控制装置、控制方法以及控制程序与流程
本公开涉及一种对伺服压制机进行控制的控制装置、控制方法以及控制程序。
背景技术:
1、近年来,在压制系统的领域中,正在推进伺服压制机的普及,所述伺服压制机使用由伺服马达经由滑块来驱动的作为模具的压制工具,对工件(材料)实施压制加工。
2、现有技术文献
3、专利文献
4、专利文献1:日本公开专利公报特开2011-098350号公报
技术实现思路
1、发明所要解决的问题
2、在伺服压制机中,使滑块沿上下方向运行,在最下点的位置即下止点位置,对材料的载荷能达到最大。在伺服压制机中,在下止点位置处的滑块的停止时间(下止点停止时间),使工件的变形加工。因此,通过延长下止点停止时间,能够提高制品的加工精度。
3、另一方面,下止点停止时间的增大也会导致加工循环时间的长时间化,从而导致生产效率的下降。因此,在伺服压制机中,要求兼顾制品的加工精度的确保与循环时间的缩短。
4、本公开是有鉴于所述问题而加工,目的在于提供一种控制装置、控制方法以及控制程序,能够兼顾伺服压制机中的制品的加工精度的确保与循环时间的缩短。
5、解决问题的技术手段
6、为了解决所述问题,本公开采用以下的结构。
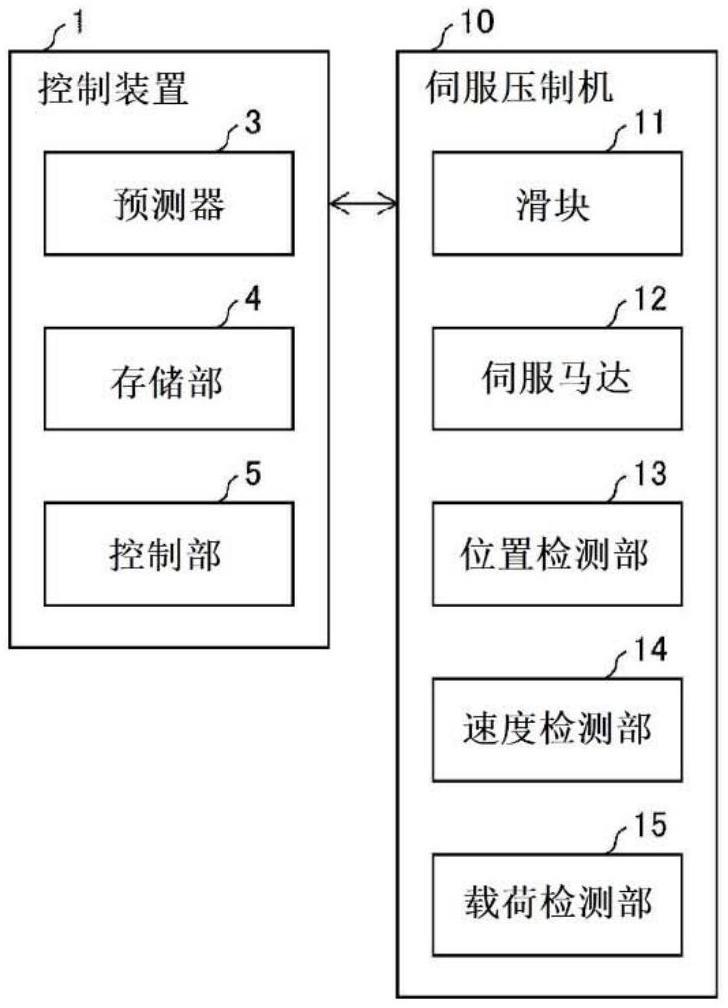
7、本公开的一方面的控制装置包括下述结构,即,一种控制装置,对伺服压制机进行控制,所述伺服压制机通过使滑块沿上下方向运行来对材料实施压制加工,且所述伺服压制机包括:伺服马达,驱动所述滑块;位置检测部,检测所述滑块的位置;以及载荷检测部,对作用于所述材料的载荷进行检测,所述控制装置包括:控制部,使用所述位置检测部得出的位置检测结果以及所述载荷检测部得出的载荷检测结果,来进行所述伺服马达的控制,所述控制部使下降动作、停止动作以及上升动作作为所述压制加工中的一连串步骤的动作而进行,所述下降动作是使所述滑块朝向所述滑块的最下点的位置即下止点位置下降的动作,所述停止动作是使所述滑块停止在所述下止点位置的动作,所述上升动作是使所述滑块从所述下止点位置上升的动作,并且在所述停止动作中,基于所述载荷检测结果来判别作用于所述材料的载荷是否处于已收敛的状态,在判别为作用于所述材料的载荷处于已收敛的状态的情况下,进行所述上升动作。
8、而且,本公开的一方面的控制方法包括下述结构,即,一种控制方法,对伺服压制机进行控制,所述伺服压制机通过使滑块沿上下方向运行来对材料实施压制加工,且所述伺服压制机包括:伺服马达,驱动所述滑块;位置检测部,检测所述滑块的位置;以及载荷检测部,对作用于所述材料的载荷进行检测,所述控制方法包括:下降动作步骤,使所述滑块朝向所述滑块的最下点的位置即下止点位置下降;停止动作步骤,使所述滑块停止在所述下止点位置;以及上升动作步骤,从所述下止点位置使所述滑块上升,在所述停止动作步骤中,反复执行下述子步骤,即,基于所述载荷检测结果来判别作用于所述材料的载荷是否处于已收敛的状态,在判别为作用于所述材料的载荷处于已收敛的状态的情况下,移转至所述上升动作步骤。
9、而且,本公开的一方面的控制程序用于使计算机作为控制装置发挥功能,其中,所述控制程序用于使计算机作为所述控制部发挥功能。
10、通过所述结构,能够兼顾伺服压制机中的制品的加工精度的确保与循环时间的缩短。
11、发明的效果
12、通过本公开,可提供一种控制装置、控制方法以及控制程序,能够兼顾伺服压制机中的制品的加工精度的确保与循环时间的缩短。
技术特征:
1.一种控制装置,对伺服压制机进行控制,所述伺服压制机通过使滑块沿上下方向运行来对材料实施压制加工,且所述伺服压制机包括:伺服马达,驱动所述滑块;位置检测部,检测所述滑块的位置;以及载荷检测部,对作用于所述材料的载荷进行检测,所述控制装置包括:
2.根据权利要求1所述的控制装置,其中,所述控制部在从所述载荷检测部新获取的所述载荷检测结果、与所述载荷检测结果在过去的规定期间内的平均值的差异小于预先设定的第一阈值的情况下,判别为作用于所述材料的载荷处于已收敛的状态。
3.根据权利要求1所述的控制装置,还包括预测器,
4.根据权利要求3所述的控制装置,其中,所述控制部在从所述预测器新获取的所述载荷预测值、与所述载荷预测值在过去的规定期间内的平均值的差异小于预先设定的第二阈值的情况下,判别为作用于所述材料的载荷处于已收敛的状态。
5.根据权利要求3或4所述的控制装置,其中,所述预测器具有学习模型,
6.根据权利要求1至5中任一项所述的控制装置,其中,所述载荷检测部是通过检测所述伺服马达的扭矩,从而对作用于所述材料的载荷进行检测的载荷检测部。
7.根据权利要求1至5中任一项所述的控制装置,其中,所述载荷检测部包含设置于将所述滑块所产生的载荷的至少一部分传递至所述材料的冲头的应变计,是通过利用所述应变计来检测应变量,从而对作用于所述材料的载荷进行检测的载荷检测部。
8.一种控制方法,对伺服压制机进行控制,所述伺服压制机通过使滑块沿上下方向运行来对材料实施压制加工,且所述伺服压制机包括:伺服马达,驱动所述滑块;位置检测部,检测所述滑块的位置;以及载荷检测部,对作用于所述材料的载荷进行检测,所述控制方法包括:
9.一种控制程序,用于使计算机作为如权利要求1所述的控制装置发挥功能,其中,所述控制程序用于使计算机作为所述控制部发挥功能。
技术总结
本发明实现一种控制装置、控制方法以及控制程序,能够兼顾伺服压制机中的制品的加工精度的确保与循环时间的缩短。控制部(5)在使滑块(11)停止在下止点位置的停止动作中,在使用来自载荷检测部(15)的载荷检测结果而判别为作用于材料的载荷处于已收敛的状态的情况下,进行使滑块(11)从下止点位置上升的上升动作。
技术研发人员:藤井高史
受保护的技术使用者:欧姆龙株式会社
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!