一种线材的加工装置的制作方法
1.本发明属于金属线材加工技术领域,特别是涉及一种线材的加工装置。
背景技术:
2.漆包线是绕组线的一个主要品种,由导体和绝缘层两部组成,裸线经退火软化后,再经过涂漆,烘焙而成,但要生产出既符合标准要求,又满足客户要求的产品并不容易,它受原材料质量,工艺参数,生产设备,环境等因素影响,因此,各种漆包线的质量特性各不相同,但都具备机械性能,化学性能,电性能,热性能四大性能,退火是一种金属热处理工艺,指的是将金属缓慢加热到一定温度,保持足够时间,然后以适宜速度冷却,目的是降低硬度,改善切削加工性;消除残余应力,稳定尺寸,减少变形与裂纹倾向;细化晶粒,调整组织,消除组织缺陷,准确的说,退火是一种对材料的热处理工艺,包括金属材料、非金属材料,而且新材料的退火目的也与传统金属退火存在异同,在完成退火后,金属线经过冷却,进行包漆,通过包漆,使得金属线的表面涂覆上一层厚度适宜的绝缘层,增加线材的抗腐蚀性,改善化学性能,在经过涂完漆面后,需要通过吹干漆料内的溶剂,使得漆料干燥后,再进行烘烤,即可将漆料固化在金属线材上,完成线材的处理,此时线材再经过收卷绕包,即可完成生产,因此从金属线材到金属包漆线的生产,工序较多,生产时需要很好地控制各个生产的工序,才能完成品质较好的包漆线的生产,但它在实际使用中仍存在以下弊端:1、现有的线材的加工装置在使用时,通过退火后,直接将线材完全冷却后再进行涂漆,冷却需要的时间较长,无法快速进行下一生产工序;2、现有的线材的加工装置在涂漆时,线材的温度与环境基本相同,在涂漆后,需要较长的时间才能将线材上的漆面干燥,再进行下一生产工序,耗时较长,生产加工的效率较低;3、现有的线材的加工装置在烘焙线材时,线材基本上都是收卷好的状态,完成过后,线材表面的漆面容易在烘烤的过程中软化并粘接在一起,使用时,造成线材表面有一定地瑕疵。
3.因此,现有的线材的加工装置,无法满足实际使用中的需求,所以市面上迫切需要能改进的技术,以解决上述问题。
技术实现要素:
4.本发明的目的在于提供一种线材的加工装置,通过设置箱体、热处理箱、输漆管、底架和烘烤框,解决了现有的线材的加工装置无法快速进行下一生产工序、生产加工的效率较低和烘焙时线材容易产生瑕疵的问题。
5.为解决上述技术问题,本发明是通过以下技术方案实现的:本发明为一种线材的加工装置,包括箱体、热处理箱、输漆管、底架和烘烤框,所述热处理箱的底部固定有底板,所述箱体内靠近热处理箱的一侧固定有隔板,所述热处理箱通过连接板连接有连接杆,所述连接杆的前端固定有感应加热器,所述输漆管通过转接管
连接有吸收块,所述热处理箱的两侧皆固定有若干固定块,所述固定块通过输气管连接有喷气管,所述底架通过风筒架连接有驱动电机,两个所述烘烤框内壁互相远离的一面固定有电热丝,本发明通过箱体将线材导到热处理箱中,再通过热处理箱中的感应加热器感应加热后,退火,输送到转辊上,与转辊接触,将热量导到转辊上,通过喷气管中喷出的高压气体进一步散热,使得线材在运行回箱体内吸收块的位置时,刚好处于合适的温度,通过线材输送到吸收块内进行涂漆,完成后,通过底架上的驱动电机驱动的风叶,使得热处理后经过箱体中涂漆后的线材上的金属漆被风干,风干漆面后的金属线材导到烘烤框中,通过电热丝产生的热辐射进行烘烤,固化金属漆。
6.进一步地,所述箱体靠近热处理箱的两个拐角处皆对称开设有若干输线孔,所述箱体内壁靠近热处理箱的两个拐角处设置有若干输线盘,所述输线盘的顶部和底部皆转动连接有连接块,所述连接块远离输线盘的一侧固定在箱体内,所述箱体一侧面的前部和后部皆贯通开设有若干过线孔,所述过线孔位于其对应的输线孔下方,箱体通过输线孔将线材经过其中,输送到箱体中的线材通过输线盘进行换向后输送到热处理箱中。
7.进一步地,所述箱体前后侧的中间开设有若干固定口,所述固定口和输线盘之间的箱体内固定有隔板,所述箱体通过固定口固定转接管,所述隔板与过线孔位置对应地开设有开孔,所述箱体远离热处理箱的一侧下部开设有出风口,箱体通过隔板将输线盘和吸收块隔开。
8.进一步地,所述热处理箱内远离箱体的一侧固定有若干连接板,两个高度相同的所述连接杆下方的热处理箱上转动连接有换向辊,所述热处理箱靠近箱体的一侧开设有若干组线口,所述热处理箱靠近箱体一侧的前部和后部固定有连接条,热处理箱通过连接板连接连接杆,通过连接杆将感应加热器连接在热处理箱内,在线材经过其中时,感应加热,将线材感应加热,并将线材通过换向辊换向后,输送到线口中,再输送到箱体中。
9.进一步地,所述连接条靠近箱体的一侧固定有若干固定板,所述固定板位于每组线口之间,所述固定板靠近箱体一面的两侧固定有连接座,所述连接座内插接有转辊,一侧的所述连接座远离转辊的一侧固定有转动电机,所述转动电机的输出端与转辊靠近转动电机的一端固定,固定板通过连接座连接的转辊,在转动电机的驱动下转动,将经过转辊,并和转辊接触的线材上的热量尽快地导到其上。
10.进一步地,所述输气管周侧固定连通有若干喷气管,所述喷气管的周侧固定有阀门,所述喷气管位于对应的转辊下方,输气管通过喷气管将输气管中的空气吹送到经过热处理后的金属线材上,将线材上的温度降低。
11.进一步地,所述输漆管的顶端固定连通有承漆筒,所述承漆筒的顶部中央固定连通有入漆管,所述吸收块与箱体上的过线孔位置对应地开设有涂漆孔,输漆管通过承漆筒将入漆管输送的金属漆输送到转接管中,再输送到吸收块中,在金属线材经过吸收块时,将金属漆进行涂覆。
12.进一步地,所述底架的顶部固定有两个风筒架,所述驱动电机的输出端固定有转轴,所述转轴周侧的下部环形阵列固定有风叶,底架通过风筒架上的驱动电机产生驱动转轴转动的动力,通过转轴转动带动个风叶转动,将金属线材上涂覆的金属漆进行吹干。
13.进一步地,所述箱体远离热处理箱一侧面的前部和后部固定有烘烤框,所述烘烤框内壁远离箱体的一侧固定有外封板,所述外封板与箱体上的过线孔位置对应地开设有出
线孔,箱体内涂漆并吹干后的金属线材,通过烘烤框中的电热丝产生的热辐射将线材上的金属漆固化。
14.本发明具有以下有益效果:1、本发明通过设置箱体和热处理箱,解决了现有的线材的加工装置无法快速进行下一生产工序的问题,在使用时,通过箱体将线材输送到其中,并通过输线盘改变传输方向过后输送到热处理箱上的线口中,线材先经过感应加热器感应加热后,通过换向辊进行换向输送到线口中导出箱体,通过转辊与线材接触,进行一定程度地散热,配合输气管中输送的高压空气,在喷气管的喷送下,将线材喷漆降温,降温后,通过箱体与热处理箱之间的空隙进行一定地散热后,进入箱体中,使得线材在进入箱体前直接达到可以喷漆的合适温度,使得金属线材退火和喷漆两个工序之间的时间间隙更短,加工时,使得加工效率大大增加。
15.2、本发明通过设置箱体、热处理箱、输漆管和底架,解决了现有的线材的加工装置生产加工的效率较低的问题,经过降温到刚好的线材输送到箱体中的吸收块上,通过吸收块吸收的金属漆,在线材导入吸收块上的涂漆孔后,将金属线材表面均匀地涂覆金属漆,涂覆完成后,金属线材在箱体中继续运行,并在风筒架上驱动电机驱动的风叶作用下,将空气输送到箱体中,通过金属线材上剩余的余温作用下,在箱体中涂漆后的线材表面的漆会被吹干,在实际使用时,线材会经过吸收块上的涂漆孔,快速均匀地被涂覆好金属漆,同时,其上的剩余的退火时产生的热量会快速地将金属漆上的溶剂进行挥发,并在驱动电机驱动的风叶产生的风力作用下,加快金属漆干燥的时间,使得线材在涂漆后可以更加高效地干燥,并快速进入高温固化金属漆的阶段,减少金属漆干燥过程需要的时间。
16.3、本发明通过设置箱体、输漆管、底架和烘烤框,解决了现有的线材的加工装置烘焙时线材容易产生瑕疵的问题,通过箱体上的过线孔输送到烘烤框中,再通过烘烤框中电热丝产生烘烤的热辐射烘烤后,将金属线材表面的漆材进行烘烤固化,通过外封板上的出线孔导出本发明,并输送到收卷结构上,在完成烘烤后,金属漆固化在线材上,在线材输送到收卷结构之前,线材上烘烤的受热会散去,收卷时,线材会更加完整地完成收卷,使得生产出的线材表面的光洁度更好。
附图说明
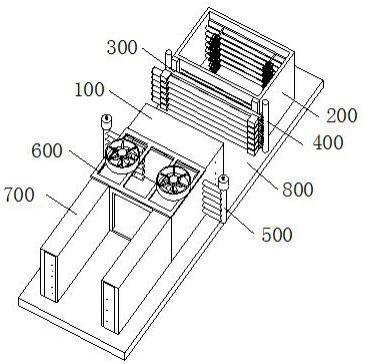
17.图1为本发明组装结构立体图;图2为本发明箱体结构立体图;图3为本发明热处理箱结构立体图;图4为本发明固定板结构立体图;图5为本发明输气管结构立体图;图6为本发明输漆管结构立体图;图7为本发明底架结构立体图;图8为本发明烘烤框结构立体图。
18.附图中,各标号所代表的部件列表如下:100、箱体;101、输线孔;102、连接块;103、输线盘;104、隔板;105、开孔;106、固定口;107、出风口;108、过线孔;200、热处理箱;201、连接板;202、换向辊;203、连接杆;204、感应加热器;205、线口;206、连接条;300、固定板;301、连接座;302、转辊;303、转动电机;400、
输气管;401、喷气管;402、阀门;403、固定块;500、输漆管;501、承漆筒;502、入漆管;503、转接管;504、吸收块;505、涂漆孔;600、底架;601、风筒架;602、驱动电机;603、转轴;604、风叶;700、烘烤框;701、电热丝;702、外封板;703、出线孔;800、底板。
具体实施方式
19.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。
20.请参阅图1-8所示,本发明为一种线材的加工装置,包括箱体100、热处理箱200、输漆管500、底架600和烘烤框700,热处理箱200的底部固定有底板800,热处理箱200中的结构将经过其中的金属线材进行感应加热,底板800将本发明支撑在地面上,箱体100内靠近热处理箱200的一侧固定有隔板104,隔板104将箱体100内的输线盘103和吸收块504隔开,热处理箱200通过连接板201连接有连接杆203,连接杆203的前端固定有感应加热器204,通过感应加热器204将经过中的线材进行感应加热,输漆管500通过转接管503连接有吸收块504,吸收块504将输漆管500输送到转接管503中的金属漆进行吸收,并将经过其中的金属线材涂抹金属漆,热处理箱200的两侧皆固定有若干固定块403,固定块403将输气管400连接在热处理箱200上,固定块403通过输气管400连接有喷气管401,喷气管401通过其中喷出的气体将热处理箱200中导出的经过热处理的金属线材进行适当降温,底架600通过风筒架601连接有驱动电机602,驱动电机602产生驱动风叶604转动的动力,两个烘烤框700内壁互相远离的一面固定有电热丝701,电热丝701在通电时产生热辐射,将经过其中的上漆后的金属丝进行烘烤。
21.其中如图1-5所示,箱体100靠近热处理箱200的两个拐角处皆对称开设有若干输线孔101,箱体100通过输线孔101将需要加工的线材输送到本发明上,箱体100内壁靠近热处理箱200的两个拐角处设置有若干输线盘103,输线盘103将导入箱体100中的线材改变方向后输送到热处理箱200中,输线盘103的顶部和底部皆转动连接有连接块102,连接块102将输线盘103与箱体100连接在一起,连接块102远离输线盘103的一侧固定在箱体100内,箱体100一侧面的前部和后部皆贯通开设有若干过线孔108,过线孔108位于其对应的输线孔101下方,箱体100通过过线孔108将热处理箱200热处理后的线材在箱体100内输送;箱体100前后侧的中间开设有若干固定口106,固定口106和输线盘103之间的箱体100内固定有隔板104,箱体100通过固定口106固定转接管503,隔板104与过线孔108位置对应地开设有开孔105,隔板104通过开孔105使得进入箱体100中的线材导入箱体100内远离热处理箱200的一侧,箱体100远离热处理箱200的一侧下部开设有出风口107,箱体100通过出风口107将风筒架601上导入其中的风力导出;热处理箱200内远离箱体100的一侧固定有若干连接板201,两个高度相同的连接杆203下方的热处理箱200上转动连接有换向辊202,换向辊202将输送到其中的线材进行换向并输送到感应加热器204中进行感应加热,热处理箱200靠近箱体100的一侧开设有若干组线口205,热处理箱200通过每组线口205中,热处理箱200通过上部的线口205将需要热处理的线材输送到热处理箱200中,在经过热处理后的线材,通过下部的线口205导出热处理箱200,热处理箱200靠近箱体100一侧的前部和后部固定有连接条206,连接条206将固定板300与热处理箱200连接在一起;
连接条206靠近箱体100的一侧固定有若干固定板300,固定板300位于每组线口205之间,固定板300靠近箱体100一面的两侧固定有连接座301,连接座301将转辊302和转动电机303连接在固定板300上,连接座301内插接有转辊302,一侧的连接座301远离转辊302的一侧固定有转动电机303,转动电机303的输出端与转辊302靠近转动电机303的一端固定,转动电机303产生驱动转辊302转动的动力,通过转辊302的转动,加快经过热处理后的金属线材上热量导出的速度;输气管400周侧固定连通有若干喷气管401,输气管400中输送的高压气体通过喷气管401喷送到金属线材上,将线材上剩余的热量进一步散去,喷气管401的周侧固定有阀门402,喷气管401位于对应的转辊302下方,阀门402控制输气管400的通断;在使用时,通过箱体100将需要进行处理的线材通过输线盘103换向后输送到热处理箱200中,线材先经过感应加热器204感应加热后,通过换向辊202进行换向输送到线口205中导出箱体100,通过转辊302与线材接触,配合输气管400中输送的高压空气,在喷气管401的喷送下,将线材喷漆降温,降温后,通过箱体100与热处理箱200之间的空隙进行一定地散热后,进入箱体100中。
22.其中如图1、2、6、7所示,输漆管500的顶端固定连通有承漆筒501,承漆筒501将金属漆输送到输漆管500中,承漆筒501的顶部中央固定连通有入漆管502,入漆管502将金属漆输送到承漆筒501中,吸收块504与箱体100上的过线孔108位置对应地开设有涂漆孔505,吸收块504通过涂漆孔505将经过热处理的金属线材进行导送,并将其中吸收的金属漆均匀地涂覆在金属线上;底架600的顶部固定有两个风筒架601,风筒架601将驱动电机602支撑在底架600上方,驱动电机602的输出端固定有转轴603,转轴603周侧的下部环形阵列固定有风叶604,转轴603通过驱动电机602产生的动力转动,再驱动风叶604旋转,产生吹干金属线材中上金属漆的风力,并吹送到箱体100中;在使用时,经过降温到刚好的线材输送到箱体100中的吸收块504上,通过吸收块504吸收的金属漆,在线材导入吸收块504上的涂漆孔505后,将金属线材表面均匀地涂覆金属漆,涂覆完成后,金属线材在箱体100中继续运行,并在风筒架601上驱动电机602驱动的风叶604作用下,将空气输送到箱体100中,通过金属线材上剩余的余温作用下,在箱体100中涂漆后的线材表面的漆会被吹干。
23.其中如图1、2、8所示,箱体100远离热处理箱200一侧面的前部和后部固定有烘烤框700,烘烤框700将经过其中的金属线材进行烘烤,烘烤框700内壁远离箱体100的一侧固定有外封板702,外封板702与箱体100上的过线孔108位置对应地开设有出线孔703,经过烘烤框700中烘烤的金属线材通过外封板702上的出线孔703导出本发明;完成漆面吹干后的金属线材,通过箱体100上的过线孔108输送到烘烤框700中,再通过烘烤框700中电热丝701产生烘烤的热辐射烘烤后,将金属线材表面的漆材进行烘烤固化,通过外封板702上的出线孔703导出本发明,并输送到收卷结构上,通过收卷结构将处理好的金属线材进行收卷,并在运行的过程中,金属线材上烘烤剩余的温度会逐渐散去并冷却。
24.以上仅为本发明的优选实施例,并不限制本发明,任何对前述各实施例所记载的技术方案进行修改,对其中部分技术特征进行等同替换,所作的任何修改、等同替换、改进,
均属于在本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1