一种定位销压装自动送料装置的制作方法
1.本实用新型涉及一种定位销压装自动送料装置。
背景技术:
2.目前,汽车发动机用进气气管上有多个销孔,每个销孔中要压装定位销,定位销分为圆销和菱形销,工人需要将不同的定位销放入指定的销孔中,由于两种定位销的结构相似,工人很容易混装,费时、费力。
技术实现要素:
3.本实用新型的目的是为了克服以上的不足,提供一种定位销压装自动送料装置。
4.本实用新型的目的通过以下技术方案来实现:一种定位销压装自动送料装置,包括储料杆,储料杆的顶部侧面开有入料口,储料杆内设有上料槽,入料口与上料槽相通,储料杆底部插入卡块中,卡块固定在上料底座上,上料底座中设有上料腔,上料底座上开有落料口,使得上料腔与上料槽相通,上料腔中落料口下方设有接触开关,上料腔内塞有送料活塞,送料活塞通过推杆连接有气缸,送料活塞的前部设有料槽,上料底座的前部顶端开有出料口,上料底座的前部底端设有油缸,油缸的顶杆伸入上料腔内,出料口处设有传感器,上料底座的前端设有限位开关。
5.本实用新型的进一步改进在于:气缸通过固定座来固定。
6.本实用新型的进一步改进在于:送料活塞中设有空腔。
7.本实用新型的进一步改进在于:入料口为仿形结构。
8.本实用新型与现有技术相比具有以下优点:
9.本实用新型能够防止圆销和菱形销的混装,还能避免员工重复上料,减少员工的工作量。
10.附图说明:
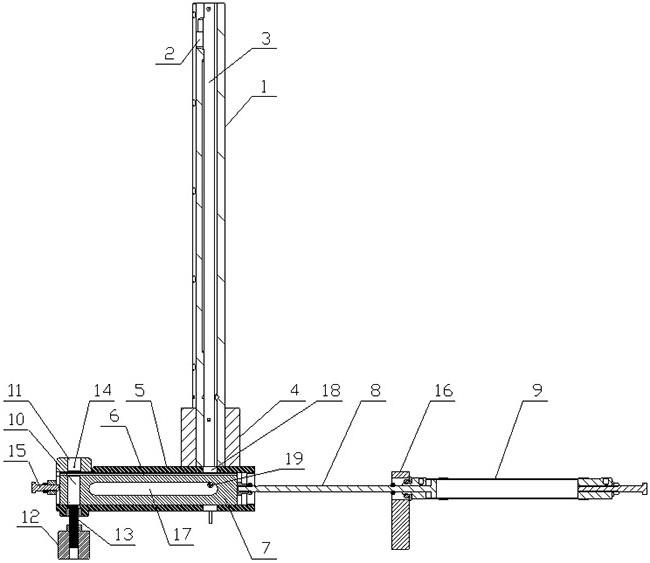
11.图1为本实用新型的结构示意图;
12.图2为图1中c-c的结构示意图;
13.图中标号:1-储料杆、2-入料口、3-上料槽、4-卡块、5-上料底座、6-上料腔、7-送料活塞、8-推杆、9-气缸、10-料槽、11-出料口、12-油缸、13-顶杆、14-传感器、15-限位开关、16-固定座、17-空腔、18-落料口、19-接触开关。
14.具体实施方式:
15.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。在本实用新型的一种实施方式中描述的元素和特征可以与一个或更多个其它实施方式中示出的元素和特征相结合。应当注意,为了清楚的目的,说明中省略了与本实用新型无关的、本领域普通技术人员已知的部件和处理的表示和描述。基于本实用新型中的实施例,本领域普通技术人员在没有付出创造性劳动的前提下所获得的所
有其他实施例,都属于本实用新型保护的范围。
16.如图1和图2示出了本实用新型一种定位销压装自动送料装置的一种实施方式,包括储料杆1,储料杆1的顶部侧面开有入料口2,入料口2为仿形结构,防止定位销安装方向不对。
17.储料杆1内设有上料槽3,入料口2与上料槽3相通,储料杆1底部插入卡块4中,卡块4固定在上料底座5上,上料底座5中设有上料腔6,上料底座5上开有落料口18,使得上料腔6与上料槽3相通,上料腔6中落料口18下方设有接触开关19,上料腔6内塞有送料活塞7,送料活塞7中设有空腔17,可以减少用料,并且减轻重量,推拉更加方便。
18.送料活塞7通过推杆8连接有气缸9,气缸8通过固定座16来固定,更加稳定。
19.送料活塞7的前部设有料槽10,上料底座5的前部顶端开有出料口11,上料底座5的前部底端设有油缸12,油缸12的顶杆13伸入上料腔6内,
20.出料口11处设有传感器14,可以判断出料口11处是否有物料。
21.上料底座5的前端设有限位开关15,保证料槽10与出料口11在同一轴线上。
22.储料杆1可以从卡块4上拆卸下来,将菱形销通过入料口2进入上料槽3内,使上料槽3内填满菱形销,之后将装满菱形销的储料杆1插入卡块4中,菱形销掉落到送料活塞7的料槽10内,菱形销碰到接触开关19,接触开关19给发信号给气缸9,气缸9的推杆8则推动送料活塞7,将菱形销推到出料口11的正下方,此时送料活塞7触碰到限位开关15,限位开关15发信号给油缸12,油缸12的顶杆13伸入料槽10将菱形销从出料口11顶出去,菱形销被压装到定位销孔中,顶杆13自动缩回,此时,传感器14判断出料口11处没有物料,则发信号给气缸9,气缸9通过推杆8缩回将送料活塞7拉回,料槽10退到上料槽3下方,等待下一个菱形销掉落。
23.本实用新型即能防止圆销和菱形销混装,又能避免员工重复上料,减少员工工作量。
24.最后应说明的是:虽然以上已经详细说明了本实用新型及其优点,但是应当理解在不超出由所附的权利要求所限定的本实用新型的精神和范围的情况下可以进行各种改变、替代和变换。而且,本实用新型的范围不仅限于说明书所描述的过程、设备、手段、方法和步骤的具体实施例。本领域内的普通技术人员从本实用新型的公开内容将容易理解,根据本实用新型可以使用执行与在此所述的相应实施例基本相同的功能或者获得与其基本相同的结果的、现有和将来要被开发的过程、设备、手段、方法或者步骤。因此,所附的权利要求旨在在它们的范围内包括这样的过程、设备、手段、方法或者步骤。
技术特征:
1.一种定位销压装自动送料装置,包括储料杆(1),储料杆(1)的顶部侧面开有入料口(2),储料杆(1)内设有上料槽(3),入料口(2)与上料槽(3)相通,储料杆(1)底部插入卡块(4)中,卡块(4)固定在上料底座(5)上,所述上料底座(5)中设有上料腔(6),上料底座(5)上开有落料口(18),使得所述上料腔(6)与所述上料槽(3)相通,所述上料腔(6)中落料口(18)下方设有接触开关(19),所述上料腔(6)内塞有送料活塞(7),送料活塞(7)通过推杆(8)连接有气缸(9),送料活塞(7)的前部设有料槽(10),所述上料底座(5)的前部顶端开有出料口(11),所述上料底座(5)的前部底端设有油缸(12),油缸(12)的顶杆(13)伸入上料腔(6)内,所述出料口(11)处设有传感器(14),所述上料底座(5)的前端设有限位开关(15)。2.根据权利要求1所述一种定位销压装自动送料装置,其特征在于:所述气缸(9)通过固定座(16)来固定。3.根据权利要求1所述一种定位销压装自动送料装置,其特征在于:所述送料活塞(7)中设有空腔(17)。4.根据权利要求1所述一种定位销压装自动送料装置,其特征在于:所述入料口(2)为仿形结构。
技术总结
本实用新型涉及一种定位销压装自动送料装置,包括储料杆,储料杆的顶部侧面开有入料口,储料杆内设有上料槽,入料口与上料槽相通,储料杆底部插入卡块中,卡块固定在上料底座上,上料底座中设有上料腔,上料底座上开有落料口,使得上料腔与上料槽相通,上料腔中落料口下方设有接触开关,上料腔内塞有送料活塞,送料活塞通过推杆连接有气缸,送料活塞的前部设有料槽,上料底座的前部顶端开有出料口,上料底座的前部底端设有油缸,油缸的顶杆伸入上料腔内,出料口处设有传感器,上料底座的前端设有限位开关。本实用新型能够防止圆销和菱形销的混装,还能避免员工重复上料,减少员工的工作量。工作量。工作量。
技术研发人员:李史华 王俊有 马勇乐
受保护的技术使用者:江苏文灿压铸有限公司
技术研发日:2021.12.26
技术公布日:2022/5/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1