一种波纹管制造方法与流程
1.本发明涉及波纹管技术领域,更具体的说是一种波纹管制造方法。
背景技术:
2.波纹管是指用可折叠皱纹片沿折叠伸缩方向连接成的管状弹性敏感元件。波纹管在仪器仪表中应用广泛,主要用途是作为压力测量仪表的测量元件,将压力转换成位移或力。波纹管管壁较薄,灵敏度较高,测量范围为数十帕至数十兆帕,它的开口端固定,密封端处于自由状态,并利用辅助的螺旋弹簧或簧片增加弹性。工作时在内部压力的作用下沿管子长度方向伸长,使活动端产生与压力成一定关系的位移,活动端带动指针即可直接指示压力的大小,波纹管常常与位移传感器组合起来构成输出为电量的压力传感器,有时也用作隔离元件,但是现有技术无法高效的加工出波纹管。
技术实现要素:
3.本发明的目的是提供一种波纹管制造方法,使用本制造方法可高效的制造出波纹管。
4.本发明的目的通过以下技术方案来实现:
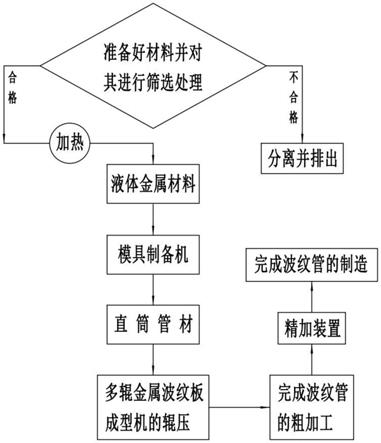
5.一种波纹管制造方法,包括以下步骤:
6.s1、准备好材料并对其进行筛选处理,对合格的材料进行加热处理,完成材料的液体加工;
7.s2、将s1内的液体材料放置到模具制备机内,完成直筒管材的加工;
8.s3、将s2内的直筒管材添加至多辊金属波纹板成型机的辊压内,完成波纹管的粗加工;
9.s4、让s3内粗加工完成的波纹管通过精加装置,实现对粗加工完成的波纹管进行涂抹加工;
10.s5、完成波纹管的制造。
11.所述波纹管的主要制造材料为不锈钢。
12.优选的,所述不锈钢的熔点为1450℃。
13.优选的,所述精加装置包括涂料存腔、贯穿直管、喷射管和回收流管,贯穿直管固定连接在涂料存腔上,喷射管固定连接在贯穿直管上,回收流管固定连接在贯穿直管上。
14.优选的,所述精加装置还包括清理构件,清理构件转动连接在贯穿直管的左端。
15.优选的,所述精加装置还包括隔离板,隔离板固定连接在涂料存腔内。
16.优选的,所述精加装置还包括粉刷转腔、挤滑杆和粉刷板,粉刷转腔转动连接在贯穿直管的右端,所述挤滑杆和粉刷板均设置有多个,多个挤滑杆均滑动连接在粉刷转腔内,多个粉刷板分别固定连接在多个挤滑杆的内端。
17.优选的,所述精加装置还包括限位框,所述限位框设置有多个,多个限位框均固定连接在粉刷转腔上,多个限位框分别与多个挤滑杆滑动连接。
18.优选的,所述精加装置还包括便拆构件、烘干腔和烘干管,便拆构件转动连接在粉刷转腔的外端,涂料存腔上固定连接有便拆构件,烘干腔转动连接在便拆构件上,所述烘干管设置有多个,多个烘干管均匀固定连接在烘干腔上,烘干腔与粉刷转腔通过多个联动构件连接。
19.优选的,所述便拆构件包括间转腔和固定腿,间转腔转动连接在粉刷转腔上,固定腿固定连接在间转腔上,涂料存腔上固定连接有固定腿,间转腔与烘干腔转动连接。
20.优选的,所述清理构件包括楔转腔、清理板、凸固框、伸缩丝杠、传动轮、蜗杆和齿轮圈,楔转腔转动连接在贯穿直管的左端,楔转腔上滑动连接有多个清理板,楔转腔上固定连接有多个凸固框,多个凸固框上均转动连接有伸缩丝杠,多个伸缩丝杠分别与多个清理板通过螺纹连接,楔转腔上转动连接有传动轮,传动轮与多个伸缩丝杠啮合传动连接,楔转腔上转动连接有蜗杆,蜗杆与传动轮啮合传动连接,楔转腔上固定连接有齿轮圈,齿轮圈与涂料存腔内减速电机的输出轴上固定连接的联动齿轮传动连接。
21.优选的,所述联动构件包括滑腔和滑柱,滑腔内滑动连接有滑柱,粉刷转腔上固定连接有多个滑腔,烘干腔上固定连接有滑柱。
附图说明
22.下面结合附图和具体实施方法对本发明做进一步详细的说明。
23.图1是本发明一种波纹管制造方法结构示意图;
24.图2是将防腐涂料喷射到波纹管上实施例的结构示意图;
25.图3是将防腐涂料喷射到波纹管上实施例的截面剖面结构示意图;
26.图4是将防腐涂料喷射到波纹管上实施例的部分结构示意图;
27.图5是对波纹管进行清理实施例的结构示意图;
28.图6是对波纹管进行清理实施例的截面剖面结构示意图;
29.图7是对波纹管进行清理打磨实施例的结构示意图;
30.图8是对波纹管进行涂抹实施例的结构示意图;
31.图9是对波纹管进行涂抹实施例的部分结构示意图;
32.图10是将放图涂料均匀涂抹到波纹管上实施例的结构示意图;
33.图11是对波纹管进行烘干实施例的结构示意图。
具体实施方式
34.下面结合附图对本发明作进一步详细说明。
35.下面结合附图1详细说明,一种波纹管制造方法,包括以下步骤:
36.s1、准备好材料并对其进行筛选处理,对合格的材料进行加热处理,完成材料的液体加工;
37.s2、将s1内的液体材料放置到模具制备机内,完成直筒管材的加工;
38.s3、将s2内的直筒管材添加至多辊金属波纹板成型机的辊压内,完成波纹管的粗加工;
39.s4、让s3内粗加工完成的波纹管通过精加装置,实现对粗加工完成的波纹管进行涂抹加工;
40.s5、完成波纹管的制造。
41.下面结合附图1详细说明,所述波纹管的主要制造材料为不锈钢。
42.下面结合附图1详细说明,所述不锈钢的熔点为1450℃。
43.根据说明书附图2-5和8详细说明,所述精加装置包括涂料存腔101、贯穿直管102、喷射管103和回收流管104,贯穿直管102通过焊接固定连接在涂料存腔101上,喷射管103通过焊接固定连接在贯穿直管102上,回收流管104通过焊接固定连接在贯穿直管102上。
44.进一步的,涂料存腔101的内部固定连接有水泵,水泵的出液管与喷射管103固定连接并连通,涂料存腔101的下方设置有带有阀门的排液管,利用该排液管可实现将涂料存腔101内防腐材料的排出,实现涂料存腔101内防腐涂料的更换,涂料存腔101的内部储存有防腐涂料,可将涂料存腔101内的防腐涂料涂抹到粗加工完成的波纹管上,这样可进一步的增强波纹管的抗腐蚀性,而贯穿直管102可为粗加工完成的波纹管提供穿过的空间,在波纹管穿过贯穿直管102时,涂料存腔101内的水泵将会启动,利用水泵将涂料存腔101内的防腐涂料抽出并传递到喷射管103内,而喷射管103上设置有三个出口,其三个出口上均固定连接有喷头,这时可让防腐涂料均匀的喷射到粗加工完成的波纹管上,从而增强波纹管的抗腐蚀性,而粗加工完成的波纹管表面多余的防腐材料将会落下并进到贯穿直管102内,最终流下的防腐材料将会通过回收流管104流回涂料存腔101内,实现对防腐涂料的回收再利用。
45.根据说明书附图5-7详细说明,所述精加装置还包括清理构件,清理构件通过凸腔和轴承的配合转动连接在贯穿直管102的左端。
46.进一步的,粗加工完成的波纹管可先进到清理构件内,利用清理构件实现对波纹管表面的摩擦处理,可将粗加工完成的波纹管表面的灰尘和异性凸起打磨掉,确保粗加工完成的波纹管表面光滑干净无尘,光滑干净无尘的波纹管会具有更好的吸附性,这样防腐涂料才会牢固的粘在波纹管上,进一步的增强波纹管的使用寿命。
47.所述清理构件包括楔转腔201、清理板202、凸固框203、伸缩丝杠204、传动轮301、蜗杆302和齿轮圈303,楔转腔201通过凸腔和轴承的配合转动连接在贯穿直管102的左端,楔转腔201上滑动连接有多个清理板202,楔转腔201上通过焊接固定连接有多个凸固框203,多个凸固框203上均通过轴承转动连接有伸缩丝杠204,多个伸缩丝杠204分别与多个清理板202通过螺纹连接,楔转腔201上通过轴承转动连接有传动轮301,传动轮301与多个伸缩丝杠204啮合传动连接,楔转腔201上通过轴承座转动连接有蜗杆302,蜗杆302与传动轮301啮合传动连接,楔转腔201上通过焊接固定连接有齿轮圈303,齿轮圈303与涂料存腔101内减速电机的输出轴上通过焊接固定连接的联动齿轮传动连接。
48.进一步的,根据波纹管的直径,转动蜗杆302带动传动轮301进行转动,而转动的传动轮301可同时带动多个伸缩丝杠204进行转动,而转动的多个伸缩丝杠204可同时带动多个清理板202移动,从而改变多个清理板202的位置,让多个清理板202与波纹管接触,这时可通过齿轮圈303带动楔转腔201进行转动,多个清理板202也会发生转动,利用多个清理板202的转动实现对波纹管表面的处理,确保波纹管的表面光滑干净,增强波纹管的吸附性,确保防腐涂料能够均匀的涂抹到波纹管上,而楔转腔201的内面为斜面设置,从左至右依次变高,清理下来的杂质可直接从楔转腔201排出并进到左端较小空间内,完成对杂质的储存。
49.根据说明书附图2-3详细说明,所述精加装置还包括隔离板205,隔离板205通过焊接固定连接在涂料存腔101内。
50.进一步的,利用隔离板205可实现对涂料存腔101进行隔离处理,将涂料存腔101隔离成两个空间,右端较大的空间储存有防腐涂料,而左端较小空间内可实现对杂物的储存,当利用清理构件从粗加工完成的波纹管表面的杂质打磨下来时,杂质可直接进到涂料存腔101左端较小空间内,最会在对较小空间内的杂质进行统一的处理。
51.根据说明书附图8-10详细说明,所述精加装置还包括粉刷转腔401、挤滑杆402和粉刷板403,粉刷转腔401通过凸腔转动连接在贯穿直管102的右端,所述挤滑杆402和粉刷板403均设置有多个,多个挤滑杆402均通过方孔滑动连接在粉刷转腔401内,多个粉刷板403分别通过焊接固定连接在多个挤滑杆402的内端。
52.进一步的,多个粉刷板403的内端均固定连接软刷头,利用软刷头与波纹管的接触完成对波纹管的粉刷处理,涂料存腔101上固定连接有减速电机,减速电机的输出轴上固定连接有联动齿轮,粉刷转腔401由两个带齿圆板和多个连接板组成,两个带齿圆板通过多个连接板固定连接,联动齿轮与两个带齿圆板传动连接,减速电机通过联动齿轮带动粉刷转腔401进行转动,而转动的粉刷转腔401可通过多个挤滑杆402带动多个粉刷板403进行转动,转动的多个粉刷板403可对粗加工完成的波纹管进行粉刷处理,确保防腐涂料可均匀的涂抹到波纹管上,提升波纹管的防腐性。
53.根据说明书附图8-10详细说明,所述精加装置还包括限位框404,所述限位框404设置有多个,多个限位框404均通过焊接固定连接在粉刷转腔401上,多个限位框404分别与多个挤滑杆402通过圆孔滑动连接。
54.进一步的,多个限位框404起到支撑限位的作用,多个挤滑杆402上均套设有弹簧,多个弹簧分别位于多个限位框404和多个挤滑杆402之间,利用弹簧产生的弹力作用到挤滑杆402上,让挤滑杆402向内移动,而挤滑杆402可带动粉刷板403向内移动,可实现多个粉刷板403与波纹管的接触,实现将防腐涂料均匀的涂抹到波纹管上,进一步增强波纹管的防腐性,延长波纹管的使用寿命。
55.根据说明书附图8、9和11详细说明,所述精加装置还包括便拆构件、烘干腔601、烘干管602和联动构件,便拆构件通过凸腔转动连接在粉刷转腔401的外端,涂料存腔101上通过多个螺栓固定连接有便拆构件,烘干腔601通过凸腔和轴承转动连接在便拆构件上,所述烘干管602设置有多个,多个烘干管602均匀通过焊接固定连接在烘干腔601上,烘干腔601与粉刷转腔401通过多个联动构件连接。
56.进一步的,便拆构件通过螺栓固定连接在涂料存腔101上,便拆构件可为烘干腔601提供转动的空间,而烘干腔601可为多个烘干管602提供固定的空间,多个烘干管602的外端均固定连接有烘干机,当均匀涂抹有防腐涂料通过烘干腔601后,连接在多个烘干管602上的多个烘干机也会启动,从而将热量通过多个烘干管602排出并作用到波纹管上,完成对防腐涂料的烘干处理,这样可缩短波纹管的制造时间,而烘干腔601与粉刷转腔401通过多个联动构件连接,当粉刷转腔401发生转动时可带动烘干腔601进行转动,这时多个烘干管602将会绕波纹管进行转动,实现对波纹管的均匀烘干处理。
57.所述联动构件包括滑腔701和滑柱702,滑腔701内滑动连接有滑柱702,粉刷转腔401上通过焊接固定连接有多个滑腔701,烘干腔601上通过焊接固定连接有滑柱702。
58.进一步的,当粉刷转腔401进行转动时,通过滑腔701和滑柱702的配合可带动烘干腔601进行转动,确保烘干腔601和多个烘干管602能够绕波纹管进行转动,实现对波纹管的均匀烘干处理,进一步的加快波纹管的制造。
59.根据说明书附图8、9和11详细说明,所述便拆构件包括间转腔501和固定腿502,间转腔501通过凸腔转动连接在粉刷转腔401上,固定腿502通过焊接固定连接在间转腔501上,涂料存腔101上通过焊接固定连接有固定腿502,间转腔501与烘干腔601转动连接。
60.进一步的,间转腔501起到连接的作用,而固定腿502通过螺栓固定连接在涂料存腔101上,这时固定腿502便于拆卸,可将间转腔501取下,最终实现将粉刷转腔401取下,实现对粉刷板403的更换。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1