一种推钉片自动装配装置的制作方法
1.本实用新型涉及医用缝合器加工领域,特别涉及一种推钉片自动装配装置。
背景技术:
2.腔内切割吻合器是外科手术中使用的的替代传统手工缝合的医疗器械,由于现代科技的发展和制作技术的改进;目前临床上使用的吻合器质量可靠,使用方便,尤其是缝合快速,操作方便,很少副作用和手术并发症深受医护人员和患者的欢迎。但是吻合器的吻合钉通常采用钛钉,钛钉尺寸较小,每个吻合器需要装配较多的钛钉,在吻合钉下部钉仓内设有钉仓推钉片槽,需要安装推钉片,在腔内切割吻合器吻合切割组织时,推钉片将吻合钉从钉仓内推出,在切割组织时同时将组织吻合。每个吻合器需要装配较多推钉片,目前主要是由工人手工进行装推钉片,在手工将推钉片插装到吻合器过程中容易发生偏斜,掉落等问题,每个吻合器需要装配较多的推钉片,工人容易漏装,而且装配速度较慢,输送定位装夹较困难,生产效率低满足不了工业化批量生产需求,需要一种吻合器自动装钉设备来满足吻合器批量自动化装推钉片需求。
技术实现要素:
3.本实用新型针对现有吻合器加工设备存在的上述问题,提出一种推钉片自动装配装置,装于操作平台上,其结构包括:推钉片供料装置、钉仓供料装置、控制器;所述推钉片供料装置包括:振动盘,所述振动盘出料口连接直线振动轨道一端,所述压装组件包括龙门、压装台,所述龙门上梁设有升降装置,所述升降装置带动压模组件上下运动;所述压装台由前部、下部、右部的挡板构成,其前部的挡板与所述龙门固定,下部的挡板与所述直线振动轨道另一端连接;所述压模组件包括基座,所述基座下表面设有多个顶片,所述基座下表面还通过若干弹簧与切刀板固定,所述切刀板具有多个与所述顶片位置、形状一一对应,且向下凸出,中间镂空的切刀片;所述压装台下部的挡板有与所述切刀位置、形状一一对应的镂空结构,所述压装台的前部挡板上设有风口向后的鼓风装置;所述钉仓供料装置包括:钉仓供料组件、嵌入安装于操作平台的入料传送带;所述钉仓供料组件包括钉仓模具,所述钉仓模具具有上下贯通的模形部,所述模形部包括用于容纳钉仓的条形区以及连通条形区一端和钉仓模具外侧的梯形区,所述梯形区一端与所述入料传送带一端对接,所述条形区两侧设有若干对滚轮,所述滚轮由弹性材料制成并由微型电机驱动运转,所述钉仓模具底部设有可水平开闭的用于下料的电控门板,所述电控门板下方设有出料传送带;所述条形区远梯形区一端设有第一接触开关;所述镂空结构处于所述条形区的正上方;所述第一接触开关、升降装置、电热丝、鼓风装置、振动盘、入料传送带、电控门板、微型电机均由控制器依工序控制运行。
4.较佳的,所述切刀板上部固定有电热丝,并通过外部电源进行加热。
5.较佳的,所述压装台的右部挡板的下部设有第二接触开关。
6.较佳的,所述滚轮采用聚氨酯或橡胶制;所述电控门板、入料传送带由控制器控制
运行。
7.较佳的,所述滚轮露出条形区侧壁的最大距离介于0.5mm-1mm之间。
8.较佳的,所述入料传送带方向和出料传送带方向垂直。
9.较佳的,所述出料传送带与所述电控门板的距离较钉仓厚度大5mm。
10.本实用新型由振动盘筛选供料并定向,当推钉片原料行至压装台并触碰到第二接触开关且钉仓触碰到第一接触开关时,由控制器控制实施关闭振动盘和入料传送带、加热切刀板、降下压装组件、打开并关闭电控门板、升起压装组件、打开鼓风装置、开启振动盘及入料传送带的操作工序,其加工效率高,适用于组装未切割的带边角料的推钉片。
附图说明
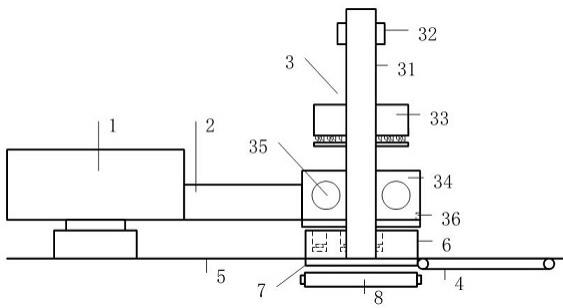
11.图1为本实用新型结构示意图。
12.图2为压模组件正视图。
13.图3为切刀板的部分仰视图。
14.图4为钉仓供料装置结构示意图。
15.图5为钉仓模具的一个横截面图。
16.图中1、振动盘;2、直线振动轨道;3、压装组件;4、入料传送带;5、操作平台;6、钉仓模具;7、电控门板;8、出料传送带;31、龙门;32、升降装置;33、压模组件;34、挡板;35、鼓风装置;36、第二接触开关;61、微型电机;62、条形区;63、梯形区;64、滚轮;65、第一接触开关;66、模形部;331、基座;332、切刀板;333、切刀片;334、顶片;335、弹簧。
具体实施方式
17.实施例1
18.如图1-图5所示,本实用新型所述推钉片自动装配装置,其结构包括:推钉片供料装置、钉仓供料装置、控制器;所述推钉片供料装置包括:振动盘1,所述振动盘1出料口连接直线振动轨道2一端,所述压装组件3包括龙门31、压装台,所述龙门31上梁设有升降装置32,所述升降装置32带动压模组件33上下运动;所述压装台由前部、下部、右部的挡板34构成,其前部的挡板34与所述龙门31固定,下部的挡板34与所述直线振动轨道2另一端连接;所述压模组件33包括基座331,所述基座331下表面设有多个顶片334,所述基座331下表面还通过若干弹簧335与切刀板332固定,所述切刀板332具有多个与所述顶片334位置、形状一一对应,且向下凸出,中间镂空的切刀片333;所述压装台下部的挡板34有与所述切刀位置、形状一一对应的镂空结构,所述压装台的前部挡板34上设有风口向后的鼓风装置35;所述钉仓供料装置包括:钉仓供料组件、嵌入安装于操作平台5的入料传送带4;所述钉仓供料组件包括钉仓模具6,所述钉仓模具6具有上下贯通的模形部66,所述模形部66包括用于容纳钉仓的条形区62以及连通条形区62一端和钉仓模具6外侧的梯形区63,所述梯形区63一端与所述入料传送带4一端对接,所述条形区62两侧设有若干对滚轮64,所述滚轮64由弹性材料制成并由微型电机61驱动运转,所述钉仓模具6底部设有可水平开闭的用于下料的电控门板,所述电控门板下方设有出料传送带8;所述条形区62远梯形区63一端设有第一接触开关65;所述镂空结构处于所述条形区62的正上方;所述第一接触开关65、升降装置32、电热丝、鼓风装置35、振动盘1、入料传送带4、电控门板、微型电机61均由控制器依工序控制运
行。
19.更具体的,所述切刀板332上部固定有电热丝,并通过外部电源进行加热。
20.更具体的,所述压装台的右部挡板34的下部设有第二接触开关36。
21.更具体的,所述滚轮64采用聚氨酯或橡胶制;所述电控门板、入料传送带4由控制器控制运行。
22.更具体的,所述滚轮64露出条形区62侧壁的最大距离介于0.5mm-1mm之间。
23.更具体的,所述入料传送带4方向和出料传送带8方向垂直。
24.更具体的,所述出料传送带8与所述电控门板的距离较钉仓厚度大5mm。
25.此外需说明的是本案适用于注塑后的整块推钉片料,其注塑后的整体前端端应具有能够触发第二接触开关的结构。
26.本实用新型由振动盘筛选供料并定向,当推钉片原料行至压装台并触碰到第二接触开关且钉仓触碰到第一接触开关时,由控制器控制实施关闭振动盘和入料传送带、加热切刀板、降下压装组件、打开并关闭电控门板、升起压装组件、打开鼓风装置、开启振动盘及入料传送带的操作工序,其加工效率高,适用于组装未切割的带边角料的推钉片。
27.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1