧块对称设置,且所述前夹紧块的横向板和后夹紧块的横向板相邻;
19.所述前夹紧块的纵向板固定在所述前滑块上;
20.所述后夹紧块的纵向板固定在所述后滑块上。
21.上述的一种汽车吸能盒分总成的拉铆设备,其中,所述传送带的外部罩接有防尘外壳。
22.上述的一种汽车吸能盒分总成的拉铆设备,其中,所述按钮开关位于所述右转盘的前方。
23.上述的一种汽车吸能盒分总成的拉铆设备,其中,所述压力杠采用气动压力缸。
24.上述的一种汽车吸能盒分总成的拉铆设备,其中,所述夹紧组件的夹紧力≥350n。
25.本实用新型的汽车吸能盒分总成的拉铆设备,可以高效率高质量的完成汽车吸能盒分总成的拉铆过程,且该拉铆设备结构简单,滑块和夹紧块一起采用气动和机械式相结合的方式对吸能盒进行夹紧,定位准确,使用方便,结实耐用,具有足够的夹紧力,夹紧力≥350n,使得拉铆设备操作更加安全可靠。
附图说明
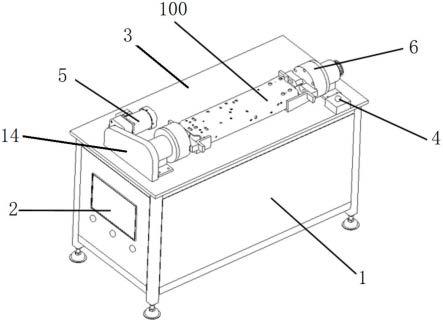
26.图1为本实用新型的汽车吸能盒分总成的拉铆设备的立体结构图;
27.图2为本实用新型的汽车吸能盒分总成的拉铆设备的左转盘和电机的安装示意图;
28.图3为本实用新型的汽车吸能盒分总成的拉铆设备的右转盘的结构示意图。
具体实施方式
29.为了使本技术领域的技术人员能更好地理解本实用新型的技术方案,下面结合附图对其具体实施方式进行详细地说明:
30.请参阅图1、图2和图3,本实用新型的最佳实施例,一种汽车吸能盒分总成的拉铆设备,包括电气控制柜1,电气控制柜1的顶端设置有工作台3,工作台3上设置有按钮开关4、电机5、左转盘12、右转盘6和两个夹紧组件。
31.左转盘12和右转盘6呈左右对称分布;电机5位于左转盘12的后方;按钮开关4位于右转盘6的前方。电机5通过电机安装支架设置在工作台3上;左转盘12和右转盘6分别通过转盘安装支架9设置在工作台3上。
32.电机5的输出轴上设置有主动轮10,左转盘12的转动轴上套接有第一从动轮11,主动轮10和第一从动轮12之间张紧有传送带,传送带的外部罩接有防尘外壳14;右转盘6的转动轴上套接有第二从动轮13。
33.两个夹紧组件一一对应地设置在左转盘12和右转盘6的相对面上;左转盘12和右转盘6的相对面上分别开设有滑槽,每个夹紧组件均包括前滑块8、后滑块8'、前夹紧块7和后夹紧块7',前滑块8和后滑块8'分别可移动地设置在相应的滑槽内,前夹紧块7和后夹紧块7'一一对应地与前滑块8和后滑块8'相连,具体地,前夹紧块7和后夹紧块7'的结构相同,每个夹紧块均包括竖向板71、纵向板72和横向板73,纵向板72和横向板73分设在竖向板71的前、后侧,且纵向板72与竖向板71的上端相连,横向板73与竖向板71的底端相连;前夹紧块7和后夹紧块7'对称设置,且前夹紧块7的横向板和后夹紧块7'的横向板相邻;前夹紧块7的纵向板固定在前滑块8上;后夹紧块7'的纵向板固定在后滑块8'上。
34.前滑块8和后滑块8'外接有压力缸,压力缸驱动前滑块8和后滑块8'沿着相应的滑槽同时向内侧或向外侧移动。压力杠采用气动压力缸。
35.电气控制柜1外接有若干拉铆枪,电气控制柜1的外侧壁上设置有触摸屏2,触摸屏2具有四个模式选项和四个选择键,四个模式选项分别为开机画面、自动画面、权限管理界面以及拉力显示页面;四个选择键分别为手自动切换键、复位键、循环启动键和下一页键。在开机画面下,所述触摸屏上显示有各个拉铆枪的编号以及各个拉铆枪所对应的铆接螺钉或铆接螺栓,同时还显示了各个拉铆枪的开和关的状态提示;权限管理界面用于管理员的登录,同时还设置有控制所述电机旋转的按键,通过手自动切换键切换到手动状态后,触摸屏上显示有工序号、拉铆枪型号选择以及拉铆次数选项,分别用于对实际拉铆过程中的工序号、拉铆枪型号选择以及拉铆次数进行记录和提示;拉力显示页面用于对不同拉铆枪拉力进行显示,以及对相应拉力进行设置。
36.按钮开关4、触摸屏2、电机5和压力缸分别与电气控制柜1电连接。
37.本实用新型的汽车吸能盒分总成的拉铆设备,在使用时,在对汽车吸能盒100与其安装垫块压铆后将其卸下,将已经压铆好的吸能盒100分总成的左右端一一对应地放置在两个夹紧组件的前、后夹紧块上,启动压力缸的气动开关,与每个夹紧块直接相连的相应滑块在压力缸的带动下沿着相应转盘上的滑槽向内侧移动,相应地,前、后夹紧块也实现了对吸能盒100分总成的夹紧固定,此时左转盘12和右转盘6是保持不动的,操作员将相应铆接螺钉和铆接螺栓装配到吸能盒100的安装面,装配好铆接螺钉和铆接螺栓后,按照触摸屏2的指示,使用所指示的拉铆枪对所指示的铆接螺钉或铆接螺栓进行拉铆。每一面拉铆结束
后,会提示拉铆结束,操作员通过按触摸屏2上的控制电机旋转的按键,控制电机5工作,电机5启动后通过其输出轴与主动轮10的连接带动主动轮10运动。主动轮10通过传送带将动力传递给第一从动轮11,第一从动轮11与左转盘12的转动轴直接相连并带动其进行旋转运动。左转盘12通过已经被夹紧的吸能盒100分总成将动力传给右转盘6,从而实现整体吸能盒100分总成的转动,进行下一个侧面的拉铆工作,重复此过程,直至吸能盒100分总成四个侧面全部拉铆结束。这样可以高效率高质量的完成汽车吸能盒分总成的拉铆过程。
38.本实用新型的汽车吸能盒分总成的拉铆设备,在工作时,滑块和夹紧块一起采用气动和机械式相结合的方式对吸能盒100分总成进行夹紧,定位准确,使用方便,结实耐用,具有足够的夹紧力,夹紧力≥350n。
39.本实用新型的汽车吸能盒分总成的拉铆设备的主体主要材料为低碳钢或型钢钢板≥18mm。气动压力杠的气路均采用通用的标准接口形式。且主管路整齐布置在电气控制柜1里,在配气块与各执行元件之间使用smc单层阻燃软管和防烫管连接;气管和电缆用管卡或线卡固定在执行元件支座上,并彼此分开固定;同时铺设在底座上的气管要排布整齐并封闭固定,且线槽要留有一定的空间给电缆排布,保证整套压铆设备的整洁、美观和维修方便;气动元件(包括电磁阀、阀导)使用日本smc品牌。
40.本实用新型的汽车吸能盒分总成的拉铆设备中所涉及到的转动轴处必须带有可换耐磨套。夹紧块需具有良好的刚性,具有足够的夹紧力;夹紧力≥350n。夹紧的位置应为正基准面。
41.本实用新型对的汽车吸能盒分总成的拉铆设备的安装步骤为:用液压车举起拉铆设备,并使拉铆设备保持水平,使拉铆设备能够平稳移动到安装位置;拉铆设备进入生产车间前卸下包装木箱并移动设备到安装位置;调整拉铆设备的电气控制柜1的底端的地脚,使拉铆设备固定,以防止拉铆设备移动;在工作台3上放置水平仪,调整地脚使设备处于水平状态,并锁紧地脚;当拉着拉铆设备经过通道时,不能让拉铆设备倾斜,否则必须使用升降机移动设备。接下来开始安装气源和连接电源,将通向压缩空气的气管连接到电气控制柜1的背面的气源进口;气源气压的调整-调整气源三联体旋钮,使气源输入正确,气源气压:4kgf/cm2;最后接入主电源:单相380v ac,10a,50/60hz。然后需要将气压调节为需要的气压值,气动压力缸速度需调整合适,气动压力缸的磁性开关位置同样需要调节合适。
42.综上所述,本实用新型的汽车吸能盒分总成的拉铆设备,结构简单,定位准确,使用方便,结实耐用,可以高效率高质量的完成汽车吸能盒分总成的拉铆过程。
43.本技术领域中的普通技术人员应当认识到,以上的实施例仅是用来说明本实用新型,而并非用作为对本实用新型的限定,只要在本实用新型的实质精神范围内,对以上所述实施例的变化、变型都将落在本实用新型的权利要求书范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1