一种快速冲压成型的固定夹冲压模具的制作方法
1.本实用新型涉及冲压模具技术领域,更具体地说,本实用新型涉及一种快速冲压成型的固定夹冲压模具。
背景技术:
2.冲压模具是在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备,称为冷冲压模具(俗称冷冲模),冲压,是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。
3.现有的快速冲压成型的固定夹冲压模具在使用的时候,因为冲压模具本身不具备冲压原料定位功能,所以一旦原料在冲压时,发生偏移,就会降低装置的冲压精度,进而降低装置的实用性;而且由于冲压模具本身不具备模座分离功能,所以一旦需要对模座内部零件进行维护,此时就会影响维护工作的进行,进而降低装置的工作效率。
技术实现要素:
4.为了克服现有技术的上述缺陷,本实用新型的实施例提供一种快速冲压成型的固定夹冲压模具,以解决现有技术因为冲压模具本身不具备冲压原料定位功能,所以一旦原料在冲压时,发生偏移,就会降低装置的冲压精度,进而降低装置实用性的问题。
5.为解决上述技术问题,本实用新型提供如下技术方案:一种快速冲压成型的固定夹冲压模具,包括稳定板,所述稳定板顶端的一侧开设有螺纹孔,所述稳定板顶端的右侧通过所述螺纹孔连接有稳定螺栓,所述稳定板顶端的表面固定安装有限位盒,所述限位盒内部底端的一侧可拆卸安装有冲压柱,所述限位盒的顶端通过所述冲压柱连接有上模座,所述限位盒内部的底端焊接有下模座,所述下模座的顶端开设有成型口,所述限位盒内部底端的右侧可拆卸安装有定位设备,所述上模座正面的一侧固定安装有限位板,所述限位盒正面的一侧开设有限位滑槽,所述上模座的顶端一体形成有连接柱,所述上模座的底端可拆卸安装有冲压头。
6.其中,所述稳定螺栓的底端通过所述螺纹孔与地面镶嵌安装的螺母相适配,所述稳定螺栓的数量为四个,所述稳定螺栓的长度值范围为三厘米至四厘米。
7.其中,所述限位板的数量为四个,四个所述限位板等量分为两组,所述限位板的表面与所述限位滑槽的内部相适配,且限位板的表面光滑。
8.其中,所述冲压头的底端与所述成型口的内部相适配,所述冲压头的长度大于所述成型口长度的三分之二。
9.其中,所述定位设备包括连接滑轨,所述连接滑轨的表面活动套接有连接滑块,所述连接滑块的顶端焊接有定位块。
10.其中,所述连接滑轨的两端均固定安装有安装板,所述安装板一侧的顶端可拆卸安装有限位伸缩杆,所述限位伸缩杆的表面固定套接有复位弹簧,所述复位弹簧的一端与
所述定位块的一侧相连接。
11.其中,所述定位块的另一侧粘接有防滑垫,防滑垫的材质为橡胶质构件,防滑垫的一侧与工件原料的一侧相贴合。
12.本实用新型的上述技术方案的有益效果如下:
13.上述方案中,所述冲压模具利用定位设备将待冲压的工件原料进行固定,从而保证模具的冲压精度,避免了因为冲压模具本身不具备冲压原料定位功能,所以一旦原料在冲压时,发生偏移,就会降低装置的冲压精度,进而降低装置实用性的问题;上述方案中,所述冲压模具利用限位盒、冲压柱、限位板和限位滑槽之间的相互配合,从而提高了装置的工作效率,避免了由于冲压模具本身不具备模座分离功能,所以一旦需要对模座内部零件进行维护,此时就会影响维护工作的进行,进而降低装置工作效率的问题。
附图说明
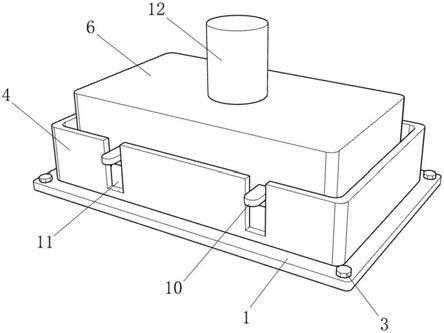
14.图1为本实用新型的整体结构示意图;
15.图2为本实用新型的下模座与上模座装配示意图;
16.图3为本实用新型的限位盒与冲压柱装配示意图;
17.图4为本实用新型的定位设备拆分示意图。
18.[附图标记]
[0019]
1、稳定板;2、螺纹孔;3、稳定螺栓;4、限位盒;5、冲压柱;6、上模座;7、下模座;8、成型口;9、定位设备;10、限位板;11、限位滑槽;12、连接柱;13、冲压头;91、连接滑轨;92、连接滑块;93、定位块;94、安装板;95、限位伸缩杆;96、复位弹簧。
具体实施方式
[0020]
为使本实用新型要解决的技术问题、技术方案和优点更加清楚,下面将结合附图及具体实施例进行详细描述。
[0021]
实施例1:
[0022]
请参阅图1-3,一种快速冲压成型的固定夹冲压模具,包括稳定板1,稳定板1顶端的一侧开设有螺纹孔2,稳定板1顶端的右侧通过螺纹孔2连接有稳定螺栓3,稳定板1顶端的表面固定安装有限位盒4,限位盒4内部底端的一侧可拆卸安装有冲压柱5,限位盒4的顶端通过冲压柱5连接有上模座6,限位盒4内部的底端焊接有下模座7,下模座7的顶端开设有成型口8,限位盒4内部底端的右侧可拆卸安装有定位设备9,上模座6正面的一侧固定安装有限位板10,限位盒4正面的一侧开设有限位滑槽11,上模座6的顶端一体形成有连接柱12,上模座6的底端可拆卸安装有冲压头13,稳定螺栓3的底端通过螺纹孔2与地面镶嵌安装的螺母相适配,稳定螺栓3的数量为四个,稳定螺栓3的长度值范围为三厘米至四厘米,限位板10的数量为四个,四个限位板10等量分为两组,限位板10的表面与限位滑槽11的内部相适配,且限位板10的表面光滑,冲压头13的底端与成型口8的内部相适配,冲压头13的长度大于成型口8长度的三分之二。
[0023]
有益性:通过在限位盒4内部的两侧均镶嵌安装有螺母,在定位设备9顶端的两侧均设置有螺丝,使限位盒4可以与定位设备9进行分离,从而使得定位设备9能够实现可拆卸的效果。
[0024]
实施例2:
[0025]
请参阅图4,定位设备9包括连接滑轨91,连接滑轨91的表面活动套接有连接滑块92,连接滑块92的顶端焊接有定位块93,连接滑轨91的两端均固定安装有安装板94,安装板94一侧的顶端可拆卸安装有限位伸缩杆95,限位伸缩杆95的表面固定套接有复位弹簧96,复位弹簧96的一端与定位块93的一侧相连接,定位块93的另一侧粘接有防滑垫,防滑垫的材质为橡胶质构件,防滑垫的一侧与工件原料的一侧相贴合。
[0026]
有益性:通过设置复位弹簧96和限位伸缩杆95之间的相互配合,是为了有利于能够定位各种型号的工件原料,从而增加装置的工作范围,增强了装置的实用性。
[0027]
其中,冲压柱5为too lmate型号的液压油缸。
[0028]
本实用新型的工作过程如下:
[0029]
所述冲压模具在工作的时候,为了保证装置的冲压精度,所以设置有定位设备9,当工件原料需要进行冲压时,首先将两组定位块93向连接滑轨91的两侧进行压缩,然后定位块93会压缩限位伸缩杆95和复位弹簧96,使相对两个定位块93之间的距离增加,然后将工件原料的两端分别放置在两组定位块93的内部,紧接着再将两组定位块93松开,此时限位伸缩杆95会跟随复位弹簧96将定位块93恢复到原先的位置,直至定位块93的一侧与工件原料的一端相贴合,从而将工件原料进行定位,防止工件原料发生偏移,保证了模具的冲压精度。
[0030]
上述方案,所述冲压模具在工作的时候,为了方便维护模座内部的零件,所以设置有限位盒4、冲压柱5、限位板10和限位滑槽11,当模座内部零件损坏时,只需要启动冲压柱5,使冲压柱5开始伸缩,从而使得上模座6向上移动,直至工作人员手部能够自由穿梭上模座6与下模座7之间形成的缝隙时,才将冲压柱5关闭,因为冲压柱5能够自动调节上模座6与下模座7之间的距离,所以能够方便工作人员拆卸模座内部零件,从而节省维护所需时间,提高了装置的工作效率。
[0031]
最后应说明的几点是:首先,在本技术的描述中,需要说明的是,除非另有规定和限定,术语“安装”、“相连”、“连接”应做广义理解,可以是机械连接或电连接,也可以是两个元件内部的连通,可以是直接相连,“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变,则相对位置关系可能发生改变;
[0032]
其次:本实用新型公开实施例附图中,只涉及到与本公开实施例涉及到的结构,其他结构可参考通常设计,在不冲突情况下,本实用新型同一实施例及不同实施例可以相互组合;
[0033]
最后:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1