电磁阀动铁压装机的制作方法
1.本实用新型属于电磁阀动铁生产设备,特别涉及电磁阀动铁端部钢珠的压装机。
背景技术:
2.电磁阀是电磁控制的工业设备,是用来控制流体的自动化基础元件,电磁阀的动铁组装难度系数大,现有的电磁阀动铁主要是采用人工装配作业或分流水线的方式进行安装作业,其自动化程度不高,人工装配存在人为因素,容易出现不良品,而且装配周期长、效率低和成本高。
3.本公司之前设计了一款旋转式的动铁自动装配装置,其在某一方向的设备的宽度过大,不利于产线的布置,故需要对其进行改进,且该设备的动铁与钢珠的收口后容易嵌在模具内,存在脱模困难的问题。
技术实现要素:
4.针对现有技术的不足,本实用新型设计了一种呈直线布置的电磁阀动铁压装机,且进一步的改进了动铁钢珠的收口工位,在收口作业完成后,顶杆能够将动铁从收口的型腔中顶出,不会出现动铁卡在型腔内的问题。
5.本实用新型的技术方案如下:
6.电磁阀动铁压装机,其包括一安装台面,其特征在于:位于安装台面的一侧设有放置动铁的振动料盘,所述安装台面上设有两组实现工位间零件转移的平移抓取机构,还包括与将振动料盘中的动铁单独顶出的出料组件,以及与出料组件在同一直线上并固定在安装台面上的钢珠放置工位,以及对放有钢珠的动铁进行收口的动铁收口工位,以及对成型后的动铁进行检测的检测工位。
7.进一步的说,所述的动铁收口工位包括固定在安装台面上的底座,以及垂直设置在底座上的立板,所述的立板的表面设有下压驱动组件,位于下压组件下方的底座上设有承载座,承载座上设有动铁承载座,所述下压驱动组件的下端还连接有收口模具,所述收口模具包括与下压驱动组件连接的第一模板,以及与第一模板连接的第一模柱,第一模柱的下端面延伸形成有台阶连接柱,第一模柱和台阶连接柱的轴线上设有贯通孔,第一模柱的下端还设有第二模柱,第二模柱的下端面设有对动铁上端进行收口的型腔,第二模柱的上端面设有台阶孔,台阶孔与第一模柱的台阶连接柱配合,台阶孔与型腔之间设有一通孔,还包括一顶杆,顶杆设置在贯通孔内并穿过通孔伸入型腔内,在顶杆与第一模板之间设有复位弹簧。
8.进一步的说,在动铁承载座与承载座之间设有压力检测组件。
9.进一步的说,所述的动铁承载座包括与承载座固定连接的座体,座体的上端设有安装孔,动铁固定模嵌入安装在安装孔内,所述动铁模的上端设有动铁承载孔。
10.进一步的说,动铁模上设有一贯通的检测孔,所述承载座上设有安装板,光线检测组件安装在安装板上,光线检测组件与检测孔配合来检测动铁承载孔内是否有工件,所述
立板上还设有一动铁固定组件,动铁固定组件包括固定在立板上的固定气缸,固定气缸的伸缩端安装有一个固定杆,所述动铁模上设有与动铁承载孔贯通的固定孔,固定杆伸入固定孔内对动铁承载模内的动铁进行固定。
11.进一步的说,所述的检测工位包括与安装台面固定连接的检测支架,检测支架的上端设有对动铁进行承载的检测承载座,位于检测承载座两侧的安装台面上设有对动铁进行视频检测的视频检测单元,所述检测支架上还设有检测固定组件,所述检测固定组件包括与检测支架连接的固定支架,固定支架上设有检测定位气缸,检测定位气缸的输出端设有压覆于动铁上的检测顶杆,所述检测承载座上设有供检测顶杆伸入对动铁进行压紧的检测固定孔,所述的检测支架上还设有可以上下升降的清屑气缸,清屑气缸的活动端设有清屑顶针,所述检测承载座上设有供清屑顶杆伸入动铁下端腔体的清屑孔。
12.进一步的说,所述的平移抓取机构由对称布置两个平移抓取组件构成,所述的平移抓取组件包括与安装台面固定连接的抓取支架,以及与两抓取支架固定连接的抓取安装板,抓取安装板上设有电动丝杆滑台,电动丝杆滑台上固定安装有升降安装板,升降安装板上设有升降驱动气缸,位于升降驱动气缸两侧的升降安装板上固定设有升降导轨,还包括设置在升降导轨上的夹爪安装板,一组夹爪水平安装在夹爪安装板上,升降驱动气缸的输出端与夹爪安装板连接。
13.进一步的说,所述的出料组件包括与安装台面固定连接出料底座,出料底座的上表面分别设有第一安装座和对从振动料盘过来的输送架进行承托的承托架,所述第一安装座的侧面设有顶料气缸,位于第一安装座的上端设有出料导向板,出料导向板上设有出料导槽,还包括一个在出料导槽内滑动的一侧开口的出料座,出料座固定在顶料气缸的输出端上,当顶料气缸处于缩回状态时,出料座的侧边开口与输送架的出口相对应。
14.进一步的说,所述的承托架上还设有辅助气缸,辅助气缸上设有辅助挡板,辅助挡板用于对出料座的开口侧进行封挡,并在出料座上升过程中,辅助挡板与出料座同步上升。
15.综上所述,本实用新型具有以下有益效果:
16.1、本实用新型针对产线的需求,改变了各个工位的布置方式,有效控制了设备整体的尺寸,满足产线的需求。
17.2、本实用新型进一步的对动铁收口工位进行了改进,针对动铁与钢珠收口完成后容易卡在模具内的问题,本实用新型增加了顶杆和复位弹簧,在收口工程中,顶杆和复位弹簧被压缩,当收口完成后,复位弹簧的作用力使的顶杆将动铁从模具中顶出,避免动铁卡模的问题,减少了人工拿取存在的安全性的问题。
附图说明
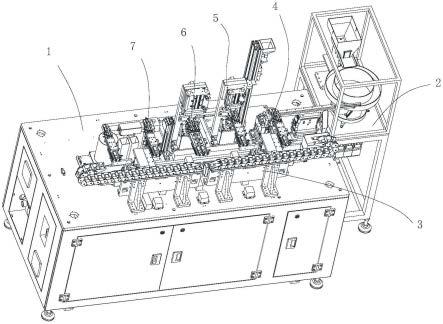
18.图1为本实用新型的立体示意图;
19.图2为动铁收口工位的立体示意图;
20.图3为图2的正视示意图;
21.图4为图3的剖视示意图;
22.图5为动铁收口工位的立体半剖示意图;
23.图6为平移抓取组件的结构示意图;
24.图7为出料组件的结构示意图;
25.图8为图7中i处的放大示意图;
26.图9为检测工位的立体示意图;
27.图10为检测工位的立体剖视图;
28.图中1为安装台面,
29.2为振动料盘,
30.3为平移抓取机构,30为平移抓取组件,301为抓取支架,302为抓取安装板, 303为电动丝杆滑台,304为升降安装板,305为升降驱动气缸,306为升降导轨,307为夹爪安装板,308为夹爪,
31.4为出料组件,40为出料底座,401为第一安装座,41为承托架,410为辅助气缸,411为辅助挡板,42为顶料气缸,43为出料导向板,44为出料导槽,45为出料座,
32.5为钢珠放置工位,
33.6为动铁收口工位,60为底座,61为立板,62为下压驱动组件,63为承载座, 630为压力检测组件,631为安装板,632为光线检测组件, 64为动铁承载座,640为座体,641为安装孔,642为动铁固定模,643为动铁模,6430为检测孔,6431为固定孔,
34.65为收口模具,650为第一模板,651为第一模柱,6510为台阶连接柱,652为第二模柱,6520为型腔,6521为台阶孔,6523为通孔,653为顶杆,654为复位弹簧,
35.66为动铁固定组件,660为固定气缸,661为固定杆,
36.7为检测工位,70为检测支架,71为检测承载座,710为检测固定孔,711为清屑孔,72为视频检测单元,73为检测固定组件,730为固定支架,731为检测定位气缸,732为检测顶杆,74为清屑气缸,740为清屑顶针。
具体实施方式
37.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例的附图,对本实用新型实施例的技术方案进行清楚、完整地描述。显然,所描述的实施例是本实用新型的一部分实施例,而不是全部的实施例。基于所描述的本实用新型的实施例,本领域普通技术人员在无需创造性劳动的前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
38.参见图1所示,电磁阀动铁压装机,其包括一安装台面1,其特征在于:位于安装台面1的一侧设有放置动铁的振动料盘2,所述安装台面1上设有两组实现工位间零件转移的平移抓取机构3,还包括与将振动料盘中的动铁单独顶出的出料组件4,以及与出料组件在同一直线上并固定在安装台面上的钢珠放置工位 5,钢珠放置工位的结构与本公司之前申请的结构相同,故不再展开阐述;以及对放有钢珠的动铁进行收口的动铁收口工位6,以及对成型后的动铁进行检测的检测工位7。
39.本实用新型改变了各个工位的布局,采用直线形式布局,有效控制了设备的某一方向上的宽度,更好的适配了产线布置的需求,两组平移抓取机构中的一个用于实现出料组件、钢珠放置工位和动铁收口工位之间工件的移动,另一个用于动铁收口工位、检测工位和卸料位之间的工件的移动,运转的效率高,提高了生产效率。
40.进一步的说,参见图2至图5所示,所述的动铁收口工位6包括固定在安装台面上的底座60,以及垂直设置在底座上的立板61,所述的立板61的表面设有下压驱动组件62,位于
下压组件下方62的底座上设有承载座63,承载座 63上设有动铁承载座64,所述下压驱动组件62的下端还连接有收口模具65,所述收口模具65包括与下压驱动组件62连接的第一模板650,以及与第一模板 650连接的第一模柱651,第一模柱651的下端面延伸形成有台阶连接柱6510,第一模柱651和台阶连接柱6510的轴线上设有贯通孔6511,第一模柱651的下端还设有第二模柱652,第二模柱652的下端面设有对动铁上端进行收口的型腔 6520,第二模柱652的上端面设有台阶孔6521,台阶孔6521与第一模柱的台阶连接柱6510配合,台阶孔6521与型腔6520之间设有一通孔6523,还包括一顶杆653,顶杆653设置在贯通孔内并穿过通孔伸入型腔内,在顶杆653与第一模板650之间设有复位弹簧654,此处对动铁收口工位进行了阐述,通过对收口模具的改进,增加了顶杆和复位弹簧,在动铁完成收口后,顶杆能够将动铁从型腔中顶出,避免动铁卡在型腔中需要人工拿取的问题,减少了额外的工作量,也避免了人工拿取可能存在的安全问题。
41.进一步的说,在动铁承载座64与承载座63之间设有压力检测组件630,设置的压力检测组件用于对收口模具的下压力进行检测,根据压力的大小来判断动铁的收口是否满足要求,保证了加工的质量。
42.进一步的说,所述的动铁承载座64包括与承载座固定连接的座体640,座体640的上端设有安装孔641,动铁固定模642嵌入安装在安装孔641内,所述动铁固定模642的上端设有动铁承载孔6420,本实用新型采用分体式动铁承载座,动铁固定模可进行更换,能够满足不同尺寸和不同规格产品的生产需求。
43.进一步的说,动铁模643上设有一贯通的检测孔6430,所述承载座63上设有安装板631,光线检测组件632安装在安装板上,光线检测组件632与检测孔配合来检测动铁承载孔内是否有工件,当动铁模内没有工件时,光线检测组件穿过检测孔,当动铁模内有工件时,光线检测组件的光线被动铁阻挡,以此来判断动铁模内是否有工件,所述立板61上还设有一动铁固定组件66,动铁固定组件66包括固定在立板61上的固定气缸660,固定气缸660的伸缩端安装有一个固定杆661,所述动铁模643上设有与动铁承载孔贯通的固定孔6431,固定杆伸入固定孔内对动铁承载模内的动铁进行固定,当光线检测组件检测到动铁模内有工件后,动铁固定组件动作,固定气缸驱动固定杆前移,固定杆伸入动铁模的固定孔内与动铁相抵,提供一个挤压力,保证动铁在动铁模内的稳固性。
44.进一步的说,参见图9和图10所示,所述的检测工位7包括与安装台面固定连接的检测支架70,检测支架70的上端设有对动铁进行承载的检测承载座 71,位于检测承载座71两侧的安装台面上设有对动铁进行视频检测的视频检测单元72,所述检测支架上还设有检测固定组件73,所述检测固定组件73包括与检测支架连接的固定支架730,固定支架730上设有检测定位气缸731,检测定位气缸731的输出端设有压覆于动铁上的检测顶杆732,所述检测承载座71 上设有供检测顶杆伸入对动铁进行压紧的检测固定孔710,所述的检测支架70 上还设有可以上下升降的清屑气缸74,清屑气缸74的活动端设有清屑顶针740,所述检测承载座71上设有供清屑顶杆伸入动铁下端腔体的清屑孔711,本实用新型通过视频检测单元来对动铁的端部进行成型,根据图像来判断动铁端部是否有钢珠,从而判断产品是否完成,与此同时,检测固定组件对工件进行夹紧,提供一个锁紧力,保证动铁在检测承载座上的稳固性,便于后续的清屑顶针的动作,从而保证清屑顶针能够将动铁内的加工残屑清除掉。
45.进一步的说,参见图6所示,所述的平移抓取机构3由对称布置两个平移抓取组件30构成,所述的平移抓取组件30包括与安装台面固定连接的抓取支架301,以及与两抓取支架301固定连接的抓取安装板302,抓取安装板302上设有电动丝杆滑台303,电动丝杆滑台303上固定安装有升降安装板304,升降安装板304上设有升降驱动气缸305,位于升降驱动气缸305两侧的升降安装板 304上固定设有升降导轨306,还包括设置在升降导轨上的夹爪安装板307,一组夹爪308水平安装在夹爪安装板307上,升降驱动气缸305的输出端与夹爪安装板307连接,此处通过电动丝杠滑台来实现夹爪的水平位移,从而实现夹爪在不同工位之间的移动,升降驱动气缸用于驱动夹爪安装板的上下运动,从而带动夹爪的上下运动,完成夹爪接近和远离工件的动作。
46.进一步的说,参见图7和图8所示,所述的出料组件4包括与安装台面固定连接出料底座40,出料底座40的上表面分别设有第一安装座401和对从振动料盘过来的输送架进行承托的承托架41,所述第一安装座401的侧面设有顶料气缸42,位于第一安装座401的上端设有出料导向板43,出料导向板43上设有出料导槽44,还包括一个在出料导槽44内滑动的一侧开口的出料座45,出料座45固定在顶料气缸42的输出端上,当顶料气缸处于缩回状态时,出料座的侧边开口与输送架的出口相对应,此处所述的出料组件用于实现动铁的上下运动,动铁从振动料盘出来经过输送架传递到出料座,出料座在顶料气缸的作用下向上运动,使得动铁的上端高于出料导向板,方便夹爪对动铁的夹取。
47.进一步的说,所述的承托架41上还设有辅助气缸410,辅助气缸410上设有辅助挡板411,辅助挡板411用于对出料座的开口侧进行封挡,并在出料座上升过程中,辅助挡板与出料座同步上升,由于出料座的一侧设有进料的开口,在出料座上升过程中,动铁存在掉落的可能,设置的辅助挡板用于对出料座的开口侧进行封挡,并随着出料座的上升而上升,解决了动铁从出料座中掉出的问题。
48.综上所述,本实用新型具有以下有益效果:
49.1、本实用新型针对产线的需求,改变了各个工位的布置方式,有效控制了设备整体的尺寸,满足产线的需求。
50.2、本实用新型进一步的对动铁收口工位进行了改进,针对动铁与钢珠收口完成后容易卡在模具内的问题,本实用新型增加了顶杆和复位弹簧,在收口工程中,顶杆和复位弹簧被压缩,当收口完成后,复位弹簧的作用力使的顶杆将动铁从模具中顶出,避免动铁卡模的问题,减少了人工拿取存在的安全性的问题。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1