一种新型箱体组件压装一体化设备的制作方法
1.本实用新型属于箱体加工技术领域,尤其是涉及一种新型箱体组件压装一体化设备。
背景技术:
2.箱体组件在压装过程中需要压入小轴与轴承二只零件,传统的工装是一台设备压小轴,压好小轴后另一台设备压轴承。产品质量不稳定,效率极低。
技术实现要素:
3.本实用新型为了克服现有技术的不足,提供一种新型箱体组件压装一体化设备。
4.为了实现上述目的,本实用新型采用以下技术方案:一种新型箱体组件压装一体化设备,包括下模板、设于所述下模板上的多个导柱、设于所述导柱上的中模板、设于所述导柱端部上的上模板、定位压装板、驱动所述定位压制板上下移动的驱动件、设于所述定位压装板上的压装块、限位组件及定位组件,所述定位组件包括设于所述中模板上定位槽、设于所述下模板上的工装定位块、设于所述工装定位块上的轴承定位杆、设于所述工装定位块上的小轴定位孔、设于所述中模板上的前箱体定位块及设于中模板上的前箱体定位孔;将零件小轴放入小轴定位孔内,将轴承放在轴承定位杆上,将前箱体放在中模板上的前箱体定位块内,前箱体定位孔刚好位于前箱体突台位置,启动驱动件带动定位压装板下压,力作用于前箱体上带动中模板一起下压,首先接触到轴承,通过轴承定位杆内弹簧压缩到150公斤力时,轴承进入前箱体轴承室内,继续向下压直到小轴压入前箱体小轴室内,保持0.5秒,控制驱动件输出端上移,成品前箱体组件完成。
5.优选的,所述导柱上套设有弹性件,所述弹性件一端与下模板相连,另一端与中模板相连。
6.优选的,所述限位组件包括设于所述下模板上的限位杆和螺接于所述限位杆上的螺帽。
7.优选的,所述定位压装板设有定位杆,所述上模板设有与定位杆配合的定位孔。
8.优选的,所述轴承定位杆通过连接组件与工装定位块相连,所述连接组件包括设于所述工装定位块上的连杆、套设于所述连杆上的复位件及限位连杆,所述工装定位块设有可供轴承定位杆上下滑动的安装孔,所述轴承定位块设有供限位连杆穿过的滑槽,所述限位连杆两端固定在安装孔内壁上。
9.综上所述,将零件小轴放入小轴定位孔内,将轴承放在轴承定位杆上,将前箱体放在中模板上的前箱体定位块内,前箱体定位孔刚好位于前箱体突台位置,启动驱动件带动定位压装板下压,力作用于前箱体上带动中模板一起下压,首先接触到轴承,通过轴承定位杆内弹簧压缩到150公斤力时,轴承进入前箱体轴承室内,继续向下压直到小轴压入前箱体小轴室内,保持0.5秒,控制驱动件输出端上移,成品前箱体组件完成。
附图说明
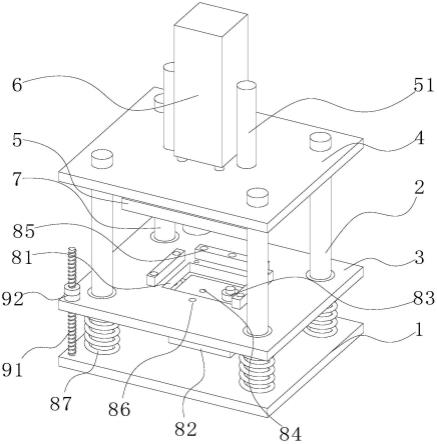
10.图1为本实用新型的结构示意图。
11.图2为前箱体的结构示意图。
12.图3为箱体组装完成后的结构示意图。
13.图4为定位组件的部分结构示意图。
14.图5为图4的剖视图。
具体实施方式
15.如图1-5所示,一种新型箱体组件压装一体化设备,包括下模板1、固定在下模板四角上的四个导柱2、设于所述导柱上的中模板3、固定在所述导柱端部上的上模板4、定位压装板5、驱动所述定位压制板上下移动的驱动件6、设于所述定位压装板上的压装块7、限位组件及定位组件,所述驱动件6选用气缸,其通过螺钉固定在上模板上,其输出端与定位压装板相连;所述定位组件包括设于所述中模板上定位槽81、通过螺钉螺帽固定在所述下模板上的工装定位块82、固定所述工装定位块上的轴承定位杆83、开设于所述工装定位块上的小轴定位孔84、设于所述中模板上的前箱体定位块85及设于中模板上的前箱体定位孔86;将小轴11放入小轴定位孔内,将轴承12放在轴承定位杆上,将前箱体13放在中模板上的前箱体定位块内,前箱体定位孔刚好位于前箱体突台14位置,启动驱动件带动定位压装板下压,力作用于前箱体上带动中模板一起下压,首先接触到轴承,通过轴承定位杆内弹簧压缩到150公斤力时,轴承进入前箱体轴承室15内,继续向下压直到小轴压入前箱体小轴室16内,保持0.5秒,控制驱动件输出端上移,成品前箱体组件完成。
16.优选的,所述导柱上套设有弹性件87,所述弹性件87选用常规弹簧,其一端与下模板相连,另一端与中模板相连。
17.优选的,所述限位组件包括限位杆91和螺帽92,所述限位杆91一端固定在下模板上,另一端穿过中模板;所述螺帽92螺接在限位杆上。
18.优选的,所述定位压装板设有定位杆51,所述上模板设有与定位杆配合的定位孔。
19.优选的,所述轴承定位杆83通过连接组件与工装定位块相连,所述连接组件包括连杆831、复位件832及限位连杆833,所述工装定位块设有可供轴承定位杆上下滑动的安装孔834,所述连杆831一端固定在轴承定位杆底部,另一端穿设在工装定位块上;所述轴承定位块设有供限位连杆穿过的滑槽,所述限位连杆两端固定在安装孔内壁上;所述复位件832选用弹簧,其套设在连杆外。
技术特征:
1.一种新型箱体组件压装一体化设备,包括下模板、设于所述下模板上的多个导柱、设于所述导柱上的中模板、设于所述导柱端部上的上模板、定位压装板、驱动所述定位压装板上下移动的驱动件、设于所述定位压装板上的压装块、限位组件及定位组件,其特征在于:所述定位组件包括设于所述中模板上定位槽、设于所述下模板上的工装定位块、设于所述工装定位块上的轴承定位杆、设于所述工装定位块上的小轴定位孔、设于所述中模板上的前箱体定位块及设于中模板上的前箱体定位孔。2.根据权利要求1所述的一种新型箱体组件压装一体化设备,其特征在于:所述导柱上套设有弹性件,所述弹性件一端与下模板相连,另一端与中模板相连。3.根据权利要求1所述的一种新型箱体组件压装一体化设备,其特征在于:所述限位组件包括设于所述下模板上的限位杆和螺接于所述限位杆上的螺帽。4.根据权利要求1所述的一种新型箱体组件压装一体化设备,其特征在于:所述定位压装板设有定位杆,所述上模板设有与定位杆配合的定位孔。5.根据权利要求1所述的一种新型箱体组件压装一体化设备,其特征在于:所述轴承定位杆通过连接组件与工装定位块相连,所述连接组件包括设于所述工装定位块上的连杆、套设于所述连杆上的复位件及限位连杆,所述工装定位块设有可供轴承定位杆上下滑动的安装孔,所述轴承定位块设有供限位连杆穿过的滑槽,所述限位连杆两端固定在安装孔内壁上。
技术总结
本实用新型公开了一种新型箱体组件压装一体化设备,包括下模板、设于所述下模板上的多个导柱、设于所述导柱上的中模板、设于所述导柱端部上的上模板、定位压装板、驱动所述定位压制板上下移动的驱动件、设于所述定位压装板上的压装块、限位组件及定位组件,所述定位组件包括设于所述中模板上定位槽、设于所述下模板上的工装定位块、设于所述工装定位块上的轴承定位杆、设于所述工装定位块上的小轴定位孔、设于所述中模板上的前箱体定位块及设于中模板上的前箱体定位孔。模板上的前箱体定位孔。模板上的前箱体定位孔。
技术研发人员:沈伟星
受保护的技术使用者:绍兴毅诚电机有限公司
技术研发日:2021.11.29
技术公布日:2023/3/20
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1