一种12米钢板铣边自动化装置的制作方法
1.本实用新型属于金属机械加工机械设备技术领域,涉及一种采用刀盘高速铣削的工作原理,可以广泛应用于锅炉、压力容器制造行业、造船、电力、石油、化工机械、工程机械制造,可加工各类中低碳钢板、不锈钢板及铝板在焊接前的斜边、直边、u型坡口等专用设备,特别涉及一种12米钢板铣边自动化装置。
背景技术:
2.目前,国内随着生产力的不断提高,机械设备翻新速度也在不断加快,而专用机床中应用较多的铣边机也在不断更新。在现有技术中,传统用于钢板切边机需要加工的板材大而重,钢板切边机操作不能自动化,除了走刀位置其他都是人工操作,存在:操作非常不方便,加工效率和加工精度比较低等问题。如要实现自动化加工,必须改进机械结构和动力系统,增加自动化改造设计,提高工作效率。对铣边设备、加工工艺也提出了更高的要求,应向精度高、能耗低、效率高的方向发展。
技术实现要素:
3.本实用新型克服了上述存在的缺陷,目的是为解决操作不方便、加工精度低等问题,解决钢板在铣削过程中容易发生偏移和上翘的现象,增加铣削精度,提高生产率,提供一种12米钢板铣边自动化装置。
4.本实用新型12米钢板铣边自动化装置内容简述:
5.本实用新型12米钢板铣边自动化装置,其特征在于:是由:铣边机基架、铣刀盘、压紧辊、托辊、钢板推进车、钢板、传动系统、减速器和轨道组成,带有压紧结构和传动系统;压紧结构:压紧辊和托辊设置在铣边机基架的上部构成铣边自动化装置的主体,钢板放置在压紧辊和托辊中间夹紧钢板,铣刀盘设置在压紧辊和托辊的两侧,铣刀盘可左右移动、自由更换,减速器设置在铣刀盘的下面;传动系统由:钢板推进车、钢板、传动系统和轨道构成,钢板推进车、钢板由传动系统带动在轨道上运动。
6.本实用新型12米钢板铣边自动化装置,具有压紧结构、传动系统,增加铣削精度,提高生产率,且精度高、能耗低。适用不同宽度、长度和厚度的钢板,生产铣削面精度高、不带毛纹、无变形、光滑平整,钢板焊接前为钢板开焊缝坡口焊接做准备。
附图说明
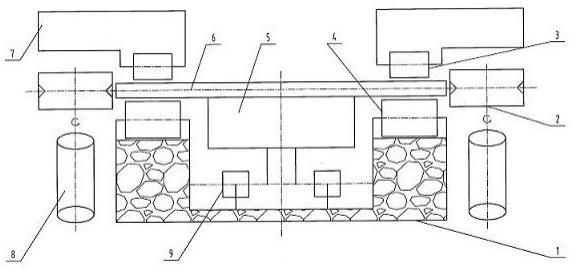
7.图1是12米钢板铣边自动化装置结构示意图;
8.图中:1是铣边机基架、2是铣刀盘、3是压紧辊、4是托辊、5是钢板推进车、6是钢板 、7是传动系统、8是减速器、9是轨道。
具体实施方式
9.本实用新型12米钢板铣边自动化装置是这样实现的,下面结合附图的具体说明。
10.本实用新型12米钢板铣边自动化装置,是由:铣边机基架1、铣刀盘2、压紧辊3、托辊4、钢板推进车5、钢板6、传动系统7、减速器8和轨道9组成,带有压紧结构和传动系统;压紧结构:压紧辊3和托辊4设置在铣边机基架1的上部构成铣边自动化装置的主体,在工作时将钢板6放置在压紧辊3和托辊4中间夹紧钢板,铣刀盘2设置在压紧辊3和托辊4的两侧,铣刀盘2可左右移动也可以自由更换以满足不同加工需求,减速器8设置在铣刀盘2的下面;传动系统由:钢板推进车5、钢板6、传动系统7和轨道9构成,钢板推进车5、钢板6由传动系统7带动在轨道9上运动。
11.铣边过程:启动12米钢板铣边自动化装置的动力系统,铣刀盘2和减速器8同时转动,钢板拉进车5带动钢板6由轨道9驶入,铣刀盘2在钢板6铣边的过程中压紧辊3和托辊4夹住钢板6。
12.本实用新型12米钢板铣边自动化装置,有压紧结构、传动系统,增加铣削精度,提高生产率,且精度高、能耗低,适用不同宽度、长度和厚度的钢板,生产铣削面精度高、不带毛纹、无变形、光滑平整,钢板焊接前为钢板开焊缝坡口焊接做准备。
技术特征:
1.一种12米钢板铣边自动化装置,其特征在于:是由:铣边机基架(1)、铣刀盘(2)、压紧辊(3)、托辊(4)、钢板推进车(5)、钢板(6)、传动系统(7)、减速器(8)和轨道(9)组成,带有压紧结构和传动系统;压紧结构:压紧辊(3)和托辊(4)设置在铣边机基架(1)的上部构成铣边自动化装置的主体,钢板(6)放置在压紧辊(3)和托辊(4)中间夹紧钢板,铣刀盘(2)设置在压紧辊(3)和托辊(4)的两侧,铣刀盘(2)可左右移动、自由更换,减速器(8)设置在铣刀盘(2)的下面;传动系统由:钢板推进车(5)、钢板(6)、传动系统(7)和轨道(9)构成,钢板推进车(5)、钢板(6)由传动系统(7)带动在轨道(9)上运动。
技术总结
本实用新型涉及一种12米钢板铣边自动化装置,其特征在于:压紧辊和托辊设置在铣边机基架的上部构成铣边自动化装置的主体,钢板放置在压紧辊和托辊中间夹紧钢板,铣刀盘设置在压紧辊和托辊的两侧,铣刀盘可左右移动、自由更换,减速器设置在铣刀盘的下面;传动系统由:钢板推进车、钢板、传动系统和轨道构成,钢板推进车、钢板由传动系统带动在轨道上运动。本实用新型具有压紧结构、传动系统,增加铣削精度,提高生产率,且精度高、能耗低。适用不同宽度、长度和厚度的钢板,生产铣削面精度高、不带毛纹、无变形、光滑平整,钢板焊接前为钢板开焊缝坡口焊接做准备。坡口焊接做准备。坡口焊接做准备。
技术研发人员:张志义 张志权 张连友 罗智丰 张岩 魏诗文 郝文鑫 吴茜媛 陈炳秀 高明阳
受保护的技术使用者:鞍山钢制压力容器有限公司
技术研发日:2021.12.30
技术公布日:2022/9/9
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1