一种超薄超大宽窄比铜型材产品挤出工艺的制作方法
1.本发明涉及铜型材生产领域,具体涉及一种超薄超大宽窄比铜型材产品挤出工艺。
背景技术:
2.铜是一种高电导率、高散热率的有色金属,因此其被广泛的运用于各种用电行业,铜及铜合金的导电排、导电母线、导电扁线更是输变电用于电力传导的必备材料。随着电子工业的不断发展,其对铜导电产品的导电率要求更加严格、产品尺寸要求更加精密。对于铜排等导电产品,国家标准要求其电阻率在≤0.017772ωmm2/m,硬度≥hb65,密度≥8.9g/cm3、直度≤2mm/m、光洁度3.2、弯曲90
°
无裂纹。在满足这些国家标准下,相关行业还对铜排提出更宽更薄的尺寸要求,即不但要求铜排横断面积大,而且要具有更大的宽窄比。
3.铜排等型材产品的生产方式主要有:传统挤压、轧制、挤压轧制相结合及连续挤压四种方式;
4.传统挤压:铜锭—坯料预热—挤压—酸洗—矫直—多道次拉拔—退火—精整拉拔—定尺锯切—包装、入库。
5.轧制:铜锭—坯料预热—多道次粗轧—多道次中轧—酸洗—精整拉拔—定尺锯切—包装、入库。
6.挤压轧制结合:铜锭—坯料预热—挤压—酸洗—矫直—退火—多道次中轧—精整拉拔—定尺锯切—包装、入库。
7.连续挤压:上引铜杆—连续挤压机—精整拉拔—定尺锯切—检验—包装—入库。
8.其中连续挤压技术生产铜排等导电型材具有独特的优势:高生产率、低投入、低污染、低能耗,同时因其产品的物理性能满足或优于国家标准而受到相关行业的肯定及广泛应用。目前连续挤压生产铜型材产品的过程中,其主要通过挤压轮对铜杆的摩擦完成铜材的加热及加压输送,加热的铜材经过模具的型腔挤出成型,因铜排产品扁排状的结构特性,导致金属在模具内部流动存在不均匀,主要现象为中部流速快、两侧流速慢,两侧铜材填充不满,进而出现产品裂边、扭拧、弯曲、缺边等缺陷,严重影响成材率。对于宽窄比超过20的超薄超大宽窄比铜型材产品,该问题尤为明显,主要因为产品宽度远超厚度,模具内中部与两侧的铜材流速差大,并且受连续挤压原理、挤压摩擦结构强度及功率、以及现有模具设计的限制,该技术无法生产这类型的超薄超大宽窄比铜型材产品。到目前为止,现有的连续挤压工艺,其能生产的最宽最薄产品为204.5mm
×
15mm,宽窄比为13.63。对于宽窄比超过20的产品现有技术中只能通过先降低宽窄比,生产得到宽窄比为10左右的铜型材半成品,然后再通过轧制成型为宽窄比超过20的超薄超大宽窄比铜型材产品,这样的复合工艺需要多次加工,并使用不同的生产设备,生产成本和效率均难以满足需要。
技术实现要素:
9.本发明意在提供一种超薄超大宽窄比铜型材产品挤出工艺,以解决现有连续挤压
工艺无法直接加工宽窄比超过20的超薄超大宽窄比铜型材的问题。
10.为达到上述目的,本发明的基础技术方案如下:一种超薄超大宽窄比铜型材产品挤出工艺,包括以下步骤:
11.a、连续挤压,将铜杆送入连续挤压机,在连续挤压机的挤压腔内用挤压轮将铜杆挤压形变为坯料并向模具中输送;
12.b、挤出成型,持续用挤压轮将坯料送入模具,用模具挤出成型宽窄比大于等于20的铜型材,在模具入口的填充区通过倾斜的侧壁控制流道中部和两侧的坯料速度趋于一致,对应流道中部的填充区为高阻力区,对应流道两侧的填充区为低阻力区,高阻力区表面与竖向面之间的夹角为6
°‑8°
,低阻力区表面与竖向面之间的夹角为10
°‑
12
°
;
13.c、冷却堆码,将从模具挤出的铜型材引入防氧化保护管和冷却水槽,冷却后堆码存放。
14.本方案的原理及优点是:实际应用时,铜型材生产过程中铜材经过连续挤压机的挤压轮摩擦加热后输送向模具,铜材依次进入模具的填充区、定径带和成型区,铜材在填充区内从两侧和中部同步进入,但中部高阻力区的表面角度更小,铜材受阻更大,两侧的低阻力区表面角度更大,更有利于铜材通过,特别的采用本方案的角度有效平衡了填充区中部与两侧铜材的流速,进而铜材经过定径带进入成型区后可充分填充两侧的型腔,从成型区排出的铜型材产品两侧填满无裂边、缺边缺陷,成型的铜型材不会出现扭拧、弯曲变形,可靠有效的完成宽窄比超过20的超薄超大宽窄比铜型材生产。
15.进一步,步骤a中在铜杆送入连续挤压机前对挤压腔和模具的模腔进行预热,预热温度为480-500℃,预热保温15-45min。作为优选这样通过对挤压腔和模腔的充分预热,使得挤出机及模具形成的成型通道与铜材之间的温差减小,铜材与设备表面之间的摩擦更小,更有利于铜材的挤出流动,有利于铜材中部与表层保持相对一致的挤出速度,有利于避免铜材表层与内部分离导致成型铜型材表层撕裂等缺陷,有利于减小设备磨损。
16.进一步,步骤a中先将总长度800mm的多根铜杆加热至680-730℃后送入连续挤压机,再将冷铜杆送入连续挤压机。作为优选这样先用单独加热的铜杆能够更顺畅的从模具挤出,并对挤压腔和模具进行进一步的预热处理,有利于后续的冷铜杆进入连续挤压机后在高压、摩擦下加热与前端的铜材融合后连续挤出。
17.进一步,步骤b中宽窄比为20的铜型材生产过程中填充区的高阻力区表面倾斜角度为6
°
,低阻力区表面的倾斜角度为10
°
。作为优选这样的填充区角度设计使得中部和两侧的铜材挤出速度达到相对均衡,满足宽窄比为20的超薄超大宽窄比铜型材的生产需求。
18.进一步,铜型材的宽窄比每增加1,对应的步骤b中填充区的高阻力区和低阻力区的表面倾斜角度也增加1
°
。作为优选这样对宽窄比超过20的超薄超大宽窄比铜型材,生产过程中对应采用不同的填充区结构,可确保模腔的中部与两侧的铜材同步挤出,避免中部与两侧铜材存在速度差产生撕裂、缺边等缺陷。
19.进一步,步骤b中挤压轮对坯料的挤送速度为5-7m/min。作为优选这样的挤送速度可保证挤压轮对铜杆的挤压强度,保证冷铜杆可有效加热,保证加热的铜材能够填满填充区进入模腔,确保铜材的稳定输送。
20.进一步,步骤b中使用的模具其填充区中低阻力区的长度为高阻力区长度的一半。作为优选这样的设计对于宽窄比大于等于20的超薄超大宽窄比铜型材挤出而言,两侧挤出
阻力更小,但仅对与模腔侧端接触的小范围有效,而中部更长则可有效保证铜材进入模具时两侧与中部保持平衡的挤出速度,铜材可填满模腔挤出,成型的超薄超大宽窄比铜型材质量稳定。
21.进一步,步骤b中使用的模具其填充区的深度为4-6mm,低阻力区的深度小于高阻力区的深度。作为优选这样高阻力区对铜材的阻滞效果更好,低阻力区铜材更易通过,可更有效的填满模腔,使得模腔中部与两侧的铜材可同步挤出,成型的铜型材质量稳定可靠。
附图说明
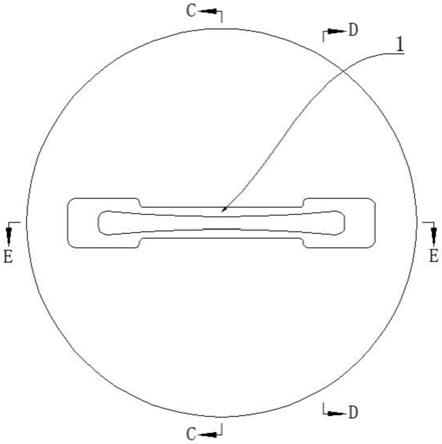
22.图1为本发明实施例中使用的模具的俯视图;
23.图2为图1中e-e剖视图;
24.图3为图1中c-c剖视图;
25.图4为图1中d-d剖视图。
具体实施方式
26.下面通过具体实施方式进一步详细说明:
27.说明书附图中的附图标记包括:填充区1、模腔2。
28.实施例基本如附图1所示:一种超薄超大宽窄比铜型材产品挤出工艺,包括以下步骤:
29.a、连续挤压,对连续挤压机挤压腔和模具的模腔2进行预热,预热温度为480-500℃,预热保温15-45min,将总长度800mm的多根铜杆加热至680-730℃后送入连续挤压机,再将冷铜杆送入连续挤压机,在连续挤压机的挤压腔内用挤压轮将铜杆挤压形变为坯料并向模具中输送;
30.b、挤出成型,持续用挤压轮将坯料送入模具,挤压轮对坯料的挤送速度为5-7m/min,用模具挤出成型宽窄比大于等于20的铜型材,在模具入口的填充区1通过倾斜的侧壁控制流道中部和两侧的坯料速度趋于一致,如图1、图2所示,对应流道中部的填充区1为高阻力区,对应流道两侧的填充区1为低阻力区,低阻力区的长度l为高阻力区长度l的一半,此长度为填充区1断面的长度,填充区1的深度为4-6mm,低阻力区的深度小于高阻力区的深度,如图3所示,高阻力区表面与竖向面之间的夹角α为6
°‑8°
,如图4所示,低阻力区表面与竖向面之间的夹角β为10
°‑
12
°
,铜型材的宽窄比每增加1,对应的填充区1的夹角α和夹角β也增加1
°
;
31.c、冷却堆码,将从模具挤出的铜型材引入防氧化保护管和冷却水槽,防氧化管中通入酒精与水的混合液,冷却后堆码存放。
32.本工艺中先通过对模具及前端铜杆的预热,提高初始铜材的流动性,确保铜材可顺畅进入模具并挤出。针对宽窄比大于等于20的超薄超大宽窄比铜型材,设计了专用的模具结构,通过对模具填充区1的表面倾斜角度进行改进,将中部角度相对两侧减小,但增大中部的通过深度,使得常态下更容易从中部进入模腔2的铜材受到的阻力增加,而两侧的角度相对增大,填充空间更大,铜材可大量填充在两侧,且通过深度相对减小,使得两侧的铜材更易进入模腔2,并且从截面长度上进行两侧与中部的比例划分,两侧为中部的一半,确保两侧的铜材能够充分有效的填满模腔2的侧端,进而确保在模腔2中铜材可充分填满,且
挤出过程中模腔2中部与两侧的铜材保持相对一致的速度挤出。这样的工艺挤出成型的宽窄比大于等于20的超薄超大宽窄比铜型材两侧不会存在裂边、缺边,中部平整,断面结构稳定,连续挤出成型不会存在扭拧、弯曲等缺陷,成型质量稳定可靠。实施例2,本实施例与实施例1的区别仅在于,步骤b中用模具挤出成型宽窄比为21的铜型材,高阻力区表面与竖向面之间的夹角α为7
°
,低阻力区表面与竖向面之间的夹角β为11
°
。
33.实施例3,本实施例与实施例1的区别仅在于,步骤b中用模具挤出成型宽窄比为22的铜型材,高阻力区表面与竖向面之间的夹角α为8
°
,低阻力区表面与竖向面之间的夹角β为12
°
。
34.以上所述的仅是本发明的实施例,方案中公知的具体结构和/或特性等常识在此未作过多描述。应当指出,对于本领域的技术人员来说,在不脱离本发明结构的前提下,还可以作出若干变形和改进,这些也应该视为本发明的保护范围,这些都不会影响本发明实施的效果和专利的实用性。本技术要求的保护范围应当以其权利要求的内容为准,说明书中的具体实施方式等记载可以用于解释权利要求的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1