造型物的制造方法及造型物与流程
本发明涉及造型物的制造方法及造型物。
背景技术:
1、近年来,作为生产机构的3d打印机的需求变高,特别是关于对于金属材料的应用在飞机领域等正在面向实用化进行研究开发。使用金属材料的3d打印机利用激光或弧光等热源使金属粉体或金属线材熔融,层叠熔融金属来造型出造型物。
2、例如,作为制造具有叶片的转子的技术有如下技术:在作为中心轴的轴体的周围使熔敷焊道层叠来造型出造型部,之后,将外周切削加工而形成叶片(例如,参照专利文献1)。
3、此外,也已知如下技术:在使熔敷焊道层叠来造型出的层叠体的开口部,借助熔敷焊道形成封堵壁部来封堵,由此,制造出具有内部空间的造型物(例如,参照专利文献2)。
4、专利文献1:日本特开2019-155463号公报。
5、专利文献2:日本特开2020-66027号公报。
6、但是,制造专利文献1中记载的那样的转子时,有需要在其内部形成供冷却介质流动的流路的情况。该情况下,使熔敷焊道在轴体的周围层叠来造型出造型部时,考虑像专利文献2中记载的技术那样借助熔敷焊道形成内部空间。
7、但是,该情况下,随着借助熔敷焊道进行内部空间的造型,造型部的造型时间增加,制造所花的交付时间变长。此外,若使熔敷焊道层叠来形成内部空间的侧壁部分,则在内部空间的内表面形成凹凸,有可能妨碍冷却介质的顺畅的流动。
技术实现思路
1、本发明是鉴于上述事项而作出的,其目的在于提供造型物的制造方法及造型物,前述造型物的制造方法能够容易且高精度地造型出具有作为流路的空洞部的造型物。
2、本发明由下述方案构成。
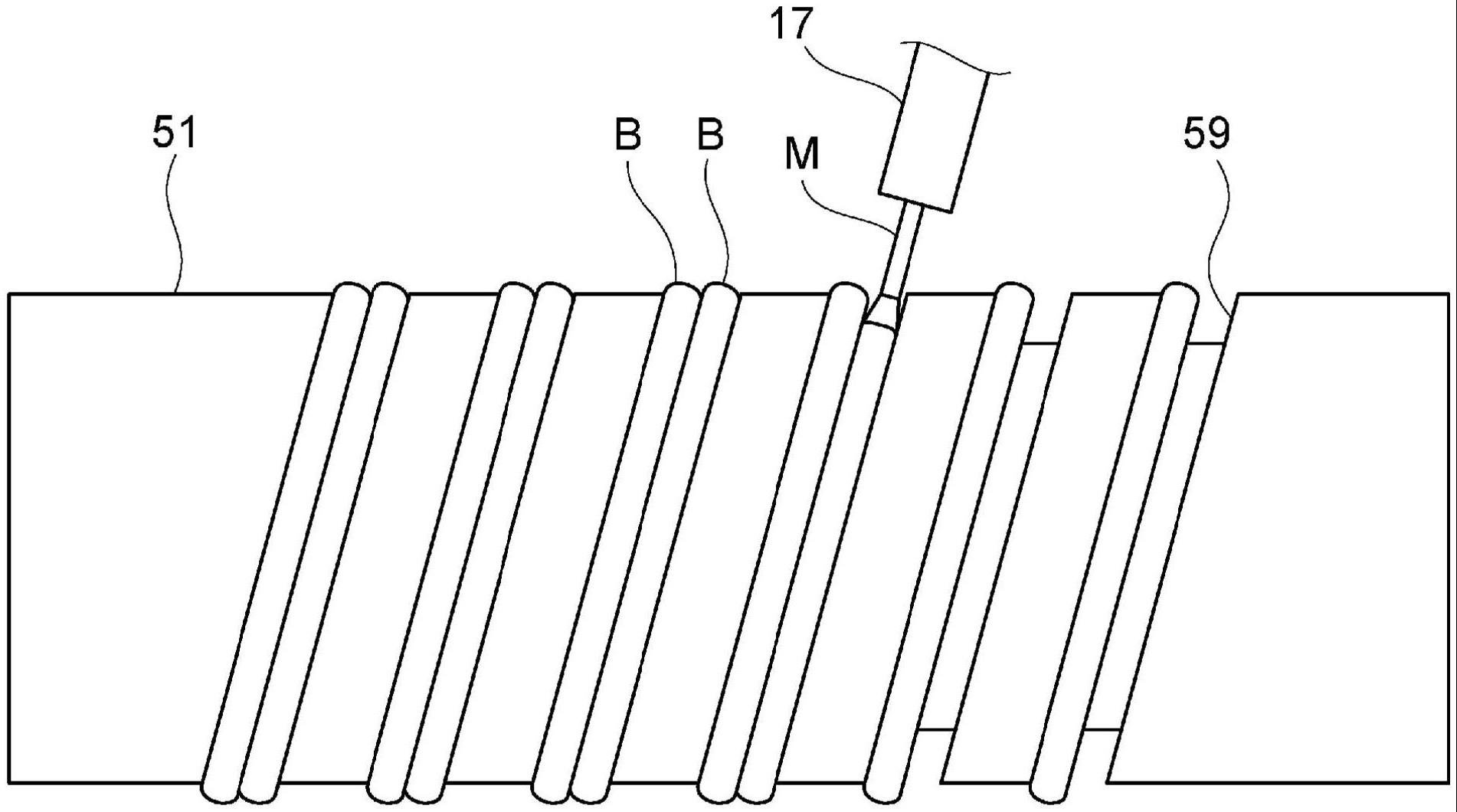
3、(1)一种造型物的制造方法,前述造型物具备造型部和棒状的轴体,熔填材料熔融及凝固而成的熔敷焊道在前述轴体的外周层叠来构成前述造型部,前述造型物的制造方法的特征在于,包括槽部加工工序、槽部封锁工序、造型工序,在前述槽部加工工序中,切削前述轴体的外周,形成槽部,在前述槽部封锁工序中,在前述轴体的前述槽部的边缘部,沿前述槽部形成前述熔敷焊道,封锁前述槽部,形成空洞部,在前述造型工序中,在前述轴体的外周层叠前述熔敷焊道来造型出前述造型部。
4、(2)一种造型物,其特征在于,具备造型部、空洞部、棒状的轴体,前述造型部设置于前述轴体的外周,通过将熔填材料熔融及凝固而成的熔敷焊道层叠来构成,前述空洞部沿前述轴体的外周形成,前述空洞部被槽部和前述熔敷焊道包围,前述槽部形成于前述轴体的外周,前述熔敷焊道沿前述槽部的边缘部形成,封锁前述槽部。
5、发明效果
6、根据本发明,能够容易且高精度地造型出具有作为流路的空洞部的造型物。
技术特征:
1.一种造型物的制造方法,前述造型物具备造型部和棒状的轴体,熔填材料熔融及凝固而成的熔敷焊道在前述轴体的外周层叠来构成前述造型部,前述造型物的制造方法的特征在于,
2.如权利要求1所述的造型物的制造方法,其特征在于,
3.如权利要求1所述的造型物的制造方法,其特征在于,
4.如权利要求2所述的造型物的制造方法,其特征在于,
5.如权利要求3所述的造型物的制造方法,其特征在于,
6.如权利要求4所述的造型物的制造方法,其特征在于,
7.如权利要求1~6中任一项所述的造型物的制造方法,其特征在于,
8.一种造型物,其特征在于,
9.如权利要求8所述的造型物,其特征在于,
技术总结
一种造型物的制造方法,前述造型物具备造型部和棒状的轴体,熔填材料熔融及凝固而成的熔敷焊道在轴体的外周层叠来构成前述造型部,前述造型物的制造方法的特征在于,包括槽部加工工序、槽部封锁工序、造型工序,在前述槽部加工工序中,切削轴体的外周,形成槽部,在前述槽部封锁工序中,在轴体的槽部的边缘部,沿槽部形成熔敷焊道,封锁槽部,形成空洞部,在前述造型工序中,在轴体的外周层叠熔敷焊道来造型出造型部。
技术研发人员:筱崎贵宏
受保护的技术使用者:株式会社神户制钢所
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!