用于射束加工板状或管状工件的方法与流程
用于射束加工板状或管状工件的方法
1.本技术是申请号为202080025618.7、申请日为2020年2月25日、发明名称为“用于射束加工板状或管状工件的方法”的发明申请的分案申请。
技术领域
2.本发明基于制造金属工件部分的技术领域并且涉及一种用于射束加工板状或管状工件的方法,在该方法中,通过加工射束进行用于产生切割缝隙的工件的分离加工以及沿着切割缝隙的至少一部分的工件的再加工。
背景技术:
3.在市场上可用的具有用于引导激光束的可移动射束头的激光切割装置能够实现以大批量和高精度自动化地制造工件部分。其中,这些工件部分借助激光束由板状或管状金属工件沿着相应的切割线切出。
4.根据所使用的激光切割方法的类型,切出的工件部分的切割棱边通常都需要费事的机械再加工。因此,必须使尖锐的切割棱边变圆、例如设有倒角,并且必须去除切割棱边上的毛刺。此外,切割棱边经常须准备用于随后的加工过程,例如通过平整化或粗糙化。问题也在于在用氧气作为工作气体进行激光切割时在切割棱边上出现氧化。因为氧化层大多不利于喷漆,所以必须通过磨削去除这些氧化层。此外,还有问题的是,在镀锌工件的情况下锌涂层在切割棱边的区域中损失,使得由镀锌工件制造的工件部分或者必须被再镀锌,或者一般仅在切出的工件部分上进行镀锌。
5.原则上,后置于工件部分的完全切出的加工、尤其是机械加工在切割棱边的区域中在时间上并且大多在人力上也是费事的,因为该加工经常也手动进行。此外,再加工是成本密集的,使得工件部分的制造以不希望的方式延长和变贵。
6.文献wo 2014/016138公开一种用于制造同步环的方法。其中,两个同步环由坯件通过激光切出。随后,借助散焦的激光束实现切出的同步环的负载面的激光硬化。
7.在再公开的文献wo 2019/077395中公开一种用于制造铝涂覆的钢部件的方法。在此,首先将一构件从被涂覆的带借助激光切出,随后借助激光烧蚀实现部分地去除在切出构件的切割棱边上的涂层。
8.文献de 102014113878 a1公开一种装置,该装置适用于构件的激光切割和激光退火(lasergl
ü
hen)。完成切出的构件分别经受激光退火。在此示出的创新涉及对散射辐射的屏蔽。
技术实现要素:
9.相比之下,本发明的任务在于,扩展传统的用于制造工件部分的方法(在该方法中,工件部分借助切割射束从板状或管状工件切出),使得该工件部分的制造能够以自动化方式更快速和成本更低地实现。
10.该任务和另外的任务根据本发明所提出地通过具有独立权利要求特征的用于射
束加工板状或管状工件的方法来解决。本发明有利构型通过从属权利要求的特征给出。
11.根据本发明示出一种用于射束加工板状或管状工件的方法。根据本发明的方法可以用于每个这样的过程中,其中切割缝隙在工件中的制造通过切割射束(热切割),例如激光切割或火焰切割(brennschneiden)实现。优选地、但非强制地,根据本发明的方法用于工件的激光切割中,其中,加工射束是激光束,并且射束加工是激光束加工。
12.因为在根据本发明的方法中、除用于产生切割缝隙的工件的分离加工外也实现工件在切割缝隙的区域中非分离和非接合的再加工,所以代替切割射束而使用术语“加工射束”。当然,加工射束可以通过调整功率密度可选择地用于工件的分离加工或非分离以及非接合的加工。
13.根据本发明的方法的射束加工包括至少一个用于沿着切割线产生切割缝隙的分离工序以及至少一个用于沿着切割缝隙的至少一部分再加工工件的再加工工序,其中,术语“部分”在此是指切割缝隙的沿着切割线的延伸部。
14.在本发明的意义上考虑这样的切割线或切割缝隙,其仅沿着由工件要切出的工件部分的轮廓延伸。沿着切割线产生切割缝隙,其中,切割缝隙在整个切割线上延伸。切割缝隙沿着切割线的产生可以在一个或多个步骤中实现。通过产生切割缝隙,沿着其轮廓或完全切出工件部分,即切割缝隙总是形成轮廓的(konturbildend)。与此相应地,术语切割线或切割缝隙在本发明的意义上不包括切割线或切割缝隙的以下区段:该区段没有形成轮廓并且没有沿着工件部分的轮廓延伸。例如在切出工件部分时经常也远离轮廓地刺入到工件中,并且首先将切割射束朝向工件部分的轮廓移动一段。在此所产生的切割缝隙不形成轮廓并且因此不属于如在本发明的意义上所理解的术语切割缝隙。
15.尽管阐明了根据本发明用于在各个工件部分上射束加工板状或管状工件的方法,当然,通常由工件切出多个工件部分,其中,根据本发明的方法单独用于每个工件部分。
16.根据本发明的方法的至少一个分离工序包括借助通过射束头引导的加工射束分离加工板状或管状工件,其中,沿着切割线产生(形成轮廓的)切割缝隙。通过用加工射束(结合对准切口(schnittfuge)的工作气体)照射工件来产生切割缝隙,该切割缝隙沿着工件部分的整个轮廓延伸,使得工件部分从工件完全切出,不再与剩余的工件(剩余格栅)连接并且因此可以直接从剩余格栅去除。工件部分由工件的切断或脱落通过产生闭合的切割缝隙实现。与此一致地,术语“切出”在本发明的意义上应包括工件部分从工件的完全切出。如果应完全切出工件部分,则切割线和从而切割缝隙也沿着工件部分的整个轮廓延伸。切割缝隙(必要时在多个步骤中)总是沿着整个切割线产生,使得切割缝隙在至少一个分离工序之后沿着整个切割线延伸。
17.在本发明的意义上,术语“工件”表示板状或管状的、典型地是金属的构件,由该金属构件要制造至少一个工件部分、通常多个工件部分。板状工件典型地是平面的或平坦的。对于弯曲的管状工件可以在表面的每个部位处假想地构造出切平面。至少一个工件部分完全从工件切出。如果由工件已经完全切出至少一个工件部分,则工件的剩余部分(没有完全切出的工件部分)称为剩余格栅。
18.完全切出和由剩余格栅去除的工件部分在根据本发明的方法的范畴内未经受再加工。完全由剩余格栅切出的、在根据本发明的方法的范畴内未经受再加工的工件部分典型地是废件。完全切出的废件例如可以在合格件中产生断裂(durchbrechung)。
19.加工射束的能量密度说明加工射束关于由加工射束照射的面的能量,例如以j/mm2测定。对于切割缝隙的产生和工件沿切割缝隙的再加工重要的是关于工件的照射面被照射的时间间隔的能量密度,例如测定为j/(mm2×
sec),此外称为“功率密度”。如果主要取决于由工件吸收的功率密度,则该功率密度也可以理解为由工件吸收的功率密度。
20.在至少一个分离工序中,在工件上方移动切割头,其中,将加工射束、在此是切割射束沿着切割线从第一切割位置引导至第二切割位置。切割线是预给定的或可预给定的(假想)轨迹,沿着该轨迹引导加工射束。在工件的分离加工时,加工射束具有第一功率密度,该第一功率密度如此测定,使得工件被(完全)分开。加工射束与对准切口的工作气体束共同作用。在此,在工件中产生从第一切割位置到第二切割位置延伸的(形成轮廓的)切割缝隙,该切割缝隙使工件断裂。根据本发明的方法可以包括用于产生对于相同工件部分的切割缝隙的一个或多个分离工序。如上所述,根据本发明不考虑没有形成轮廓的切割缝隙。
21.如果根据本发明的方法仅具有用于产生用于相同工件部分的切割缝隙的唯一分离工序,则如此选择第一切割位置和第二切割位置,使得(假想的)切割线和切割缝隙沿着工件部分的完整轮廓延伸,使得完全切出工件部分并且直接在通过加工射束切断之后可以将其从剩余格栅去除。
22.如果根据本发明的方法具有多个用于产生对于相同工件部分的切割缝隙的分离工序,则在每个分离工序中沿着切割线产生切割缝隙的一部分,其中,切割缝隙的各自产生的部分补充为切割缝隙。典型地,切割缝隙通过随后的分离工序沿着切割线连续地继续产生。射束头的移动运动因此是非连续的,而是至少一次地中断。为了沿着切割线连续地继续产生切割缝隙,一个分离工序的第一切割位置通常相应于紧接着之前的分离工序的第二切割位置。在每个分离工序中产生切割缝隙的一部分,该部分从第一切割位置延伸直至该分离工序的第二切割位置。
23.至少一个再加工工序用于沿着切割缝隙的至少一部分再加工工件,其中,术语“部分”在此涉及切割缝隙的沿着切割线的延伸部。工件可以通过再加工工序沿着整个切割缝隙被再加工。替代地,工件可以通过再加工工序仅沿着切割缝隙的仅一部分(区段)(关于切割缝隙的沿着切割线的延伸部)被再加工。经受再加工的工件具有至少一个工件部分,其已经从工件完全切出和去除,使得工件是具有剩余的在剩余格栅侧的切割棱边的剩余格栅。剩余格栅仅在切割缝隙的在剩余格栅侧的切割棱边的区域中被加工。如上所述,完全切出的和从剩余格栅去除的工件部分在根据本发明的方法中未被再加工。
24.至少一个再加工工序包括在工件上方移动射束头,其中,将加工射束(该加工射束在此不是切割射束,而是基于其功率密度是再加工射束)沿着再加工线从第一再加工位置引导至第二再加工位置。在再加工中,加工射束具有与第一功率密度不同的第二功率密度,该第二功率密度如此测定,使得工件不被完全分开,即在工件中不产生切割缝隙。更确切地说,第二功率密度如此测定,使得工件不被分离和不被接合地加工。
25.再加工线是预给定或可预给定的(假想)轨迹,加工射束应沿着该轨迹被引导,该加工射束用于沿着切割缝隙产生工件的被再加工的区域(再加工区)。再加工线总是配属于切割缝隙,其中,再加工线仅沿着切割缝隙延伸。例如,再加工线和切割线是相同的。替代地,再加工线和切割线是不同的。例如再加工线相对于切割线在侧向上错开,其中,再加工线优选具有相对于切割线保持不变的竖直的(最短的)间距,即再加工线和切割线是等距的
线。再加工区总是沿着整个再加工线产生。再加工线或再加工区也可以仅在切割缝隙的一部分上延伸,其中,术语“部分”在此涉及切割缝隙的沿着切割线的延伸部。
26.根据本发明的方法包括至少一个再加工工序,其中再加工线具有这样的走向:工件在包含切割缝隙的剩余格栅侧的切割棱边的区域中被加工射束照射。在本发明的意义上,术语“切割棱边”表示剩余格栅和工件部分的两个彼此对置的、共同形成切割缝隙的面。典型地,切割棱边垂直于板状(平面的)工件的平面或垂直于在管状工件的切割缝隙的区域中的切平面。
27.工件(剩余格栅)的再加工沿着切割缝隙的至少一部分,关于切割缝隙的沿着切割线的延伸部进行。术语“区域”在此涉及工件的以下区段,该区段至少沿切割缝隙的一部分延伸并且包含切割缝隙的至少一个切割棱边。除切割棱边外,所述区域因此也可以具有工件(即剩余格栅)的横向于切割棱边延伸的区段。也可以是,仅切割缝隙的剩余格栅侧的切割棱边被再加工,而没有剩余格栅的另外的区段,该另外的区段不是切割棱边的部分并且横向于切割棱边延伸。术语“再加工区”包括包含切割缝隙的剩余格栅侧的切割棱边的区域,其中,相应的区域也仅能够由所属的切割棱边组成。
28.根据本发明的方法的一个构型,沿着整个切割缝隙执行一个或多个再加工工序。根据本发明的方法的另一构型,沿着切割缝隙的一个或多个部分执行一个或多个再加工工序。如果从工件已经完全切出至少一个工件部分并且已经从剩余格栅去除,则工件的再加工仅在工件的包含切割缝隙的剩余格栅侧的切割棱边的区域中进行。
29.根据本发明的方法能够有利地实现产生切割缝隙以及借助加工射束沿着切割缝隙的至少一部分对工件再加工。可以省去从剩余格栅去除的工件部分的耗时和成本密集的再加工,使得可以节约在制造工件部分时的时间和成本。这是根据本发明的方法的一大优点,因为也可以简单地改造现有的射束加工装置、尤其是激光切割装置以执行根据本发明的方法。
30.根据本发明的方法的一个构型包括仅唯一的分离工序和至少一个用于同一工件的完全射束加工的再加工工序。在分离工序中产生的切割缝隙完全沿着工件部分的轮廓延伸。也可以执行多个再加工工序。
31.根据本发明的方法的另一构型包括多个分离工序和至少一个用于相同工件部分的完全射束加工的再加工工序。通过多个分离工序产生的切割缝隙完全沿着工件部分的轮廓延伸。也可以对于切割缝隙的相同部分或不同部分执行多个再加工工序。
32.根据本发明的一个构型,沿着切割缝隙的至少一个相同部分、尤其沿着整个切割缝隙执行多个再加工工序。在此,不同再加工工序可以对于切割缝隙的相同部分具有相同的再加工线和/或相同的功率密度或具有不同的再加工线和/或加工射束的不同功率密度。在根据本发明的方法的一个优选构型中,对于切割缝隙的相同部分执行的至少两个再加工工序具有不同的再加工线和/或加工射束的不同功率密度。
33.在根据本发明用于射束加工板状或管状工件的方法的一个构型中,其中沿着切割缝隙的至少一个相同部分执行用于再加工工件的至少两个再加工工序,在至少一个第一再加工工序中,在包含切割缝隙的剩余格栅侧的切割棱边的区域中由加工射束照射工件。此外,在至少一个第二再加工工序中,在不包含切割缝隙的剩余格栅侧的切割棱边的区域中由加工射束照射工件。在此,至少一个第一再加工工序可以在时间上在至少一个第二再加
工工序之前被执行,这可以是优选的;或者至少一个第二再加工工序在时间上在至少一个第一再加工工序之前被执行。本发明的该构型尤其在切割缝隙上产生倒角的情况下是有利的。倒角尤其可以基于加工的切割棱边产生。在至少一个第二再加工工序中,切割棱边不必再被一起照射,而是加工射束可以朝远离切割棱边进入剩余格栅的方向移位。
34.如果在多阶段中产生切割缝隙,则根据本发明的一个构型,通过再加工工序仅沿着切割缝隙的这样的部分再加工工件,该部分已经通过紧接着之前的分离工序产生。这可以是切割缝隙的整个部分,该部分在紧接着之前的分离工序中已经产生;或这可以仅是切割缝隙的一个区段,其中,术语“区段”在此涉及切割缝隙的沿着切割线的延伸部。但也可以考虑,通过再加工工序仅沿着切割缝隙的这样的部分再加工工件,该部分通过不是紧接着之前的分离工序产生。这可以是切割缝隙的整个部分,该部分在不是紧接着之前的分离工序中产生;或这可以仅是切割缝隙的一个区段,其中,术语“区段”在此涉及切割缝隙的延伸部。也可以是,通过再加工工序沿着切割缝隙的多个部分再加工工件,所述多个部分通过多个之前的分离工序产生。这相应地可以是切割缝隙的整个部分,该部分在之前的分离工序中产生;或这相应地可以仅是切割缝隙的一个区段,其中,术语“区段”在此涉及切割缝隙的延伸部。
35.在根据本发明的方法的一个构型中,其中设置有多个用于对于相同工件部分产生切割缝隙的分离工序,在每个分离工序中产生切割缝隙的一部分。优选地,在最后的分离工序中产生切割缝隙的一部分,该部分沿着切割线具有这样的尺寸(长度),该尺寸(长度)小于在切割缝隙的在一个或多个之前的分离工序中产生的部分的沿着切割线测定的尺寸(长度)中的每个单个尺寸(长度)。例如,切割缝隙的在连续的分离工序中产生的部分的长度不减小、例如不连续地减小,该部分从工件部分的切断点观察,与切割缝隙的产生方向相反。
36.在根据本发明的方法的一个构型中,在一个分离工序之后将射束头从分离工序的第二切割位置移开,其中,对于该移动运动也可以关断加工射束。在此也可以在工件上方、尤其在要切出的工件部分的轮廓内移动射束头。由此将射束头运动到以下位置:在该位置处,加工射束到达再加工线的第一再加工位置。该第一再加工位置因此与之前的分离工序的第二切割位置不同。例如再加工线的第一再加工位置与之前的分离工序的第一切割位置相同,其中,同样可以是,第一再加工位置与第一切割位置不同。也可以是,再加工线的第一再加工位置位于之前的分离工序的第一切割位置和第二切割位置之间(至少在垂直于切割线或切割缝隙的视线上观察)。例如,第二再加工位置与之前的分离工序的第二切割位置相同,其中,同样可以是,第二再加工位置与第二切割位置不同。也可以是,第二再加工位置位于之前的分离工序的第一切割位置和第二切割位置之间(至少在垂直于切割线或切割缝隙的视线上观察)。
37.在根据本发明的方法的另一构型中,对于至少一个再加工工序的执行不将射束头从之前的分离工序的第二切割位置移开,使得再加工线的第一再加工位置与之前的分离工序的切割线的第二切割位置相同。
38.用于沿着切割缝隙再加工工件的方向可以相应于产生切割缝隙的方向或者与之相反。
39.加工射束的射束轴线在至少一个分离工序中优选地总是垂直于板状或管状工件或者垂直于工件表面地定向,其中,但也可以考虑,射束轴线偏离垂线(senkrechten)。加工
射束的射束轴线在至少一个再加工工序中优选地总是垂直于板状或管状工件或者垂直于工件表面地定向,其中,但也可以考虑,射束轴线偏离垂线。
40.加工射束的“定向”应理解为在加工射束的到达工件的射束锥的中心射束(即射束轴线)与工件的平面的工件表面之间的角。在管状工件的情况下考虑在射束轴线的接触点(auftreffpunkt)处与工件表面的切平面。在加工射束垂直定向的情况下,射束轴线和工件表面之间的角为90
°
。
41.根据本发明的方法的一个优选构型,加工射束的定向在照射工件用于再处理时在至少一个再处理工序期间总是不变的并且与在照射工件用于产生切割缝隙时在至少一个分离工序中加工射束的总是不变的定向相同。优选地,加工射束在至少一个分离工序中和在至少一个再加工工序中总是垂直于工件表面定向。加工射束的射束轴线因此在产生切割缝隙时和再处理时保持不变。通过该措施可以在控制技术方面极大简化工件的再处理。此外,可以节约用于射束头和/或加工射束相对于工件的相应可枢转性的技术实施的成本。
42.根据本发明的方法的一个替代的构型,加工射束的定向在照射工件用于再处理时在至少一个再处理工序期间至少短暂地不同于在至少一个分离工序中加工射束的定向。射束轴线尤其可以在再处理时至少短暂占据相对于工件表面的不同于90
°
的角。加工射束的定向可以(在机械上)通过射束头的可枢转性和/或(在光学上)通过加工射束的可枢转性实现。
43.在至少一个分离工序中,沿着切割线引导加工射束或其射束轴线。切割线因此说明在产生用于要切出的工件部分的切割缝隙时加工射束在工件表面上的路径。在至少一个再加工工序中,沿着再加工线引导加工射束或其射束轴线。再加工线因此说明在沿着切割缝隙再加工工件时加工射束在工件表面上的路径。在加工射束垂直到达工件表面上时,射束头在分离工序中沿着移动曲线运动,该移动曲线相应于切割线在垂直视线上通过板状或管状(平面的)工件的投影。也可以是,射束头沿着与该移动曲线平行的移动曲线运动。相应地,射束头在再加工工序中沿着移动曲线运动,该移动曲线相应于再加工线在垂直视线上通过板状或管状(平面的)工件的投影。也可以是,射束头沿着与该移动曲线平行的移动曲线运动。
44.至少一个再加工工序的再加工线配属于切割线或切割缝隙并且原则上可以任意地构造,只要确保:通过用加工射束照射可以在剩余格栅的包含切割缝隙的剩余格栅侧的切割棱边的区域中再加工工件。根据至少一个再加工工序的一个构型,再加工线与切割线或切割缝隙相同。在该情况下,再加工线与切割线具有相同走向。根据至少一个再加工工序的另一构型,再加工线与切割线或切割缝隙不同。例如再加工线相对于切割线在侧向上错开,其中,再加工线尤其可以与切割线等距地延伸。根据一个构型,再加工线和切割线具有相同的形状和平行的走向。
45.在本发明的一个构型中,沿着切割缝隙的同一部分、尤其是沿着整个切割缝隙执行多个再加工工序,其中,再加工线在之后的再加工工序中比在之前的再加工工序中与切割线更远地错开。再加工线尤其可以具有与切割线相同的走向。例如再加工线可以分别与切割线等距。本发明的该构型可以在多阶段地产生倒角时是优选的。
46.加工射束的控制可以通过射束头的移动和/或通过射束头相对于工件表面的定向的变化(射束头的枢转)和/或通过射束方向相对于射束头的变化(加工射束相对于在其定
向上不变的射束头进行光学枢转)实现。优选地,仅通过射束头的相应移动实现加工射束的控制,其中,射束头相对于工件表面的定向和加工射束相对于射束头的定向在相应于根据本发明的方法的射束加工工件(分离加工和再加工)时保持不变,这避免了加工装置的费事和成本密集的技术配备。
47.根据本发明的方法的一个构型,再加工线与切割线的间距(再加工线优选与切割线等距地错开)最大为切割缝隙的一半缝隙宽度加上加工射束的射束锥在工件表面上的半径。但也可以是,例如在多阶段地制造倒角时,再加工线与切割线的间距更大,其中再加工线在之后的再加工工序中比之前的再加工工序的再加工线远离切割缝隙地布置。
48.例如射束头在至少一个再处理工序期间的移动曲线相对于射束头在至少一个分离工序期间的移动曲线在侧向上错开(尤其等距地错开)。射束头在至少一个再处理工序期间的移动曲线与射束头在至少一个分离工序期间的移动曲线可以具有平行的走向。
49.在至少一个再处理工序中,加工射束具有与第一功率密度不同的第二功率密度,该第二功率密度如此测定,使得引起工件的非接合和非分离(然而必要时重熔)的再处理。在再处理中因此既不产生部分切出的工件部分与剩余格栅之间超出切割缝隙的连接,也不分开工件。在此考虑工作气体的影响,其中,根据本发明,加工射束的功率密度也可以理解为由工件吸收的功率密度。功率密度或者说吸收的功率密度的变化可以通过不同措施实现、尤其通过加工射束的能量变化、射束焦点的变化、射束头与工件表面间距的变化、工作气体的类型和/或参数的变化等。对于本领域技术人员而言,用于改变功率密度的措施是完全已知的,从而在此不必对其进一步论述。
50.例如,第二功率密度小于第一功率密度的50%、40%、30%、20%、10%或1%。
51.在根据本发明用于射束加工板状或管状工件的方法中,工件沿着切割缝隙的再加工可以以不同方式进行,其中,根据再加工类型可以以适合的方式选择再加工线以及选择加工射束的第二功率密度。不同的再加工也可以在工件相同区域中沿着切割缝隙或沿着切割缝隙的相同部分或沿着整个切割缝隙进行。根据本发明的方法可以有利地用于多个再加工,其中还示例性地说明七种应用情况。
52.在第一种应用情况下,从切割缝隙的剩余格栅侧的切割棱边去除氧化层。经照射的区域必要时可以仅限于切割棱边。
53.在第二种应用情况下,从切割缝隙的剩余格栅侧的切割棱边去除毛刺(例如微型毛刺)。毛刺经常邻接于工具表面(面向加工射束)和/或邻接于工件下侧(背向加工射束)。经照射的区域必要时可以仅限于切割棱边。
54.在第三种应用情况下,使切割缝隙的剩余格栅侧的切割棱边倒圆(通过重熔)。在此,再加工线相对于切割线可以朝要加工的切割棱边的方向在侧向上错开、优选地最大错开一半切割缝隙宽度加上加工射束的射束锥在工件表面上的半径。
55.在第四种应用情况下,切割缝隙的剩余格栅侧的切割棱边在形状上改变(通过重熔)、例如平整化或粗糙化,以便例如改进接合过程。
56.在第五种应用情况下,在切割缝隙的剩余格栅侧的切割棱边上产生倒角。这也可以在多个步骤中实现,其中,根据一个优选构型,再加工线在每个之后的再加工中更远离所属切割棱边地布置。
57.在第六种应用情况下,切割缝隙的剩余格栅侧的切割棱边和/或剩余格栅的包含
剩余格栅侧切割棱边的区域在再处理时设有涂层(例如锌涂层)。这可以以简单的方式通过添加产生涂层的材料(例如锌)给第二工作气体束来实现。第二工作气体束不同于与加工射束同轴地引导的(第一)工作气体束。由第二工作气体束照射的区域必要时可以限于切割棱边。涂层也可以在多个步骤中实现,其中,根据一个优选构型,再加工线在每个之后的再加工中更远离所属切割棱边地布置。通过该措施可以以特别有利的方式也通过切割射束热分离地加工被涂覆的工件。完全切出的工件部分的可能的再涂覆是不需要的。
58.根据本发明用于射束加工工件的方法不限于上述应用情况。而是可以考虑多个另外的应用情况,在这些另外的应用情况中可以有利地使用根据本发明的方法。
59.在再加工工件时,上述应用情况以及另外的应用情况可以单个地或以任意组合地沿着切割缝隙的相同部分或不同部分、尤其沿着整个切割缝隙实现。
60.根据本发明,用于工件再加工的至少一个再加工工序不用于激光硬化、激光退火、尤其是激光不完全退火。
61.在根据本发明用于工件射束加工的方法中,加工射束由射束头引导并且在位于端部的射束喷嘴处喷出,该射束喷嘴设有射束喷嘴开口。典型地,但非强制地,射束喷嘴朝工件或工件支承件(werkst
ü
ckauflage)锥形地变细。射束喷嘴开口典型地、但非强制地构造为圆形。加工射束典型地、但非强制地以到达工件上的射束锥的形式构造。典型地,射束头也用于引导(第一)工作气体束,该工作气体束典型地、但非强制地从同一射束喷嘴、如加工射束那样被输出并且优选与加工射束同轴地被引导。从射束头的射束喷嘴喷出的(第一)工作气体束典型地、但非强制地以到达工件上的气体锥的形式构造。如上所述,射束头也可以用于引导与第一工作气体束不同的第二工作气体束,该第二工作气体束用于运送涂覆材料并且不从射束头的与加工射束相同的孔喷出。
62.射束头可以相对于工件运动。典型地支承在平面的工件支承件上的工件具有与射束头对置的、例如平面的工件表面,用于工件的分离加工以及再加工的加工和工作气体束可以对准该工件表面。
63.此外,本发明还延伸到射束加工装置,其包括由射束头引导的、用于射束加工板状或管状工件的加工射束,该射束加工装置具有用于控制/调节工件的射束加工的电子控制装置,该电子控制装置(在程序技术上)设置为用于执行上述根据本发明的方法。
64.此外,本发明还延伸到用于这种射束加工装置的适用于数据处理的电子控制装置的程序代码,所述程序代码包含控制命令,该控制命令促使控制装置用于执行上述根据本发明的方法。
65.此外,本发明还延伸到计算机程序产品(存储介质),其具有储存的程序代码,用于这种射束加工装置的适用于数据处理的电子控制装置,所述程序代码包含控制命令,该控制命令促使控制装置用于执行上述根据本发明的方法。
66.当然,本发明的上述构型可单独地或以任意组合地使用,而不脱离本发明的保护范围。
附图说明
67.详细地阐明本发明,其中参照各附图。附图示出了:
68.图1-15:用于射束加工工件的示例性过程;
69.图16-21:用于再加工工件的不同应用情况;
70.图22:用于实施根据本发明的用于射束加工工件的过程的示例性射束加工装置的示意图;
71.图23:根据本发明的方法的流程图。
具体实施方式
72.如果首先看图22,其中直观示出本身已知的用于射束切割板状工件的射束加工装置。总体上用附图标记1表示的射束加工装置包括具有射束头3的射束切割装置2以及具有用于工件9(在图22中未示出,参见图1至15)、例如平面的板材的工件支承件5的工作台4。工件支承件5被横梁6跨越,横梁6沿着第一轴方向(x方向)可移动地引导。
73.在横梁6上装配有用于射束头3的引导滑块7,引导滑块7在横梁6上沿着垂直于第一轴方向的第二轴方向(y方向)可移动地引导。射束头3因此可以在通过两个轴方向(x、y方向)展开的平面内平行地并相对于例如水平的工件支承件5移动。射束头3还构造为可沿垂直于第一和第二轴方向的第三轴方向(z方向)在高度上移动,由此可以改变垂直于工件支承件5的间距。在水平的工件支承件5的情况下,z方向相应于重力方向。射束头3在其面向工件支承件5的一侧上具有朝向工件支承件5锥形地变细的射束喷嘴13。射束头3用于引导加工射束、在此例如是激光束以及工作气体束。加工射束由加工射束源8产生并且例如通过射束导管和多个偏转镜或光导电缆被引导至射束头3。通过聚焦透镜或适应性光学器件,加工射束可以以束集的形式对准工件。由于射束头3沿着第一轴方向(x方向)和第二轴方向(y方向)的可移动性,可以利用加工射束移到工件上的每个任意点处。通过射束头3沿z方向的高度可移动性,可以通过改变与工件表面的间距来调整射束喷嘴13与工件的工作间距。射束头3与工件表面的间距、尤其是切割高度可以在切割过程之前、在切割过程期间和在切割过程之后被调整。工件的分离加工可以尤其以在切割高度范围内可变的切割高度执行。加工射束的聚焦位置可以通过射束头3中的光学元件、例如适应性光学器件来调整。
74.第一工作气体束(未进一步示出)用于驱赶来自切口的熔融物。该工作气体束由未进一步示出的气体束产生装置产生。作为惰性工作气体例如使用氦(he)、氩(ar)或氮(n2)。作为反应的工作气体通常使用氧气(o2)。也已知的是使用气体混合物。工作气体束从与加工射束16相同的射束喷嘴13喷出并且与加工射束16同轴地引导至加工部位上并且在那里以由气体束产生装置预给定的(初始)气压到达工件的工件表面上。
75.如在图22中所示的那样,工件支承件5例如由多个支承元件组成,这些支承元件具有例如三角形构造的承载点尖端(tragpunktspitzen),这些承载点尖端一起限定用于要加工的工件9的支承平面。支承元件在此例如构造为长形的支承接片,这些支承接片分别沿着y方向延伸并且以例如恒定的间隔距离以平行的布置方式沿着x方向彼此并排地布置。未进一步示出抽吸装置,通过该抽吸装置可以吸走在射束切割期间产生的切割烟雾、残渣颗粒和小的废件。
76.程序控制的控制装置12用于控制/调节根据本发明的用于在射束加工装置1中射束加工工件9的过程。
77.现在参照图1至15,其中直观示出用于通过图22的射束装置1射束加工工件的示例性过程。
78.如果首先看图1,其中示出切割线14(虚线),该切割线相应于工件部分11的整个轮廓。该轮廓相应于要切出的工件部分11的外部形状或者说构型。工件部分11应由未进一步示出的板状或管状工件9完全切出,其中,剩余格栅10剩下。工件部分11在此例如具有带有圆形角部的矩形形状,其中,当然,工件部分11可以具有每个任意的形状。
79.在图2中示意地直观示出从射束头3射出的加工射束16,例如激光束。射束头3在切割线14上方移动到一个位置中,在该位置中,加工射束16以其射束轴线到达切割线14的第一切割位置a。如在图2中直观示出的那样,射束头3沿着切割线14移动,其中,加工射束16从第一切割位置a运动至第二切割位置b。由此,在第一切割位置a和第二切割位置b之间产生使工件9断裂的切割缝隙15(实线)。当然,加工射束16也可以远离切割线14地刺入到工件9中,其中,根据本发明仅考虑沿着工件部分11的轮廓延伸的切割线14以及与此相应地考虑形成工件部分11的轮廓的切割缝隙15。
80.在图3中直观示出以下状况,其中在第一切割位置a和第二切割位置b之间已经产生切割缝隙15。工件9的分离加工现在被中断,并且第一分离工序结束。加工射束16被关断,并且射束头3移动到在切割线14的在第一切割位置a上方的一个位置中。如在图3中通过箭头直观示出的那样,射束头3的移动运动可以在切割线14内,即在要切出的工件部分11上方以在切割线14的第二切割位置b和第一切割位置a之间的直线进行。第一切割位置a相应于再加工线18的第一再加工位置(参见图4)。
81.如在图4中直观示出的那样,现在又接通加工射束16,并且射束头3沿着再加工线18(虚线)移动,其中,加工射束16从相应于第一切割位置a的第一再加工位置出发移动至相应于第二切割位置b的第二再加工位置。在此产生再加工区22(示意地通过实线直观示出)。
82.在图5中示出以下状况,其中沿着第一分离工序的整个切割缝隙15再加工工件9。经再加工的区域或者说再加工区22以实线示意性地直观示出。
83.在图4和另外的图5至15中,再加工线18或者再加工区22出于图示原因平行地错开并且与切割线14等距地示出。这也相应于对于确定的应用情况进行再加工线18的优选定位。对于在此示例性描述的再加工,再加工线18应与切割线14相同,这相应于对于确定的应用情况进行再加工线18的相同优选的定位,然而在图示上不能很好地示出。当加工射束16已经到达相应于第二切割位置b的第二再加工位置时,第一再加工工序结束。
84.如还在图5中直观示出的那样,在第一再加工工序结束之后,从第二切割位置b(该第二切割位置b对于现在紧接着的第二分离工序是第一切割位置)出发继续分离加工工件9,其中,切割缝隙15的已经产生的部分被延长至第二分离工序的第二切割位置c。
85.在图6中示出以下状况,其中在第二分离工序的第一切割位置b和第二切割位置c之间产生切割缝隙15。第二分离工序在此结束,并且中断工件9的分离加工。加工射束16被关断,并且射束头3移动至在切割线14的第一切割位置b上方的一个位置中,如通过箭头观示出的那样。第二分离工序的第一切割位置b相应于用于第二再加工工序的再加工线18的第一再加工位置(参见图7)。
86.如在图7中直观示出的那样,又接通加工射束16,并且射束头3沿着再加工线18移动,其中,加工射束16从相应于第二分离工序的第一切割位置b的第一再加工位置移动至相应于第二切割位置c的第二再加工位置。
87.在图8中示出以下状况,其中工件9在相应于第二分离工序的第一切割位置b的第
一再加工位置和相应于第二分离工序的第二切割位置c的第二再加工位置之间沿着整个切割缝隙15被再加工。第二再加工工序由此结束。
88.如在图8中直观示出的那样,在结束第二再加工工序之后从第二切割位置c(该第二切割位置c对于现在紧接着的第三分离工序是第一切割位置)出发继续分离加工工件9,其中,切割缝隙15的已经产生的部分被延长至第三分离工序的第二切割位置d。
89.在图9中示出以下状况,其中在第三分离工序的第一切割位置c和第二切割位置d之间产生切割缝隙15。第三分离工序在此结束,并且中断工件9的分离加工。加工射束16被关断,并且射束头3移动至在切割线14的第三分离工序的第一切割位置c上方的一个位置中。第三分离工序的第一切割位置c相应于用于第三再加工工序的再加工线18的第一再加工位置(参见图10)。
90.如在图10中直观示出的那样,又接通加工射束16,并且射束头3沿着再加工线18移动,其中,加工射束16从相应于第三分离工序的第一切割位置c的第一再加工位置移动至相应于第三分离工序的第二切割位置d的第二再加工位置。
91.在图11中示出以下状况,其中工件9在相应于第三分离工序的第一切割位置c的第一再加工位置和相应于第三分离工序的第二切割位置d的第二再加工位置之间沿着整个切割缝隙15被再加工。第三再加工工序由此结束。
92.如在图11中直观示出的那样,在结束第三再加工工序之后从第三分离工序的第二切割位置d(该第二切割位置d对于现在紧接着的第四分离工序是第一切割位置)继续分离加工工件9,其中,切割缝隙15的已经产生的部分被延长至第四分离工序的第二切割位置e。
93.在图12中示出以下状况,其中在第四分离工序的第一切割位置d和第二切割位置e之间产生切割缝隙15。第四分离工序在此结束,并且中断工件9的分离加工。加工射束16被关断,并且射束头3移动至在切割线14的第四分离工序的第一切割位置d上方的一个位置中。第四分离工序的第一切割位置d相应于用于第四再加工工序的再加工线18的第一再加工位置(参见图13)。
94.如在图13中直观示出的那样,又接通加工射束16,并且射束头3沿着再加工线18移动,其中,加工射束16从相应于第四分离工序的第一切割位置d的第一再加工位置移动至相应于第四分离工序的第二切割位置e的第二再加工位置。
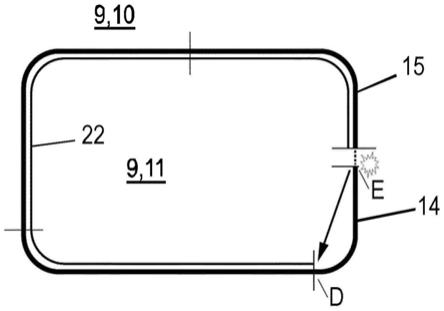
95.在图14中示出以下状况,其中工件9在相应于第四分离工序的第一切割位置d的第一再加工位置和相应于第四分离工序的第二切割位置e的第二再加工位置之间沿着整个切割缝隙15被再加工。第四再加工工序由此结束。
96.如在图15中直观示出的那样,在结束第四再加工工序之后从第四分离工序的第二切割位置e(该第二切割位置e对于现在紧接着的第五分离工序是第一切割位置)继续分离加工工件9,其中,切割缝隙15的已经产生的部分被延长至第五分离工序的第二切割位置a。由此将工件部分从剩余格栅10切断并且可以将该工件部分去除。沿着切割缝隙15的、在第五分离工序中已经产生的部分不进行工件9的再加工,因为已经切断工件部分11并且在切断的工件部分11上根据本发明不进行再加工。
97.在所有分离工序中,加工射束16具有第一功率密度,该第一功率密度如此测定,使得工件9被完全分开。在所有再加工工序中,加工射束16具有第二功率密度,该第二功率密度如此测定,使得工件9既不接合地、也不分离地被加工。由此沿着切割缝隙15再加工工件
9,其中,根据应用情况,在包含切割缝隙15的工件部分侧的切割棱边的区域中和/或在包含切割缝隙15的剩余格栅侧的切割棱边的区域中通过加工射束16照射工件9。
98.加工射束16的射束轴线例如与锥形的射束喷嘴13轴线平行并且垂直到达工件9上。在所有分离工序和所有再加工工序中,加工射束16以其射束轴线相对于工件表面17不变的定向(例如90
°
)对准工件表面17。
99.再加工工序可以以多种方式被改变。例如,再加工线18可以相对于切割线14在侧面(等距)错开地布置。例如,第一再加工位置和第二再加工位置可以如此定位,使得仅沿着切割缝隙15的一部分再加工工件9。例如,再加工的方向可以相反于产生切割缝隙15的方向。此外可以是,对于切割缝隙15的同一部分执行多个再加工工序。
100.如尤其由图14可看到的那样,在最后的分离工序中产生切割缝隙15的一部分,该部分的长度小于切割缝隙15的在所有之前的分离工序中产生的部分的相应长度。通过该措施可以实现:切割缝隙15的尽可能小的部分不经受再加工。也可以是,切割缝隙15的在分离工序中产生的部分的长度从工件部分11的切断点出发例如连续地增加。
101.现在参照图16至21,其中直观示出在根据图1至15的方法中用于再加工工件9的不同应用情况。
102.在图16中,在通过加工射束16再加工时由切割缝隙15的工件部分侧的切割棱边19和剩余格栅侧的切割棱边19
‘
去除氧化层。氧化层可以良好地通过剥落(abplatzen)去除。加工射束16进入到切割缝隙15中并且如此聚焦,使得照射两个切割棱边19、19
‘
。再加工线18可以与切割线14相同或与之不同。
103.在图16的配置中可以在下面为了去除氧化层或替代于去除氧化层而将涂层(例如锌涂层)施加到切割缝隙15的工件部分侧的切割棱边19和剩余格栅侧的切割棱边19
‘
上。这在图21中示出,其中,根据在其中运输的涂覆材料24(例如锌)直观示出与加工射束16同轴地引导的第二工作气体束23。涂覆材料24被添加给第二工作气体束23,所述涂覆材料优选完全照射切割棱边19、19
‘
,这导致涂覆材料24沉积在那里并且形成涂层(例如锌涂层)。
104.在图17中,在通过加工射束16再加工时,通过重熔使邻接于工件表面17的工件部分11的工件部分侧的切割棱边19倒圆。再加工线18优选相对于切割线14在侧面(等距)错开地布置,其中,优选地,在再加工线18和切割线14之间的最大间距为切割缝隙15的一半切割缝隙宽度加上加工射束16的射束锥在工件表面17上的半径。
105.在图18中,在通过加工射束16再加工时,同时使邻接于工件下侧20的工件部分侧的切割棱边19倒圆并且使邻接于工件表面17的剩余格栅侧的切割棱边19
‘
平整化。再加工线18可以与切割线相同或相对于切割线14在侧面(例如等距地)错开。
106.在图19中,在通过加工射束16再加工时,使邻接于工件表面17的工件部分侧的切割棱边19设有倒角21。再加工线18相对于切割线14在侧面(例如等距地)错开。在此通过多个步骤或再加工工序实现倒角21的产生,这些步骤或再加工工序在切割缝隙15的同一部分上执行。在第一再加工工序中,在包含工件部分侧的切割棱边19的区域中照射工件部分11。再加工线18可以与切割线相同或相对于切割线14在侧面(例如等距地)错开(朝工件部分的方向)。这必要时可以一次或多次重复。在一次或多次随后的再加工工序中,使再加工线18还进一步朝工件部分11的方向或在过工件部分11上错开,以便更远离工件部分侧的切割棱边19地构造倒角21。在此,工件部分侧的切割棱边19必要时不再被一起照射。也可以考虑,
首先如此照射工件部分11,使得不包含工件部分侧的切割棱边19的区域被照射,紧接着是再加工线18沿切割缝隙15的方向持续地错开,其中,最后工件部分侧的切割棱边19被一起照射。
107.在图20中,在通过加工射束16再加工时,同时在邻接于工件下侧20的工件部分侧的切割棱边19上并且在邻接于工件下侧20的剩余格栅侧的切割棱边19
‘
上分别去除毛刺。再加工线18可以与切割线14相同或与之不同。如此调整加工射束16的聚焦位置,使得相应地照射两个切割棱边19、19
‘
。
108.不同的应用情况可以单个地或以任意组合地设置,其中,为此沿着切割缝隙15的同一部分或沿着整个切割缝隙15执行两个或更多再加工工序。
109.在图23中示出根据本发明的方法的流程图。
110.所述方法包括至少一个用于沿着切割线产生切割缝隙的分离工序(工序i),所述切割线沿着由工件要制造的工件部分的整个轮廓延伸,其中,分离工序包括:在工件上方移动用于引导加工射束的射束头,其中,将加工射束沿着切割线从第一切割位置引导至第二切割位置,并且其中,加工射束具有第一功率密度,该第一功率密度如此测定,使得工件被完全分开。随后,执行至少一个再加工工序(工序ii),用于沿着切割缝隙的至少一部分再加工工件,其中,再加工工序包括:在工件上方移动射束头,其中,将加工射束沿着再加工线从第一再加工位置引导至第二再加工位置,其中,加工射束具有第二功率密度,该第二功率密度如此测定,使得不完全分开工件;并且其中,再加工线具有这样的走向,使得工件沿着切割缝隙的至少一部分在包含切割缝隙的剩余格栅侧的切割棱边的区域中被加工射束照射,其中,产生再加工区。
111.如由上述描述得到的那样,本发明提供用于板状或管状工件的新的射束加工方法,通过该方法将工件部分完全切出并且使剩余格栅沿着再处理的切割缝隙经受具有较小功率密度的加工射束。这使得可省去对切出的工件部分的机械再处理,使得工件部分的制造可以更简单、更快和成本更低地实现。根据本发明的方法能够以简单的方式在已经存在的射束加工装置中实施,而为此不须设置费事的技术措施。而是可以通过根据本发明的方法、通过单纯介入到机器控制中实现还与剩余格栅连接的工件部分或剩余格栅本身所希望的再加工。
112.附图标记列表
[0113]1ꢀꢀꢀꢀꢀꢀ
射束加工装置
[0114]2ꢀꢀꢀꢀꢀꢀ
射束切割装置
[0115]3ꢀꢀꢀꢀꢀꢀ
射束头
[0116]4ꢀꢀꢀꢀꢀꢀ
工作台
[0117]5ꢀꢀꢀꢀꢀꢀ
工件支承件
[0118]6ꢀꢀꢀꢀꢀꢀ
横梁
[0119]7ꢀꢀꢀꢀꢀꢀ
引导滑块
[0120]8ꢀꢀꢀꢀꢀꢀ
加工射束源
[0121]9ꢀꢀꢀꢀꢀꢀ
工件
[0122]
10
ꢀꢀꢀꢀꢀ
剩余格栅
[0123]
11
ꢀꢀꢀꢀꢀ
工件部分
[0124]
12
ꢀꢀꢀꢀꢀ
控制装置
[0125]
13
ꢀꢀꢀꢀꢀ
射束喷嘴
[0126]
14
ꢀꢀꢀꢀꢀ
切割线
[0127]
15
ꢀꢀꢀꢀꢀ
切割缝隙
[0128]
16
ꢀꢀꢀꢀꢀ
加工射束
[0129]
17
ꢀꢀꢀꢀꢀ
工件表面
[0130]
18
ꢀꢀꢀꢀꢀ
再加工线
[0131]
19,19
‘ꢀ
切割棱边
[0132]
20
ꢀꢀꢀꢀꢀ
工件下侧
[0133]
21
ꢀꢀꢀꢀꢀ
倒角
[0134]
22
ꢀꢀꢀꢀꢀ
再加工区
[0135]
23
ꢀꢀꢀꢀꢀ
第二工作气体束
[0136]
24
ꢀꢀꢀꢀꢀ
涂覆材料
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1