线放电加工机以及线放电加工机的控制方法与流程
本发明涉及在线电极与设置于工作台的设置物之间施加电压来检测设置物的端面位置的线放电加工机以及线放电加工机的控制方法。
背景技术:
1、在日本特开2004-314191号公报中公开了一种线放电加工机。该线放电加工机通过以下的方法来检测设置于工作台的被加工物的位置。线放电加工机在线电极与设置于工作台的被加工物之间施加电压的状态下,使线电极接近被加工物。之后,根据线电极与被加工物之间的电压下降时的线电极的位置来检测被加工物的位置。
技术实现思路
1、设置于工作台的被加工物等设置物有时在其表面附着有油膜、污泥等。另外,因线电极的卷痕、振动等,线电极有时会挠曲。因此,如日本特开2004-314191号公报的技术那样,在想要使线电极与设置物接触而求出设置物的位置的情况下,存在设置物的位置的检测精度降低这样的问题。
2、本发明是为了解决上述问题而完成的,其目的在于,提供能够更高精度地检测设置于工作台的设置物的位置的线放电加工机以及线放电加工机的控制方法。
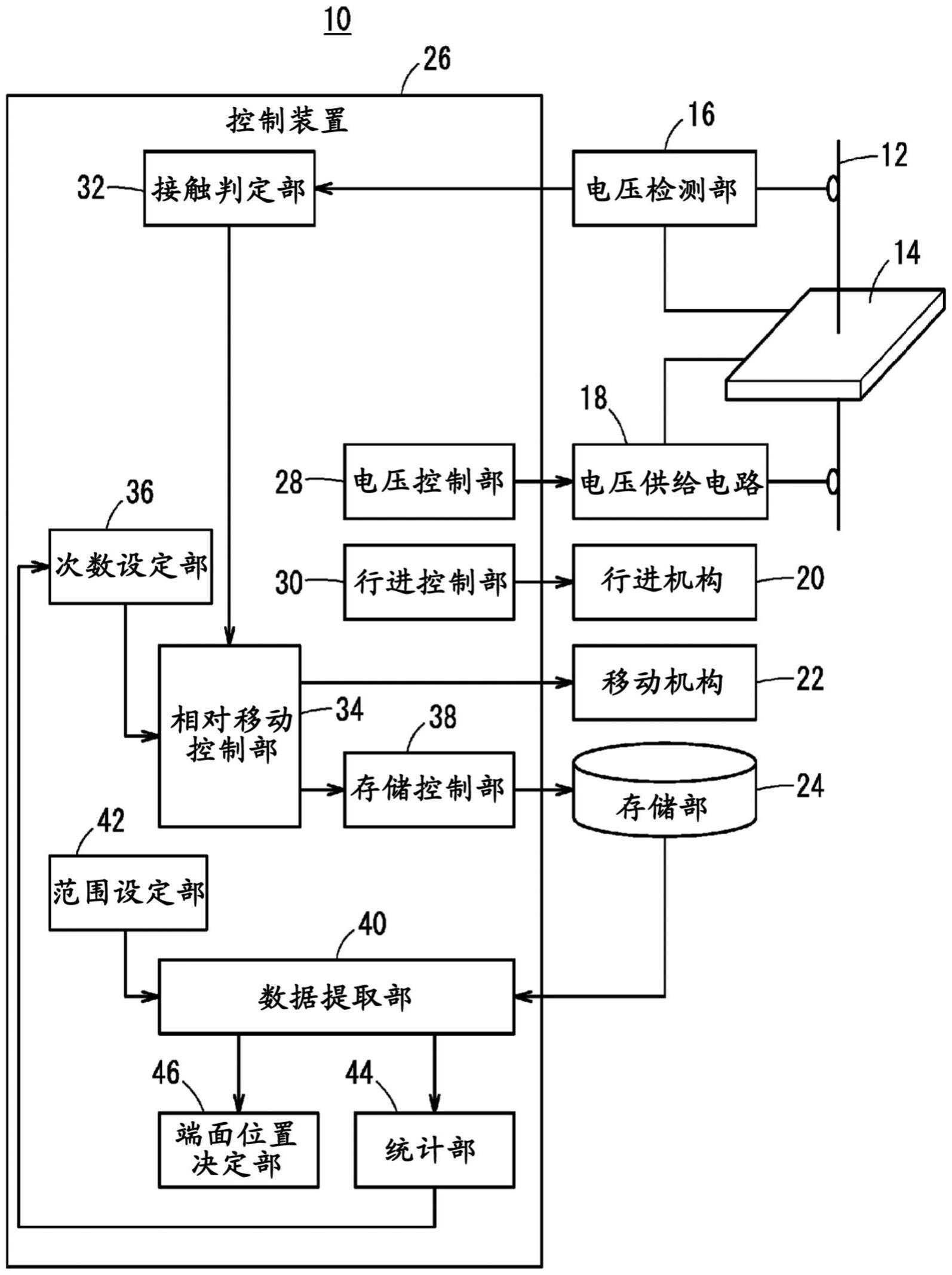
3、本发明的第一方式是一种在线电极与设置于工作台的设置物之间施加电压来检测所述设置物的端面位置的线放电加工机,所述线放电加工机具有:电压检测部,其检测所述线电极与所述设置物之间的电压;判定部,其根据检测出的所述电压来判定所述线电极是否与所述设置物接触;相对移动控制部,其将从所述线电极与所述设置物远离的状态起使所述线电极以与所述设置物接触的方式相对移动,并在判定为所述线电极与所述设置物接触时将所述线电极移动至移动开始位置的端面检测动作设为1次、或者将从所述线电极与所述设置物接触的状态起使所述线电极以与所述设置物远离的方式相对移动,并在判定为所述线电极与所述设置物远离时将所述线电极移动至移动开始位置的端面检测动作设为1次,并且进行规定次数的该端面检测动作;存储控制部,其将在各次的所述端面检测动作中,被判定为所述线电极与所述设置物接触时或被判定为所述线电极与所述设置物远离时的所述线电极相对于所述工作台的相对位置存储在存储部中;数据提取部,其在将多个所述相对位置按照从小到大的顺序排列的情况下,提取位于中间的规定范围的顺位的多个所述相对位置作为有效数据;端面位置决定部,其根据所述有效数据来决定所述设置物的端面位置。
4、本发明的第二方式是一种在线电极与设置于工作台的设置物之间施加电压来检测所述设置物的端面位置的线放电加工机的控制方法,所述线放电加工机具有:电压检测部,其检测所述线电极与所述设置物之间的电压,所述线放电加工机的控制方法具有:相对移动控制步骤,将从所述线电极与所述设置物远离的状态起使所述线电极以与所述设置物接触的方式相对移动,并在判定为所述线电极与所述设置物接触时将所述线电极移动至移动开始位置的端面检测动作设为1次、或者将从所述线电极与所述设置物接触的状态起使所述线电极以与所述设置物远离的方式相对移动,并在判定为所述线电极与所述设置物远离时将所述线电极移动至移动开始位置的端面检测动作设为1次,并且进行规定次数的该端面检测动作;存储控制步骤,将在各次的所述端面检测动作中,被判定为所述线电极与所述设置物接触时、或者被判定为所述线电极与所述设置物远离时的所述线电极相对于所述工作台的相对位置存储在存储部中;数据提取步骤,在将多个所述相对位置按照从小到大的顺序排列的情况下,提取位于中间的规定范围的顺位的多个所述相对位置作为有效数据;端面位置决定步骤,根据所述有效数据来决定所述设置物的端面位置。
5、根据本发明,能够更高精度地检测设置于工作台的设置物的位置。
技术特征:
1.一种在线电极(12)与设置于工作台的设置物(14)之间施加电压来检测所述设置物的端面位置的线放电加工机(10),其特征在于,
2.根据权利要求1所述的线放电加工机,其特征在于,
3.根据权利要求1或2所述的线放电加工机,其特征在于,
4.根据权利要求1~3中任一项所述的线放电加工机,其特征在于,
5.根据权利要求1~4中任一项所述的线放电加工机,其特征在于,
6.根据权利要求5所述的线放电加工机,其特征在于,
7.根据权利要求1~6中任一项所述的线放电加工机,其特征在于,
8.根据权利要求1~7中任一项所述的线放电加工机,其特征在于,
9.一种在线电极(12)与设置于工作台的设置物(14)之间施加电压来检测所述设置物的端面位置的线放电加工机(10)的控制方法,其特征在于,
10.根据权利要求9所述的线放电加工机的控制方法,其特征在于,
11.根据权利要求9或10所述的线放电加工机的控制方法,其特征在于,
12.根据权利要求9~11中任一项所述的线放电加工机的控制方法,其特征在于,
13.根据权利要求9~12中任一项所述的线放电加工机的控制方法,其特征在于,
14.根据权利要求13所述的线放电加工机的控制方法,其特征在于,
15.根据权利要求9~14中任一项所述的线放电加工机的控制方法,其特征在于,
技术总结
线放电加工机(10)具有:相对移动控制部(34),其使端面检测动作进行规定次数;存储控制部(38),其使存储部(24)存储在各次的端面检测动作中被判定为线电极(12)与工件(14)接触时的线电极相对于工作台的相对位置;数据提取部(40),其在将多个相对位置按照从小到大的顺序排列的情况下,提取位于中间的规定范围的顺位的多个相对位置作为有效数据;端面位置决定部(46),其根据有效数据来决定工件的端面位置。
技术研发人员:初福晨,川原章义
受保护的技术使用者:发那科株式会社
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!