中空玻璃封框用一体式自动加工设备的制作方法
1.本发明涉及中空玻璃加工装置技术领域,具体为中空玻璃封框用一体式自动加工设备。
背景技术:
2.中空玻璃是一种良好的隔热、隔音、美观适用、并可降低建筑物自重的新型建筑材料。它是用两片(或三片)玻璃,使用高强度高气密性复合粘结剂,将玻璃片与内含干燥剂的铝合金框架粘结,制成的高效能隔音隔热玻璃。中空玻璃多种性能优越于普通双层玻璃,因此得到了世界各国的认可,也被广泛应用于建筑门窗。中空玻璃干燥剂主要适用于中空玻璃夹层气体中水分的吸附,避免玻璃结雾,使中空玻璃即使在很低温度下仍然保持光洁透明,提高中空玻璃的保温隔音、隔热性能。
3.中空玻璃加工步骤一般包括:框架成型
→
框架打胶
→
玻璃清洗
→
将一块玻璃粘结于框架的一侧
→
将另一块玻璃粘接于框架的另一侧以完成合片
→
从两侧对玻璃施压,以完成压片
→
封胶
→
成品。其中,在合片和压片的过程中,需要人工进行多次辅助,而且玻璃与框架的粘接过程复杂,从而影响中空玻璃整体加工的效率。
技术实现要素:
4.本发明的目的在于提供中空玻璃封框用一体式自动加工设备,用于解决现有技术中中空玻璃进行封框加工时,合片与压片工序需要消耗较多人力而且效率不高的问题。
5.为实现上述目的,本发明提供如下技术方案:中空玻璃封框用一体式自动加工设备,包括机箱和传送带机构,还包括框架压持部、玻璃压持部、移动槽体、升降伸缩缸以及升降基座,所述机箱的中部沿轴向设置有框架传送腔体,所述机箱内位于所述框架传送腔体左端部前侧和后侧的位置分别设置有玻璃传送腔体,所述机箱内位于所述框架传送腔体中部前侧和后侧的位置分别设置有组装腔体,前侧位置的所述组装腔体后端的左半部与前侧位置所述玻璃传送腔体的前端连接,且后侧位置的所述组装腔体前端的左半部与后侧位置所述玻璃传送腔体的后端连接,所述框架传送腔体和玻璃传送腔体的底部分别沿轴向设置有传送带机构;
6.所述框架压持部包括横梁、沿轴向设置于所述横梁底面的条形凹槽以及所述条形凹槽内腔两侧壁之间转动安装的若干个压轮,所述横梁在动力机构的驱动作用下沿所述框架传送腔体的内腔顶部上下运动;
7.所述玻璃压持部包括槽体梁、沿轴向设置于所述槽体梁底面三角形槽体两侧壁的条形卡槽以及所述条形卡槽内腔两侧壁之间转动安装的若干个压辊,所述槽体梁在动力机构的驱动作用下沿所述玻璃传送腔体的内腔顶部上下运动;
8.所述移动槽体在传动机构作用下沿所述组装腔体的轴向水平滑动,且所述移动槽体的敞口朝向所述框架传送腔体的方向;
9.所述升降伸缩缸的底端垂直固定连接于所述移动槽体内腔底面的中心位置;
10.所述升降基座底面的中心固定连接于所述升降伸缩缸的伸缩端,所述升降基座与所述移动槽体的内壁沿竖直方向滑动卡接,所述移动基座靠近所述框架传送腔体的外壁垂直固定连接有顶压伸缩缸,所述顶压伸缩缸的伸缩端固定连接有立板,所述立板靠近所述框架传送机构的外壁设置有多个用于吸附固定玻璃的吸盘。
11.优选的,所述升降基座的顶面固定安装有气泵,所述气泵的吸气端通过软管与所述吸盘的内腔连接。
12.优选的,所述框架传送腔体和玻璃传送腔体的内腔顶面分别垂直固定安装有多个压持伸缩缸,所述压持伸缩缸底部的伸缩端分别与对应的所述横梁和槽体梁的顶面固定连接。
13.优选的,所述传送带机构传送带面的边缘位置分别垂直设置有凸缘,且传送带面的中心线与对应的所述横梁和槽体梁的底面中心线正对。
14.优选的,所述机箱的底面固定连接有底板,所述底板的边缘位置沿周向均匀设置有固定螺栓孔。
15.优选的,所述组装腔体的底部中心处沿轴向转动安装有螺杆,所述螺杆的一端设置有驱动所述螺杆转动的驱动电机,所述移动槽体底面的中心设置有与所述螺杆螺纹套接匹配的螺纹套。
16.优选的,所述移动槽体底面的前部和后部分别沿轴向成对固定连接有多组支撑板,且成对的所述支撑板之间转动安装有底导轮,所述组装腔体内腔底面沿轴向设置有与所述底导轮滚动卡接匹配的底滑槽。
17.优选的,所述移动槽体的顶部板沿轴向成对开设有多组通槽,所述通槽内腔的前后壁之间分别转动安装有顶导轮,所述组装腔体内腔顶面沿轴向设置有与所述顶导轮滚动卡接匹配的顶滑槽。
18.优选的,所述移动槽体对应于所述升降基座的侧壁中部成对设置有沿竖直方向延伸的滑轨,所述升降基座沿竖直方向滑动卡接于所述滑轨上。
19.优选的,所述夹持伸缩缸、升降伸缩缸和顶压伸缩缸分别为气缸、油缸或电动缸中的一种。
20.与现有技术相比,本发明的有益效果是:
21.1.本发明涉及的中空玻璃封框用一体式自动加工设备能够将中空玻璃与框架组装过程中的合片与压片工序合二为一,两个工序同步完成,不仅使得设备整体更加集成精细化,而且大大提高了加工效率。
22.2.本发明涉及的中空玻璃封框用一体式自动加工设备在操作时将完成打胶的框架置于框架传送腔体内,将完成清洗的玻璃分别置于两个玻璃传送腔体内,后续工序有设备自动操作完成,大大节省了人力,以实现智能化自动加工。
23.3.本发明涉及的中空玻璃封框用一体式自动加工设备在使用时,能够对不同尺寸的框架和玻璃进行传送和组装加工,大大提高了设备整体的适用性。
附图说明
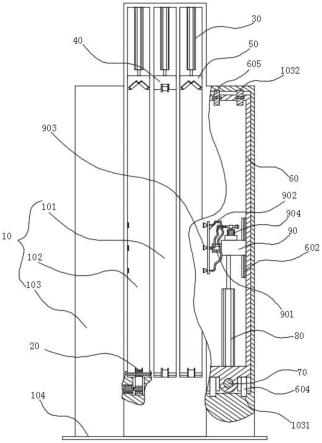
24.图1为本发明整体的侧视结构示意图;
25.图2为本发明整体的主视结构示意图;
26.图3为本发明整体的俯视结构示意图;
27.图4为本发明框架压持部的仰视结构示意图;
28.图5为本发明玻璃压持部的仰视结构示意图;
29.图6为本发明移动槽体的立体结构示意图;
30.图7为本发明移动槽体的后视结构示意图。
31.图中:10-机箱;101-框架传送腔体;102-玻璃传送腔体;103-组装腔体;1031-底滑槽;1032-顶滑槽;
32.104-底板;
33.20-传送带机构;
34.30-压持伸缩缸;
35.40-框架压持部;401-横梁;402-条形凹槽;403-压轮;
36.50-玻璃压持部;501-槽体梁;502-条形卡槽;503-压辊;
37.60-移动槽体;601-螺纹套;602-滑轨;603-支撑板;604-底导轮;605-顶导轮;606-通槽;
38.70-螺杆;701-驱动电机;
39.80-升降伸缩缸;
40.90-升降基座;901-顶压伸缩缸;902-立板;903-吸盘;904-气泵。
具体实施方式
41.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
42.请参阅图1-7,本发明提供一种技术方案,中空玻璃封框用一体式自动加工设备,包括机箱10和传送带机构20,还包括框架压持部40、玻璃压持部50、移动槽体60、升降伸缩缸80以及升降基座90,机箱10的中部沿轴向设置有框架传送腔体101,机箱10内位于框架传送腔体101左端部前侧和后侧的位置分别设置有玻璃传送腔体102,机箱10内位于框架传送腔体101中部前侧和后侧的位置分别设置有组装腔体103,前侧位置的组装腔体103后端的左半部与前侧位置玻璃传送腔体102的前端连接,且后侧位置的组装腔体103前端的左半部与后侧位置玻璃传送腔体102的后端连接,框架传送腔体101和玻璃传送腔体102的底部分别沿轴向设置有传送带机构20;
43.框架压持部40包括横梁401、沿轴向设置于横梁401底面的条形凹槽402以及条形凹槽402内腔两侧壁之间转动安装的若干个压轮403,横梁401在动力机构的驱动作用下沿框架传送腔体101的内腔顶部上下运动;
44.玻璃压持部50包括槽体梁501、沿轴向设置于槽体梁501底面三角形槽体两侧壁的条形卡槽502以及条形卡槽502内腔两侧壁之间转动安装的若干个压辊503,槽体梁501在动力机构的驱动作用下沿玻璃传送腔体102的内腔顶部上下运动;
45.移动槽体60在传动机构作用下沿组装腔体103的轴向水平滑动,且移动槽体60的敞口朝向框架传送腔体101的方向;
46.升降伸缩缸80的底端垂直固定连接于移动槽体60内腔底面的中心位置;
47.升降基座90底面的中心固定连接于升降伸缩缸80的伸缩端,升降基座90与移动槽体60的内壁沿竖直方向滑动卡接,移动基座90靠近框架传送腔体101的外壁垂直固定连接有顶压伸缩缸901,顶压伸缩缸901的伸缩端固定连接有立板902,立板902靠近框架传送机构101的外壁设置有多个用于吸附固定玻璃的吸盘903。
48.本实施例中,升降基座90的顶面固定安装有气泵904,气泵904的吸气端通过软管与吸盘903的内腔连接。使用时,气泵904通过软管对吸盘903内腔进行抽真空,以便于吸盘903对玻璃进行牢固吸附固定。
49.本实施例中,框架传送腔体101和玻璃传送腔体102的内腔顶面分别垂直固定安装有多个压持伸缩缸30,压持伸缩缸30底部的伸缩端分别与对应的横梁401和槽体梁501的顶面固定连接,通过压持伸缩缸30的伸缩以便于框架压持部40和玻璃压持部50对不同尺寸的框架和玻璃分别进行压持,从而便于实现框架和玻璃的平稳传送。
50.本实施例中,传送带机构20传送带面的边缘位置分别垂直设置有凸缘,且传送带面的中心线与对应的横梁401和槽体梁501的底面中心线正对。
51.本实施例中,机箱10的底面固定连接有底板104,底板104的边缘位置沿周向均匀设置有固定螺栓孔。通过固定螺栓孔便于使用地脚螺栓将机箱10整体牢固固定在地面基础上。
52.本实施例中,组装腔体103的底部中心处沿轴向转动安装有螺杆70,螺杆70的一端设置有驱动螺杆70转动的驱动电机701,移动槽体60底面的中心设置有与螺杆70螺纹套接匹配的螺纹套601;驱动电机701带动螺杆70转动,传动螺杆70通过螺纹套601驱使移动槽体60整体的左右移动,从而便于实现玻璃由传送工位移动至组装工位。
53.本实施例中,移动槽体60底面的前部和后部分别沿轴向成对固定连接有多组支撑板603,且成对的支撑板603之间转动安装有底导轮604,组装腔体103内腔底面沿轴向设置有与底导轮604滚动卡接匹配的底滑槽1031。另外,移动槽体60的顶部板沿轴向成对开设有多组通槽606,通槽606内腔的前后壁之间分别转动安装有顶导轮605,组装腔体103内腔顶面沿轴向设置有与顶导轮605滚动卡接匹配的顶滑槽1032;以保证移动槽体60左右运动的平稳和平顺。
54.本实施例中,移动槽体60对应于升降基座90的侧壁中部成对设置有沿竖直方向延伸的滑轨602,升降基座90沿竖直方向滑动卡接于滑轨602上;使得升降基座90能够平稳升降。
55.本实施例中,夹持伸缩缸30、升降伸缩缸80和顶压伸缩缸901分别为气缸、油缸或电动缸中的一种。
56.综上,将完成打胶的框架放置于框架传送腔体101内,保证框架的底部放置在传送带机构20传送带面的居中处,并将框架的顶部与压轮403的中部对应,相应的压持伸缩缸30缓慢伸长,使得框架压持部40整体缓慢下移,以使得压轮403压持在框架的顶面上;将完成清洗的玻璃置于玻璃传送腔体102内,保证玻璃的底部放置在在传送带机构20传送带面的居中处,并将玻璃的顶部与槽体梁501底面的中心对应,相应的压持伸缩缸30缓慢伸长,使得玻璃压持部50整体缓慢下移,以使得压辊503压持在玻璃顶端的前后棱上;传送带机构20分别运行,进行玻璃和框架的传送。
57.框架传送至与组装腔体103右半部对应位置时停止;玻璃传送至与组装腔体103左半部对应位置时停止;此时,顶压伸缩缸901分别伸长,使得立板902分别缓慢靠向玻璃,直至吸盘903与玻璃接触,气泵904运行以进行抽气,同时配合顶压伸缩缸901的缓慢伸长,直至玻璃被牢固吸附在吸盘903上,玻璃压持部50对应的压持伸缩缸30收缩,以解除对玻璃顶端的压持作用;升降伸缩缸80缓慢升高,使得玻璃的底端脱离传送带机构20的传送带面;驱动电机701带动螺杆70转动,使得螺杆70通过螺纹套601驱动移动槽体60在底导轮604和顶导轮605的导向作用下向右方运动,直至玻璃与框架相对应为止;调整升降伸缩缸80的伸缩量,使得玻璃分别与框架前后的组装为止正对应,然后前后侧的顶压伸缩缸901同步伸长,使得玻璃被组装在框架的前后侧,一次性完成合片和压片工序;随后将吸盘903与玻璃脱离,框架传送腔体101内的传送带机构20运行,使得完成封框加工的中空玻璃传送至下一工位
58.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
59.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1