用于弯管机的心轴的制作方法
1.本发明涉及一种用于弯管机的心轴。
2.已知用于弯曲管的心轴用于在管正被弯曲时支撑管的内部。心轴被插入待弯曲的管的节段中,并且,当弯曲发生时,心轴的柔性部分与管一起弯曲,支撑内部并防止它不必要地塌陷或变形。
背景技术:
3.us 4,635,464公开了一种用于弯曲管的心轴,该心轴包括直线部分和柔性部分。直线部分包括由螺纹联接件接收在心轴柄孔内的杆,该心轴柄孔又连接到柄接头。柄接头由两个镜面相同的部分制成,以在内部容纳也由两个相同的半部制成的中间铰接元件的凸件。两个相同的半部由具有球形外周表面的环形部件结合,该球形外周表面旨在与待弯曲的管接触。环形部件被拧到铰接元件的两个半部上。在每个中间铰接元件内部都有盲孔,其设计用于容纳弹簧加载的球。铰接元件的凸件位于其中的凹座在其底部具有凹槽,用于接收和保持球,使得在非操作位置,铰接元件相互对齐,以便于将心轴引入待弯曲的管中。末端铰接元件没有凹部件,因为它不用于为铰接元件创建新连接,因此不需要被制成两个半部。
4.应当理解,如上所述的那些铰接元件必须以相当的精度制造,因为环形部件的内螺纹必须拧到同一铰接元件中的两个不同的相对件的两个外螺纹上。
5.为了解决这个问题,us 6,085,572描述了一种与上述专利类似的心轴,其中柄接头和中间铰接元件两者都制成可以根据中心轴向平面组装在一起的两个半部。然而,与上述专利不同,接合两个半部并与待弯曲的管的壁接触的环形部件由弹性环保持到其上。
6.该解决方案消除了铰接元件的两个部分与环形部件的螺纹联接的缺陷。然而,仍然需要在心轴中以相当的精度生产两个半件。这些部件被制成为两个半部,使用时具有有限的阻力。
7.us 3,408,850公开了一种弯管心轴,其包括一系列的外内螺纹球构件和一系列的内球-连杆构件,它们以端对端的关系连接在一起;每个球-连杆构件具有形成在其一端的球形分段凸部分和形成在其另一端的分段凹部分。所述凹部分包括两个外螺纹纵向延伸部分,其内表面互相配合以包围所述球形凹槽的主要部分。
8.因此,可以理解,凹部分或球形部分被制成为两部分,而不是一件式的。
9.us 3,286,503提供了一种管材弯曲心轴,其具有刚性区域和可移除地连接到刚性区域的柔性区域。心轴的柔性区域包括连杆和心轴球,每个连杆都具有可在相应的凹部件中移动的连杆球或凸部件。每个连杆球由沿子午平面对置的两部分组成;凹部件包括在明显的外螺纹圆柱形扇区中延伸的外螺纹杯形部分,杯形部分和圆柱形扇区两者都被拧到心轴球中制成的内螺纹上。为了在每个连杆中实现每个凹部件的可拆卸安装,以在任何球损坏的情况下便于更换,有必要移除凹部分的圆柱形扇区。
10.因此,可以理解的是,根据us 3,286,503的心轴柔性区域的凹部件和凸部件两者
中的每者都制成为两部分而不是一件式的。
技术实现要素:
11.本发明旨在克服由以下事实引起的缺陷:在现有技术中,心轴的柔性部分制造为具有联接元件,该联接元件具有的凹部件或凸部件或两者都制成为至少两部分,所述至少两部分要在使用前在组装心轴的柔性部分时被结合在一起。
12.本发明的一个目的是将心轴的柔性部分的凹部件和凸部件两者制造为一件式的。
13.本发明的另一个目的是提供心轴的柔性部分,其可以以简单且快速的方式准备好使用。
14.本发明的另一个目的是提供一种心轴的柔性部分,其具有比现有技术更高的机械强度特征。
15.本发明的又一个目的是提供铰接元件,其在部件的数量上比现有技术少,并因此比以前更容易且更快速地组装。
16.本发明的另一个目的是提供在损坏或磨损的情况下由易于更换的部件形成的铰接元件。
17.上述和其它目的是通过一种用于弯管机的心轴来实现的,该心轴包括细长体,该细长体具有连接到心轴杆的第一端和与第一端相反的第二端,在第二端中具有球形座,以及至少包括中间铰接元件和末端铰接元件。
18.每个中间铰接元件包括:配备有球形座的球接头一件式杯形部件,以及从一件式杯形部件向外延伸的柱,以及构造成被引入所述的球形座中的一件式的球形部件。
19.由于每个球形接头仅包括一件式凸部件和一件式凹部件,因此球形接头不需要像现有技术的心轴的柔性部分那样的结构精度。
20.为了允许将球形部件作为凸部件引入球形座或凹部件中,同时保持球接头的功能,其中凸部件和凹部件彼此紧密接触,球形部件被配置为如同外周减轻的球体。该球形部件优选地是由圆柱体形成的实体,该圆柱体的相对的基部是同一球体的球冠,使其轴线垂直于球形部件的中心轴线。所述球体的直径略小于凹部件的球形座的直径。
21.有利地,所述实体通过垂直于所述中心轴线的分割面由平面界定。此外,该实体具有沿球形部件的中心轴线定向的主孔,用于柱的插入。
22.有利地,凸部件具有横向的至少一个第二螺纹孔,或倾斜的第三螺纹孔,用于插入定位螺钉。第二螺纹孔中的定位螺钉能够阻止螺纹柱从球形部件旋出,而第三螺纹孔中的定位螺钉能够阻挡球形部件中的光滑柱。
附图说明
23.将参照其优选实施例和相关变型描述并与附图一起考虑本发明,在附图中:
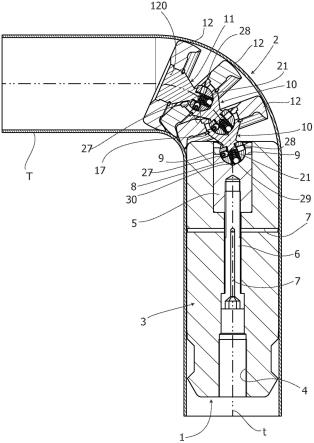
24.图1示出了根据本发明的用于弯管机的心轴的第一实施例在管内在其90
°
弯曲操作后的轴向纵向截面;
25.图2是图1中的中间铰接元件的杯形部件和柱的放大透视图;
26.图3是图2中的中间铰接元件的杯形部件和柱的后端视图;
27.图4是沿图3中线a-a截取的截面图;
28.图5是图1中的中间铰接元件的凸部件或球形部件的放大透视图;
29.图6是图5中凸部件的端视图;
30.图7是沿着图6的线b-b截取的截面图;
31.图8是图5的侧视图;
32.图9和图10分别是图5中的凸部件的俯视图和仰视图;
33.图11示出了根据本发明的用于弯管机的心轴的第二实施例在管内在其90
°
弯曲操作之后的轴向纵向截面图,其中使用了中间铰接元件的杯形部件和柱的第一变型;
34.图12是图11中的中间铰接元件的杯形部件和柱的第一变型的类似于图3的端视图;
35.图13是沿着图12的线c-c截取的截面图;
36.图14示出了根据本发明的用于弯管机的心轴的第三实施例在管内在其90
°
弯曲操作之后的轴向纵向截面图,其中使用中间铰接元件的杯形部件和柱的第二变型;
37.图15是图14中的中间铰接元件的杯形部件的第二变型的类似于图3的端视图;
38.图16是沿着图15的线d-d截取的截面图;
39.图17与图7相似,示出了球形部件的第一变型;
40.图18是使用图16中的杯形部件和柱的第二变型以及图17中的球形部件的第一变型的两个中间铰接元件的局部纵向截面图;
41.图19示出了根据本发明的用于弯管机的心轴的第四实施例在管内在其90
°
弯曲操作之后的轴向纵向截面图,其中使用了中间铰接元件的杯形部件和柱的第三变型;
42.图20是图19中的中间铰接元件的杯形部件和柱的第三变型的前端视图;
43.图21是沿着图20的线e-e截取的截面图;
44.图22是图19中的铰接端元件的外杯形部件和柱的类似于图21的截面图;
45.图23是根据本发明的中间铰接元件的杯形部件的第四变型的侧视图;
46.图24是沿着图23的线f-f截取的截面图;
47.图25是根据本发明的柱的第一变型的轴测图;
48.图26是图25中的柱的第一变型的前端视图;
49.图27是图25中的柱的第一变型的侧视图;
50.图28是沿着图27的线g-g截取的截面图;
51.图29是使用图23中的杯形部件的第四变型和图25中的柱的第一变型的两个中间铰接元件的局部纵向截面图;
52.图30是根据本发明的中间铰接元件的杯形部件和柱的第五变型的侧视图;
53.图31是沿着图30的线h-h截取的截面图;
54.图32是图30中的杯形部件的第五变型的前端视图;
55.图33是根据本发明的球形部件的第二变型的轴测图;
56.图34是图33中的球形部件的第二变型的后端视图;
57.图35是沿着图34的线i-i截取的截面图;
58.图36是图33中的球形部件的第二变型的俯视平面图;
59.图37是使用图30中的杯形部件和柱的第五变型以及图33中的球形部件的第二变型的两个中间铰接元件的局部纵向截面;
60.图38是根据本发明的中间铰接元件的杯形部件的第六变型的侧视图;
61.图39是沿着图38的线l-l截取的截面图;
62.图40是图38中的杯形部件的第六变形例的前端视图;
63.图41是根据本发明的柱的第二变型的轴测图;
64.图42是图41中的柱的第二变型的前端视图;
65.图43是图41中的柱的第二变型的侧视图;
66.图44是沿着图43中的线m-m截取的截面图;
67.图45是使用图38中的杯形部件的第六变型、图33中的球形部件的第二变型和图41中的柱的第二变型的两个中间铰接元件的部分纵向截面;以及
68.图46至49是部分分解截面图,其示意性地解释了根据本发明的心轴的后续的组装阶段。
具体实施方式
69.本发明以实施例和变型进行了描述,这些实施例和变型在附图中示出,其中相同或相似的部件用相同的参考数字表示。
70.通常,用于弯曲管的心轴具有直线部分1和柔性部分2,如在图1、11、14、19中的轴向纵向截面图所示,其在管t内部已经弯曲90
°
。该管可以具有圆形或多边形的横截面。
71.直线部分1具有细长体3,该细长体通常通过螺纹4连接到未示出的心轴杆。细长体3具有与待弯曲的管t的轴线重合的轴线t。细长体3在内部具有优选为圆柱形的腔,在该腔中容纳插件5,该插件5具有用于球形接头的球形座8。插件5由螺钉6保持,螺钉在图中显示为六角螺栓。传统上,细长体3具有润滑通道,总体由7表示,其与管t的内部连通。根据本发明,插件5被制成为一件式,与管t同轴,该管t也与细长体3的轴线中心t重合。显然,直线部分1旨在在弯曲操作时保留在待弯曲的管t的直的部分中。插件5的球形座8通过至少一个孔9与细长体3连通。
72.柔性部分2包括至少一个中间铰接元件10和末端铰接元件11,每者均被外周部件12包围,外周部件12被配置为靠在待弯曲的管t的内壁上。如果管是圆柱形的,则外周部件是球截形(spherical segment)的形状,旨在与待弯曲的管t的圆柱形壁进行接触。如果待弯曲的管t具有多边形形状,例如正方形或矩形,则外周部件相应地成形。根据本发明的第一实施例,每个中间铰接元件10和末端铰接元件11被插入到它们的外周部件12的中心孔中并以常规方式保持在那里。
73.现在还参考图2、3和4,它们分别是图1中的铰接元件的杯形部件和柱的放大比例的透视图、图2中的中间铰接元件的杯形部件和柱的后端视图以及沿图3中线a-a截取的截面图。每个中间铰接元件10包括球接头的一件式杯形部件13,其具有中心轴线c。杯形部件13具有球形座14,其具有确定的内径。球形座14基本上成形为部分球形腔,其在外侧由圆周边缘15界定,圆周边缘以突出部48横向突出。
74.至少一个孔16,在所示实施例中是两个,是根据横向轴线d制成的,该横向轴线d垂直于中心轴线c,其目的将在后面解释。
75.圆周边缘15防止球接头的凸部件脱出,如下所示。圆周边缘15以突出部48横向地延伸到外部,当杯形部件13插入其中时,突出部48以已知方式邻接在外周部件12中制成的
相应的肩部。杯形部件13通过容纳在杯形部件13的凹槽18中的弹性环17(图1)保持在外周部件12中。
76.中间铰接元件的杯形部件13延伸到沿其中心轴线c从其向外延伸的柱19中。柱19带有螺纹。在杯形部件13和柱19之间具有环形表面20,该环形表面20用作球接头的凸部件(以下称为球形部件21)的邻接面。球形部件21在图5、6、7、8、9和10中以放大透视图、其正交视图和沿图6中的线b-b截取的截面图示出。
77.球形部件21为一件式的且具有中心轴线s。它以这样的方式被构造,使其被引入细长体3的插件5的球形座8或中间铰接元件的杯形部件13的球形座14中,并被保持在其中。为此目的,球形部件21基本上是减轻的球体(lightened sphere),其可以被认为是由圆柱体22形成,该圆柱体22的相对的基部是同一球体的球冠23、23。结合两个球冠23、23的圆柱体22可以用棱柱或其它细长形状代替,因为只有球冠23、23与插件5的球形座8或与中间铰接元件的杯形部件13的球形座14进行接触。球形部件21具有根据中心轴线s定向的主螺纹孔24,并且通过垂直于其中心轴线s的分割面(secant plane)由平面25界定。从杯形部件13延伸的柱19拧入球形部件21的主螺纹孔24中。此外,球形部件21设置有至少一个第二螺纹孔26,第二螺纹孔26具有垂直于主螺纹孔24的轴线s的横向轴线r。第二螺纹孔26适合于接收定位螺钉27(图1),该定位螺钉27能够锁定旋拧到球形部件21上的柱19。在中间铰接元件10被插入它们的外周部件12内部并且插件5插入细长体3中之前,定位螺钉27通过孔16插入中间铰接元件10的杯形部件13中并且通过孔9插入细长体3的球接头插件5中。
78.根据图1所示的第一实施例,柱19具有自由端,在其中获得与杯形部件13的中心轴线c同轴的盲孔31(图4)。盲孔31适合容纳预压缩的螺旋弹簧28和球29。中间铰接元件10的杯形部件13的球形座14和细长体3的插件5的球形座8两者都具有球冠的形状的凹陷30,其轴线与相应的中心轴线t和c重合。球冠的形状的凹陷30适于接收并保持在柱19的盲孔31中由螺旋弹簧28加载的球29。如已知,这种布置用于在心轴的柔性部分2不在适当位置时以及当它需要被插入待弯曲的新管中时保持其是直的。
79.现在参考图11,该图以轴向纵向截面图示出了根据本发明的心轴的第二实施例,其具有插件5、中间铰接元件101和末端铰接元件111,所有这些都相对于第一实施例略有修改。在图11中可以看出,细长体3的插件变型5和中间铰接元件101的杯形部件131的第一变型具有盲孔32。
80.图12和13以后端视图和沿线c-c的截面图示出了杯形部件131的第一变型。特别是,图13详细示出了杯形部件131中的盲孔32,其与中心轴线c同轴。盲孔32适于容纳预压缩的螺旋弹簧28和球29。中间铰接元件101和末端铰接元件111的柱191也带有螺纹。
81.中间铰接元件101的柱191,与末端铰接元件111的柱一样,在自由端40中具有球冠的形状的凹陷33,其轴线与杯形部件131的中心轴线c重合。如在第一实施例中,球冠的形状的凹陷33适于接收并保持在细长体3的插件5的和中间铰接元件101的杯形部件131的盲孔32中由螺旋弹簧28加载的球29。
82.现在参考图14,该图以轴向纵向截面图示出了根据本发明的心轴的第三实施例,其具有插件5、中间铰接元件102和末端铰接元件112,所有这些都相对于第二实施例略有修改。图15和16以后端视图和沿线d-d的截面图示出了杯形部件132的第二变型。图17与图7相似,并示出了具有小差异的球形部件的第一变型,稍后将对该小差异进行描述。由于差异
小,所以球形部件保留参考数字21。图18是使用图16中的杯形部件132的第二变型和图17中的球形部件21的第一变型的两个中间铰接元件的局部纵向截面图。
83.在图14中,注意到细长体3的插件5和中间铰接元件102的杯形部件132两者都具有盲孔34,其优选为圆柱形。图16详细示出了杯形部件132中的盲孔34,其与中心轴线c同轴。盲孔34适于容纳永磁体35,其优选为钕磁体(图14)。永磁体35具有的尺寸适于被容纳并保持在盲孔34中。中间铰接元件102的柱192和末端铰接元件112的柱193两者都带有螺纹并由铁质材料制成,它们被永磁体35吸附,从而使得心轴的柔性部分2在其被引入待弯曲的管内之前在重力下自动保持是直的。
84.已经如前所述,在将永磁体35插入盲孔34的腔中之后,将球形部件21插入杯形部件132的球形座14中。此时,中间铰接元件102的柱192或末端铰接元件112的柱193可旋拧在球形部件21上。球形部件21具有座39,用于接收位于杯形部件132和螺纹柱192之间的邻接部分45。邻接部分45邻接台阶46,该台阶46旨在当柱192完全拧入球形部件21的主孔24内时撞击球形部件21的平面25。在该位置,螺纹柱192的环形表面20与球形部件21的座39的基部47接触。由于柱192的邻接部分45,该邻接部分45在拧入球形部件21的座39内后被定位,因此减少了相互联接中的间隙;因此降低了在使用根据本发明的心轴时部件的磨损和停止使用的风险。
85.为了提高由此制成的球接头的密封性,将定位螺钉27插入杯形部件132的孔16中,以阻止柱192或193的螺纹拧松。
86.现在参考图19,其以轴向纵向截面图示出了根据本发明的心轴的第四实施例。细长体300、中间铰接元件103和末端铰接元件113被修改。需要注意的是,与其中球形座8在细长体3的插件5中制成的之前的实施例不同,在根据第四实施例的心轴的直线部分1中,球形座8直接在细长体300中获得。细长体300适于在其第一端通过螺纹联接件4连接到心轴杆(未示出);它具有润滑通道,一般用7表示,其与管t的内部连通。细长体300在其第二端设置有至少一个孔90(图19中数量为2),该孔垂直于圆柱体300的中心轴线t,并与管t的内部连通。如图5、6、7、8、9和10所示,当球形部件21插入球形座8中并且孔90与球形部件21的第二螺纹孔26同轴时,孔90允许定位螺钉27通过。
87.在第四实施例中,心轴的柔性部分2也与之前的实施例有一些不同。
88.在中间接头元件103中,外周部件121与杯形部件133是一体式的,如图20和21中详细示出的,图20和21分别是图19的元件中间接头的杯形部件的放大前端视图和沿图20的ee线获得的截面。外周部件121被表示为球截形,并且在这种情况下,心轴旨在用于待弯曲的圆柱形管。外周部件121设置有孔160,其将管t的内部与杯形部件133的球形座14连接。孔160垂直于杯形部件133的中心轴线c,当球形部件21插入球形座14中并且孔160与球形部件21的第二螺纹孔26同轴时,该孔160适于允许定位螺钉27通过(图19)。
89.从图19和图22可以看出,图22是根据第四实施例的末端铰接元件113的类似于图21的截面,具有球截形的外周部件121也与杯形部件122是一件式的。显然,如果待弯曲的管具有方形截面,则中间和末端铰接元件的外周部件具有方形轮廓,细长体300也是一样的。
90.应当理解,在铰接端元件113中,外周部件与杯形部件的一件式结构减少了构成心轴的部件的数量并因此减少了其制造成本,并且还使其组装更容易且更快速。
91.除此之外,本发明的第四实施例的柔性部分2与第三实施例类似。事实上,细长体
300和中间铰接元件103的杯形部件133两者都具有盲孔34。图21详细示出了杯形部件133中的盲孔34,其与中心轴线c同轴。盲孔34适用于容纳和适当地保持永磁体35(图19)。由铁质材料制成的中间铰接元件103的螺纹柱192和末端铰接元件113的杯形部件122的同样带螺纹的柱193被永磁体35吸附,使得在将心轴的柔性部分2引入待弯曲的管内之前使其随后变直。显然,外周部件与杯形部件一体的中间和末端铰接元件的变型,以及具有在细长体中获得球形座的心轴的直线部分的变型,也可适用于上述的本发明的其它实施例。
92.现在参考图23和24,它们分别是根据本发明的中间铰接元件的杯形部件的第四变型的侧视图以及沿图23中的线f-f获得的截面图。将杯形部件134的第四变型与第一实施例(图4)进行比较,注意到中间铰接元件的杯形部件134具有与其中心轴线c同轴的通孔140。通孔140配备有邻接部141。
93.插入通孔140中的是柱194,与之前的实施例不同,柱194构成与杯形部件134不同的本体,并且可以被认为是根据本发明的柱的第一变型。
94.柱194在图25中以轴测图示出,在图26中以前端视图示出,在图27中以侧视图示出,并且在图28中以沿图27中的线g-g截取的截面图示出。轴线c的柱194,与杯形部件一样,配备有头部37、光滑的近端部分41和带螺纹的远端部分42。
95.柱194在头部37的端部中与轴线c同轴地具有带有球冠的凹陷43和优选为六角形的凹槽44,用于拧紧柱194。在与头部37相反的端部40中,具有盲孔34,其作为图29中所示的永磁体35的座,图29是使用图23中的杯形部件的第四变型和图25中的柱的第一变型的两个中间铰接元件104的局部纵向截面图。
96.为了组装以其中间铰接元件104、104示出的心轴的实施例,将球形部件21插入杯形部件134的球形座14中。形成连续的中间铰接元件104的一部分的柱194,连同在其圆柱形座34中的永磁体35,依靠扳手(key)通过作用于柱194的头部37的凹槽44上被拧入球形部件21的主螺纹孔24中。为了完成球接头,定位螺钉27通过第二孔16插入,直到它与柱194的螺纹42接触。球形部件21因此被限制在杯形部件134的球形座14中,保持铰接元件。由于在柱的自由端40和前一柱的头部37之间的相互接触,球形杯形凹陷43允许中间铰接元件104相对于前一元件摆动。
97.在由附加部件形成的中间铰接元件104的构造中,杯形部件134的第四变型和柱194的第二变型互相配合,与之前的变型相比,但允许心轴的更简单制造和快速更换损坏或磨损的部件。
98.现在参考图30、31和32,图30、31和32分别是杯形部件135的第五变型的侧视图,根据本发明,其与柱195是一件式的;沿图30中的h-h线截取的截面图;以及图30中的杯形部件的第五变型的前端视图。
99.杯形部件135的第五变型与球形部件210的第一变型(在图33、34、35和36中示出)互相配合用于构成中间铰接元件105(在图37中以局部纵向截面图示出),图33、34、35和36以轴测视图、后端视图、沿图34中的线i-i截取的截面图和俯视平面图示出了球形部件210。
100.中间铰接元件105例如相对于心轴的第三实施例的铰接元件102的主要区别在于:柱195没有螺纹,而是光滑的并且具有侧凹口36。优选地,侧凹口36在纵向截面图中是成角度的,其一侧基本上垂直于中间铰接元件195的轴线c。球形部件210设置有第三螺纹孔260,第三螺纹孔260具有相对于光滑的没有螺纹的主孔240的中心轴线s倾斜的轴线i。与球形部
件210的主孔240连通的第三螺纹孔260适于接收定位螺钉270。定位螺钉270具有与其缩小的头部(lowered head)相对的扁平端。为了方便将定位螺钉拧入第三螺纹孔260内,在杯形部件135的圆周边缘15中制作凹槽38。当与第三螺纹孔260同轴时,定位螺钉270能够到达柱195的侧凹口36并且其扁平端邻接侧凹口36的基本上垂直于轴线c的一侧。这样,当插入球形部件210的主孔240中时,铰接元件的柱195的位置被锁定,以防止其旋转和平移。因此,也防止了与柱195成一件式的杯形部件135的旋转和平移。
101.即使图中未示出,杯形部件135的第五变型中的柱195也可用于末端铰接元件。
102.参考图37,其中两个中间铰接元件105使用图30中的杯形部件的第五变型和图33中的球形部件210的第二变型,示出了中间铰接元件105在前一元件上的组装。
103.首先,将球形部件210插入杯形部件135的球形座14中,然后将永磁体35插入其盲孔34中。连续的中间铰接元件105的柱195被引入到球形部件210中。然后,沿着杯形部件135的圆周边缘15中的凹槽38并穿过与凹槽38同轴布置的第三螺纹孔260,将定位螺钉270拧紧,直到它以其顶端穿透进入正确旋转的柱195的侧凹口36中。柱40的自由端带斜角以允许杯形部件135相对于永磁体35摆动。
104.应当理解,杯形部件135和相关的柱195的第五变型以及球形部件210的第二变型的优势首先在于结构简单,其不需要在柱195和球形部件210之间的螺纹联接。铰接元件105的部件的数量小于铰接元件104的部件的数量。
105.现在参考图38、39和40,它们分别是根据本发明的杯形部件136的第六变型的侧视图、沿图39中的线l-l截取的截面图以及在图38中的杯形部件的第六变型的端前视图。
106.第六变型类似于杯形部件134的第四变型(图23),具有与其中心轴线同轴的通孔140并配备有邻接部141。杯形部件136与第五变型的杯形部件135相同,在圆周边缘15上具有凹槽38并且没有第四变型的第二横向孔16。
107.插入通孔140中的是柱196的第二变型,其与第五变型的柱195一样是无螺纹的,并且与柱194的第一变型一样构成与杯形部件136不同的本体,并且可以是被认为是根据本发明的柱的第二变型。
108.柱196在图41中以轴测图示出,在图42中以后端视图示出,在图43中以侧视图示出,并且在图44中以沿图43中的线m-m截取的截面图示出。与杯形部件相同的轴线c的柱196,它配备有具有球冠形的凹陷43的头部37,并且是光滑的。在与头部37相反的端部40中,具有用于永磁体35的盲孔34。杯形部件136的第六变型与球形部件210的第二变型(如上面引用的图33、34、35和36所示)互相配合用于构成中间铰接元件106。
109.中间铰接元件106相对于铰接元件105的主要区别在于柱196与杯形部件136不是一件式的事实。如已经提到的,球形部件210设置有第三螺纹孔260,其轴线i相对于光滑的即没有螺纹的主孔240的中心轴线s倾斜。与球形部件210的主孔240连通的第三螺纹孔260适于接收定位螺钉270。为了方便将定位螺钉拧入第三螺纹孔260内,在杯形部件136的圆周边缘15中获得凹槽38,如图31的杯形部件135的第五变型。当凹槽38与第三螺纹孔260同轴时,定位螺钉270能够到达柱196的侧凹口36,如已针对杯形部件135的第五变型的柱195描述的那样。这样,铰接元件柱196的位置在插入球形部件210的主孔240内时被锁定以防止其旋转和平移。
110.参考图45,示出了中间铰接元件106在前一个上的组装,图45是两个中间铰接元件
106的局部纵向截面图。每个中间铰接元件106使用图38中的杯形部件136的第六变型、柱196的第二变型和图33中的球形部件210的第二变型。
111.最初,球形部件210插入杯形部件136的球形座14中。然后,在将永磁体35插入其盲孔34中之后,将杆36的第二变型插入主孔240中。然后,沿着杯形部件136的圆周边缘15中的凹槽38并穿过与凹槽38同轴布置的第三螺纹孔260,将定位螺钉270拧紧,直到它以其顶端穿透到正确旋转的柱196的侧凹口36中。柱196的自由端40被接收在连续的柱196的球冠的形状的凹陷43中,以允许中间铰接元件106的摆动。
112.应当理解,杯形部件136和相关的柱196的第六变型以及球形部件210的第二变型的优势首先在于结构简单,其不需要在柱196和球形部件210之间的螺纹联接,同时铰接元件106的部件的数量与铰接元件104的部件的数量相同。
113.应该理解,本发明在其各种实施例和变型中实现了预期目的,特别是每个铰接元件不是构造成即使在心轴被拆开时也要始终保持在一起的两个对称相等的部分。心轴组装时间减少,同时其使用中的阻力增加。特别地,在细长体300、中间铰接元件103和末端铰接元件113的整体的形式中,心轴的制造成本和其装配时间进一步降低,同时其在使用时的阻力增加。
114.图46至49是局部分解的截面图,它们示意性地总结了根据本发明的心轴的后续组装步骤。特别地,示出了中间铰接元件与心轴的细长体的连接。首先,将形状如同外周减轻的球体的一件式的球形部件21被引入心轴的细长体3的插件5的球形座8中。这是由于球形部件21通过垂直于球形部件的中心轴线s的分割面由平面25界定的事实而允许的。如图46所示,球形部件21被引入到球形座8中,具有的配置使得其中心轴线s与细长体3的中心轴线t正交,因此与插件5的中心轴线t正交。图47示出了球形部件21旋转90
°
以容纳在细长体3的球形座8中。随后(图48),将一件式的中间铰接元件10引入其外周部件12中并由弹性元件17保持在那里。如图49所示,中间铰接元件10用其柱19拧入球形部件21内,插入插件5的球形腔8中并由定位螺钉27保持在那里。
115.应当理解,根据本发明,球形部件和中间铰接元件两者都制成一件式。这改进了心轴部件的制造的容易性、组装的容易性,但最重要的是改进了心轴的整体的机械强度。事实上,与已知技术不同,没有用于将球形部件保持在相应的球形座中的装置。保持装置实际上比其它装置更可能屈服,尤其是由于磨损而屈服,并且不再使用根据已知技术的教导制造的心轴。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1