具有用于在焊接过程期间冷却工件的喷嘴装置的焊接装置的制作方法
具有用于在焊接过程期间冷却工件的喷嘴装置的焊接装置
1.本发明涉及一种焊接装置,特别是用于电弧焊接工艺,例如以waam(wire arc additive manufacturing,电弧增材制造)的形式。
2.当使用电弧技术进行连接、堆焊和生成式连接(也称为wire arcadditive manufacturing,电弧增材制造)时,通过熔化或融合基础材料和填充材料使热量输入部件或结构。特别地,在引入多层填充材料时,热量输入发生累积。
3.在waam(wire arc additive manufacturing,电弧增材制造)中,使用已创建的msg方法逐层涂覆金属材料,从而使得产生3d结构或对应的工件。问题在于,工件在整个焊接时间中升温,从而使得发生电气条件的变化、热条件的变化、层结构的变化和变形以及出现回火色。
4.此外,机械技术的材料特性发生不受控的变化,因为每增加一层都会对之前的层造成热影响。
5.目前,人们正试图通过暂停让工件冷却来解决上述问题。msg方法的高熔化性因强制实行该冷却暂停而受到局限。
6.原则上,存在使用气流冷却waam结构的可能性,从而使得可提高冶金性能,并且不需要或极少需要插入冷却暂停。然而,这样的解决方案只适用于非常简单的结构,例如管(圆形路径)的结构,并且在此也只有在要构造的结构围绕其自身轴旋转并且焊枪不被移动时才适用。在这种情况下,冷却喷嘴可始终与焊枪保持一定距离。冷却位置不需要改变。
7.一旦管不再绕其自身轴旋转(转台),焊枪移动但或者焊接更复杂的几何形状,要冷却的位置就会不断发生变化。
8.从这一点出发,本发明的目的在于,提供一种焊接装置,该焊接装置在上述问题方面有所改进。
9.该目的通过具有权利要求1所述特征的焊接装置来实现。本发明的有利的实施方案在对应的从属权利要求中给出并且在下文中进行描述。
10.根据权利要求1,本发明公开了一种用于焊接至少一个工件的焊接装置,该焊接装置具有:
[0011]-焊枪,该焊枪被设计用于产生电弧,以焊接该至少一个工件;和
[0012]-布置在焊枪处的喷嘴装置,该喷嘴装置具有冷却喷嘴阵列,该冷却喷嘴阵列具有至少一排冷却喷嘴,其中相应的冷却喷嘴能够被加载冷却介质的能够预限定的体积流量,以冷却工件(特别是在焊接过程期间),并且被设计用于将冷却介质喷射到工件的要冷却的表面上。
[0013]
因此,本发明有利地允许在能量引入的附近冷却工件以消除过热,即使是焊接时焊枪的运动方向和/或取向发生了改变,因为存在可被加载冷却介质的多个冷却喷嘴。
[0014]
根据本发明的一种实施方式设置为,该至少一排冷却喷嘴阵列线性或弯曲地延伸,特别是环形地延伸。
[0015]
特别地,喷嘴装置的冷却喷嘴可布置为在焊枪的圆周方向上并列的,优选等距的,从而使得冷却喷嘴阵列围绕焊枪环形地延伸。
[0016]
这在需要良好通过性的应用中特别有利。由于环形布置,冷却喷嘴可围绕焊枪布置在最小安装空间上。
[0017]
此外,根据本发明的一种实施方式设置为,冷却喷嘴阵列具有多排冷却喷嘴,其中特别地,该冷却喷嘴阵列具有至少一排冷却喷嘴,该至少一排为朝向中心的径向排,优选多排冷却喷嘴,这些排为朝向中心的径向排,并且在该排上布置有至少两个喷嘴,其中这些喷嘴布置为与中心具有不同的径向距离,其中特别地,冷却喷嘴阵列表示为由冷却喷嘴组成的二维场或二维阵列,其中特别地,各个排可线性或弯曲地延伸,特别是环形地延伸。特别是针对使用或存在多排冷却喷嘴的情况,也可使各个冷却喷嘴朝内或各个冷却喷嘴也可向内指向仍然热的焊缝或结构上。
[0018]
此外,根据本发明的一种实施方式设置为,冷却喷嘴阵列的多个冷却喷嘴(特别是选定的一排、选定的多排或所有的排)能够被加载特定冷却介质的能够调整的体积流量。
[0019]
根据本发明的另一种实施方式设置为,喷嘴装置的至少一个冷却喷嘴能够被加载第一冷却介质,并且喷嘴装置的至少一个另一个冷却喷嘴能够被加载第二冷却介质,其中第二冷却介质的组分与第一冷却介质不同。
[0020]
因此可改变各个冷却喷嘴的冷却介质,或者不同的冷却喷嘴可被加载不同的冷却介质。因此,例如可行的是,使那些靠近电弧的冷却喷嘴加载冷却介质,特别是气体,特别是惰性气体,其中可使那些远离电弧的冷却喷嘴加载活性气体或活性成分增加的气体,或者也加载液体,如水。因此提高了冷却效果,而电弧不会受到例如水的影响。
[0021]
根据本发明的一个特别优选的实施方式设置为,冷却喷嘴阵列能够围绕旋转轴旋转,从而使得冷却喷嘴特别地能够围绕焊枪移动,从而使得由一个或多个冷却喷嘴排放的冷却剂流优选地可指向该至少一个工件的仍然热的表面,即使是焊接时焊枪已经改变了其导向和/或运动方向。在这种情况下,该旋转的旋转轴可与焊枪的纵向轴重合,但也可具有相对于该纵向轴的倾斜度(例如,当冷却喷嘴阵列能够围绕另一个倾斜轴倾斜时,见下文)。
[0022]
此外,根据本发明的一种实施方式设置为,焊接装置具有至少一个电动马达或气动驱动装置(或类似的运动单元),以使冷却喷嘴阵列围绕旋转轴旋转。
[0023]
根据本发明的另一种实施方式设置为,焊接装置被设计用于参照温度信号和/或参照基于焊接期间焊枪的已知或计划好的运动顺序的自动计算来调整冷却喷嘴阵列相对于旋转轴的旋转角度。
[0024]
此外,根据本发明的一种实施方式设置为,冷却喷嘴阵列能够围绕倾斜轴倾斜,特别是围绕水平倾斜轴倾斜。这样更容易始终将冷却介质流指向最佳的冷却位置(通常指向焊枪的运动方向上的焊接过程之后或瞬时焊池之后,从而使得冷却或冷却位置跟随焊枪)。
[0025]
此外,根据本发明的一种实施方式设置为,该焊接装置具有温度传感器(特别有利地具有光学传感器),这些温度传感器被配置为检测借助焊接装置生产的工件的温度分布。
[0026]
根据本发明的另一种实施方式设置为,该焊接装置被设计用于参照所检测到的温度分布或温度信息来控制或调整由相应的冷却喷嘴排放的冷却介质的体积流量,从而使得温度分布特别地可接近所需温度分布。此外,以这种方式可参照温度信息来控制该至少一个工件的表面上的有效冷却点。
[0027]
喷嘴装置可具有例如设置在冷却喷嘴的上游的阀,以控制体积流量,这些阀可例如以电动或电动的方式驱动或致动。这些阀可例如为比例阀。也可使用能够移动的面板来
代替阀。
[0028]
此外,可参照已知的路径轮廓(例如通过模拟)来计算工件的哪些点发生热量累积。对应地,在这些点处可有针对性地进行比在没有计算出热量累积的点处更强的冷却。
[0029]
优选地,冷却策略参照翘曲度计算。冷却介质通过相应冷却喷嘴的相应流量或体积流量优选地是能够变动调整的,例如,通过使用比例阀。
[0030]
为了加强冷却,焊接装置或喷嘴装置被设计用于同时打开多个冷却喷嘴或同时经由多个冷却喷嘴排放冷却介质。
[0031]
各个冷却喷嘴可例如经由螺纹装配在喷嘴装置处,从而使得能够容易地更换这些冷却喷嘴。
[0032]
此外,各个冷却喷嘴可具有不同的流动特性,并且由此可适应相应的应用。特别地,相应的冷却喷嘴可例如产生旋转对称的流场但或者也产生非旋转对称的流场。为此,对应的冷却喷嘴可例如被设计为缝隙式喷嘴。
[0033]
此外,根据本发明的一种实施方式设置为,焊接装置被设计用于使冷却喷嘴比另一个冷却喷嘴加载冷却介质的更低体积流量,以减少冷却介质与焊接过程的工艺气体(例如,保护气体)相互影响的风险,该冷却喷嘴比该另一个冷却喷嘴更靠近电弧。该工艺气体可例如为保护气体和/或焊枪排放的聚焦气体,以便保护焊点不被氧化或以便控制电弧。
[0034]
此外,根据本发明的一种实施方式设置为,焊接装置被设计用于经由至少一个冷却喷嘴排放以下介质中的一种或多种介质作为冷却介质:氩气、氦气、氮气、氢气、空气、二氧化碳、上述气体类型的混合物。其中,焊接装置可具有用于每种所使用的冷却介质的容器,该容器与喷嘴装置流体技术地连接起来,或能够与喷嘴装置流体技术地连接(例如,经由上述阀)。
[0035]
本发明的另一个方面涉及一种用于焊接至少一个工件的方法,其中该工件借助根据本发明的焊接装置逐层构建,并且借助喷嘴装置冷却。
[0036]
本发明能够特别有效地用于增材制造(例如:waam),因为在这种技术中大量热量输入到工件中。
[0037]
然而,根据本发明的解决方案也可用于传统焊接工艺或堆焊。
[0038]
根据本发明的原理可特别有利地用于焊接方向经常或持续改变的应用,或者用于翘曲加剧的应用。本发明可用于以金属丝也如以粉末形式提供填充材料的方法。
[0039]
本发明基本上适用于所有的焊接工艺(特别是msg、wig、等离子焊接、激光焊接、特殊方法如混合焊接法、双丝焊接(tandem)等)。
[0040]
本发明有利地允许保持机械技术材料特性。同时,实现了生产速度的提高,因为各个层之间不需要冷却阶段(通常提高超过50%)。
[0041]
此外,本发明使得将热翘曲降至最低成为可能。层结构变得能够预测,并且能够实现要生产的3d结构的更轻微的不均匀性(改善所谓的近净形)。此外,本发明还使得减少回火色成为可能。
[0042]
下面将参照附图解释本发明的实施方式、进一步的特征和优点。附图示出:
[0043]
图1根据本发明的焊接装置在焊接过程中的一种实施方式的俯视示意图,其中焊枪方向改变90
°
;
[0044]
图2根据本发明的焊接装置在焊接过程中的一种实施方式的俯视示意图,其中焊
枪方向改变180
°
;
[0045]
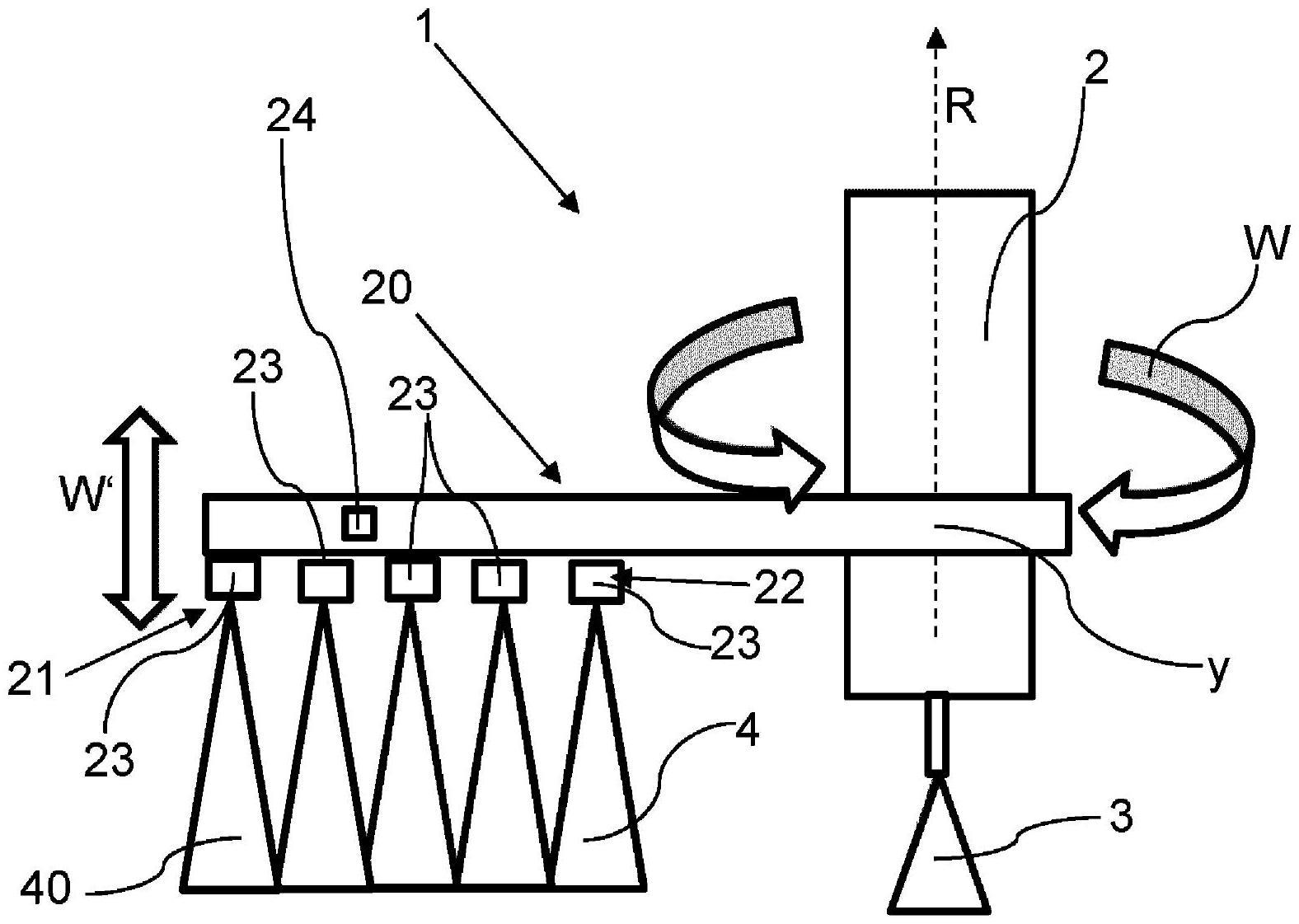
图3根据本发明的焊接装置的一种实施方式的示意性侧视图,具有能够旋转地安装在焊枪处的冷却喷嘴阵列;
[0046]
图4图3所示的焊接装置的另一个示意性侧视图;并且
[0047]
图5根据本发明的焊接装置的另一种实施方式的示意图。
[0048]
图1和图2示出了根据本发明的焊接装置1在焊接过程中的一种实施方式的示意性俯视图,其中焊枪2方向改变90
°
(参照图1)或180℃(参照图2)。
[0049]
根据图1和图2的焊接装置1具有焊枪2,以执行焊接过程,该焊枪被设计用于产生电弧,从而使得例如焊接填料或待生产的工件的表面为能够熔化的,以便例如在waam方法中逐层构建工件。
[0050]
为了在这种情况下可在焊接过程期间有针对性地冷却工件,焊接装置1具有布置在焊枪2处的喷嘴装置20,该喷嘴装置具有冷却喷嘴阵列21,该冷却喷嘴阵列具有至少一排22冷却喷嘴23,其中相应的冷却喷嘴23能够被加载冷却介质4的能够调整的体积流量,以冷却工件。
[0051]
优选地,根据图1和图2的冷却喷嘴阵列21能够围绕旋转轴r旋转,从而使得冷却喷嘴23特别地能够围绕焊枪2移动。在图1和图2中,旋转轴垂直于板材平面。
[0052]
由此,例如当焊枪2的方向改变90
°
时,如图1中所示,冷却位置230,即工件的被施加冷却介质4的表面区域230,可通过使冷却喷嘴阵列围绕旋转轴r旋转来适应方向改变,理想情况下,冷却位置位于焊枪2的运动方向b上的瞬时焊池之后,该瞬时焊池借助焊枪的电弧产生。图2示出了当焊枪2的方向改变180
°
时冷却位置230的调整。
[0053]
图1和图2中所示的焊接装置1可例如根据图3来设计。在这种情况下,冷却喷嘴阵列21具有至少一排22冷却喷嘴23,其中这些冷却喷嘴23与焊枪的电弧3具有不同的距离。冷却喷嘴阵列21可围绕旋转轴r枢转,其中旋转角度w能够借助合适的致动器调整,该致动器使冷却喷嘴阵列21旋转。附加地,可使冷却喷嘴阵列围绕倾斜轴y,例如在此围绕水平倾斜轴y,倾斜或枢转。特定的冷却介质4可通过各个冷却喷嘴23以各自变动的体积流量排放。也可经由冷却喷嘴23排放不同的冷却介质4、40。此外,可参照温度信号来调整冷却喷嘴阵列21相对于旋转轴r的旋转角度w和/或相对于倾斜轴y的倾斜角度w',该温度信号例如可由温度传感器24提供。此外,温度信号可用于调整冷却介质4、40的体积流量。
[0054]
冷却介质可各自为以下冷却介质中的一种冷却介质:氩气、氦气、氮气、氢气、空气、二氧化碳、上述气体类型的混合物。
[0055]
如图4中进一步所示,根据图3的焊接装置1的冷却喷嘴阵列21可具有多排22冷却喷嘴23,其中例如存在将冷却液流4向内对准最外排22的冷却喷嘴的可能性,以便将冷却能力集中在焊枪2所走过的路径上。
[0056]
图5示出了根据本发明的焊接装置1的另一种实施方式,其中与图3和图4相反,冷却喷嘴23在此布置为在焊枪2的圆周方向u上环形地围绕焊枪2,并优选地彼此等距的,从而使得冷却喷嘴阵列21围绕焊枪2环形地延伸。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1