中心孔确定装置以及中心孔确定方法与流程
1.本发明涉及中心孔确定装置以及中心孔确定方法。
背景技术:
2.装入发动机的曲轴在由锻造或者铸造而形成的曲轴毛坯的两端面形成中心孔后,以中心孔为基准对曲轴毛坯的毛坯表面切削加工。
3.在专利文献1中,公开了在曲轴毛坯中利用平衡块的形状确定中心孔的方法。具体而言,在专利文献1中,将平衡块的设计形状在几何中心周围分割为多个区域,基于将各个区域的形状与平衡块的实际形状相配合时的伸缩率,确定中心孔。
4.现有技术文献
5.专利文献
6.专利文献1:特开(日本)2018-179044号公报
技术实现要素:
7.发明所要解决的技术问题
8.但是,在专利文献1的方法中,仅根据曲轴毛坯中的平衡块的形状来确定中心孔,因此当以该中心孔为基准切削曲轴毛坯的毛坯表面时,曲轴毛坯的两端部(具体为前轴以及后凸缘)的毛坯表面可能残存。
9.因此,谋求在切削后也能够在中心孔确定时判定曲轴毛坯的两端部的毛坯表面是否残存。
10.本发明的目的在于提供能够在曲轴毛坯被切削后判定两端部的毛坯表面是否残存的中心孔确定装置以及中心孔确定方法。
11.用于解决技术问题的技术方案
12.本发明的中心孔确定装置确定具有位于第一端部和第二端部之间的平衡块的曲轴毛坯的中心孔。中心孔确定装置具备惯性主轴获取部、判定部、和中心孔确定部。惯性主轴获取部基于平衡块的实际形状获取曲轴毛坯的惯性主轴。判定部基于第一端部的实际形状和惯性主轴,判定在曲轴毛坯被切削后第一端部的毛坯表面是否残存。在判定为第一端部的毛坯表面未残存的情况下,中心孔确定部基于惯性主轴确定曲轴毛坯的中心孔。
13.发明效果
14.根据本发明,能够提供能够在曲轴毛坯被切削后判定两端部的毛坯表面是否残存的中心孔确定装置以及中心孔确定方法。
附图说明
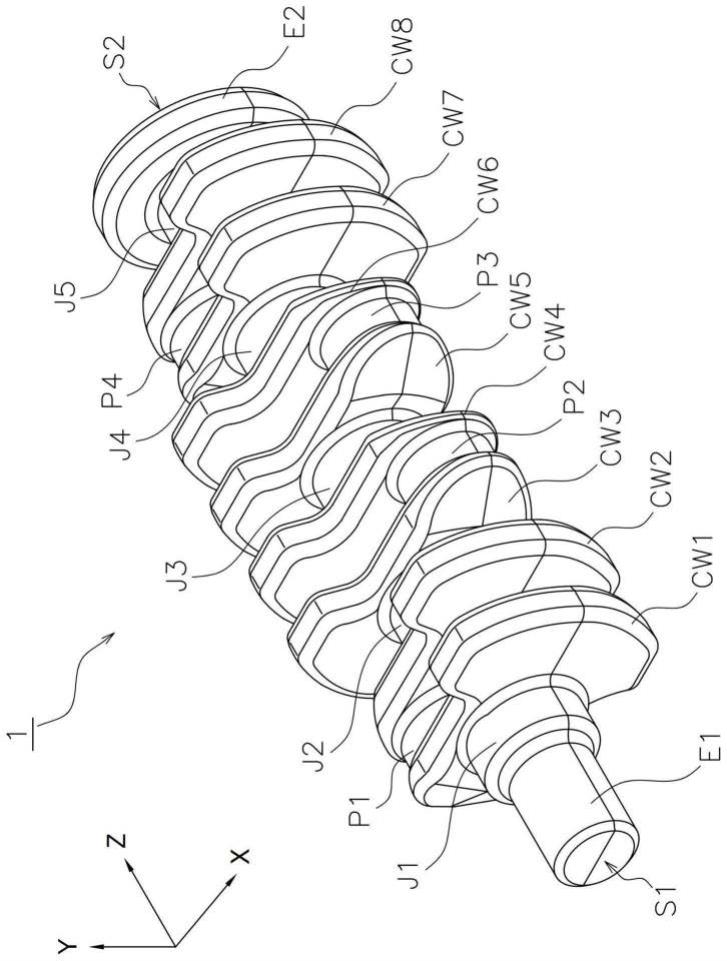
15.图1是曲轴毛坯的立体图。
16.图2是示出曲轴毛坯的加工系统的结构的示意图。
17.图3是示出中心孔确定装置的结构的示意图。
18.图4是示出平衡块的设计形状和实际形状的图。
19.图5是用于说明将平衡块的设计形状向实际形状的拟合的图。
20.图6是用于说明平衡块的各个分割区域伸缩的图。
21.图7是示出平衡块的分割区域的图。
22.图8是用于说明判定前轴的毛坯表面是否残存的工序的图。
23.图9是用于说明中心孔确定方法的流程图。
具体实施方式
24.(曲轴毛坯1)
25.图1是示出曲轴毛坯1的结构的立体图。曲轴毛坯1例如由锻造或者铸造成型。本实施方式的曲轴毛坯1是直列4缸发动机用的曲轴毛坯。
26.在图1中,z轴是曲轴毛坯1的中心轴,x轴是与z轴垂直的轴,y轴是与z轴以及x轴垂直的轴。
27.曲轴毛坯1具有前轴e1、后凸缘e2、八个平衡块cw(cw1~cw8)、四个主轴颈j(j1~j5)以及四个连杆轴颈(
ピンジャーナル
)p(p1~p4)。
28.在曲轴毛坯1中,在z轴方向上依次排列前轴e1、主轴颈j1、平衡块cw1、连杆轴颈p1、平衡块cw2、主轴颈j2、平衡块cw3、连杆轴颈p2、平衡块cw4、主轴颈j3、平衡块cw5、连杆轴颈p3、平衡块cw6、主轴颈j4、平衡块cw7、连杆轴颈p4、平衡块cw8、主轴颈j5、后凸缘e2。
29.前轴e1以及后凸缘e2位于曲轴毛坯1的两端部。前轴e1以及后凸缘e2分别是本发明的“第一端部”以及“第二端部”的一例。
30.前轴e1具有在后工序中形成中心孔的第一端面s1。后凸缘e2具有在后工序中形成中心孔的第二端面s2。
31.值得注意的是,曲轴毛坯1的结构不限于图1所示的结构。曲轴毛坯1只要具有至少一个平衡块cw、和前轴e1以及后凸缘e2中的至少一个即可。
32.(曲轴加工系统100)
33.接着,参照图2对本实施方式的曲轴加工系统100进行说明。图2是示出曲轴加工系统100的结构的示意图。
34.曲轴加工系统100具有中心孔加工机10、中心孔确定装置20以及曲轴加工机30。
35.中心孔加工机10具备实际形状测定部11以及中心孔加工部12。
36.实际形状测定部11是用于测定曲轴毛坯1的实际形状的测定机构的一例。
37.实际形状测定部11具有例如激光位移计、红外线位移计、led式位移传感器等非接触位移计、或者工作变压器等接触式位移计。实际形状测定部11基于来自位移计的测定值,测定曲轴毛坯1中的前轴e1、后凸缘e2以及八个平衡块cw各自的实际形状。如后所述,八个平衡块cw的实际形状用于求取惯性主轴,前轴e1以及后凸缘e2的实际形状用于判定前轴e1以及后凸缘e2的毛坯表面是否在切削后残存。
38.值得注意的是,作为使用了位移计的实际形状的测定方法,例如有使曲轴毛坯1旋转的同时利用固定的位移计进行测定的方法、在固定的曲轴毛坯1的周围使位移计旋转的同时进行测定的方法、或者使以从左右夹入曲轴毛坯1的方式配置的位移计直线移动的同时进行测定的方法,但并不限于这些。
39.另外,实际形状测定部11也可以为通过从多个不同的位置对测定对象进行测定从而将曲轴毛坯1整体的实际形状作为三维形状数据生成的三维数字化仪(图像扫描仪)。
40.中心孔加工部12在曲轴毛坯1的第一以及第二端面s1、s2加工由中心孔确定装置20确定的中心孔。
41.中心孔确定装置20是用于确定在曲轴毛坯1的第一以及第二端面s1、s2加工的中心孔的位置的处理装置。中心孔确定装置20具有cpu(central processing unit)20a、rom(read only memory)20b以及ram(random access memory)20c。
42.rom20b存储在cpu20a执行的各种程序、各种信息。在本实施方式中,rom20b存储确定曲轴毛坯1的中心孔位置的处理的程序。另外,rom20b存储示出曲轴毛坯1中前轴e1、后凸缘e2以及八个平衡块cw各自的设计形状的设计形状数据。ram20c作为存储程序或数据的存储区域、或者存放cpu20a中的处理数据的作业区域被利用。
43.曲轴加工机30对在中心孔加工部12加工了中心孔的曲轴毛坯1的毛坯表面进行切削。曲轴加工机30基于设计形状,主要对前轴e1、后凸缘e2、各个平衡块cw、各个连杆轴颈p以及各个主轴颈j各自的毛坯表面进行切削。
44.(中心孔确定装置20)
45.图3是示出中心孔确定装置20的结构的示意图。中心孔确定装置20具备实际形状数据获取部21、伸缩率计算部22、补正部23、惯性主轴获取部24、判定部25以及中心孔确定部26。
46.<实际形状数据获取部21>
47.实际形状数据获取部21从实际形状测定部11获取表示曲轴毛坯1中前轴e1、后凸缘e2以及八个平衡块cw各自的实际形状的实际形状数据。
48.实际形状数据获取部21将示出八个平衡块cw各自的实际形状的实际形状数据发送给伸缩率计算部22,将表示前轴e1以及后凸缘e2各自的实际形状的实际形状数据发送给判定部25。
49.<伸缩率计算部22>
50.伸缩率计算部22从实际形状数据获取部21获取表示各个平衡块cw的实际形状的实际形状数据。伸缩率计算部22从rom20b获取表示曲轴毛坯1的各个平衡块cw的设计形状的设计形状数据。
51.图4是示出平衡块cw的设计形状(实线)以及实际形状(点
●
)的示意图。
52.如图4所示,实际形状的位置以及角度相对于设计形状的位置以及角度发生了偏移。在图4中,设计形状以实线示出,但实际的设计形状由多个极座标示出。极座标的个数未特别限定,例如能够在平衡块cw的中心p1周围以等角度(1度)设定360个。
53.在此,如图4所示,在设计形状中,在平衡块cw的中心p1周围设定有多个分割区域dr。各个分割区域是大致扇形状。分割区域dr的个数未特别限定,但在图4中,在平衡块cw的中心p1周围以等角度(11.25度)的方式设定有32个。平衡块cw的中心p1是俯视图中的平衡块cw的几何中心。设计形状包含各个分割区域dr的重心q1(图4中,仅示出一个重心q1)的座标(x、y、z)、和各个分割区域r的体积v。伸缩率计算部22对所有的分割区域dr将重心q1的座标(x、y、z)和体积v相关联地存储。值得注意的是,表示座标的x、y以及z与图1的x轴、y轴以及z轴对应。
54.接着,如图5所示,伸缩率计算部22使用最佳拟合法,通过移动以及/或者旋转以使设计形状与实际形状配合,找出设计形状和实际形状之间的误差的平方和为最小的位置。并且,伸缩率计算部22将最佳拟合前的平衡块cw的中心p1和最佳拟合后的平衡块cw的中心p2进行比较,计算x轴方向的位置位移m1、y轴方向的位置位移m2、以及z轴周围的角度位移m3。
55.接着,如图5所示,伸缩率计算部22使用位置位移m1、位置位移m2以及角度位移m3求取最佳拟合后的各个分割区域dr的重心q2的座标(x’,y’,z)。伸缩率计算部22将最佳拟合后的各个分割区域dr的重心q2的座标(x’,y’,z)和体积v相关联地存储。值得注意的是,最佳拟合后的各个分割区域dr的重心q2的z座标与最佳拟合前的各个分割区域dr的重心q1的z座标相同。另外,最佳拟合后的各个分割区域dr的体积v与最佳拟合前的各个分割区域dr的体积v相同。
56.值得注意的是,在图5中,为了示出重心q1和重心q2的位置关系仅示出最佳拟合后的设计形状中的一个分割区域dr,在最佳拟合后的设计形状中,也设定有如图4所示的32个分割区域dr。
57.接着,如图6(a)、(b)所示,伸缩率计算部22将最佳拟合后的分割区域dr和实际形状进行比较,求取以最佳拟合后的平衡块cw的中心p2为中心的径向上的两者的误差值a。并且,如图6(c)所示,伸缩率计算部22求取径向上的分割区域dr的整长s和误差值a的和t(=s+a),进而通过将和t除以整长s来求取伸缩率u(=t/s)。如后所述,伸缩率u用于使各个分割区域dr在径向上以配合平衡块cw的实际形状的方式伸缩。在图6(a)~(c)所示的示例中,实际形状的点位于在分割区域dr的径向外侧,因此伸缩率u比1大,但在实际形状的点位于分割区域dr的径向内侧的情况下,伸缩率u比1小。
58.<补正部23>
59.补正部23基于伸缩率u,对最佳拟合后的各个分割区域dr的重心q2的座标(x’,y’,z)进行补正。具体而言,补正部23求取伸缩后的各个分割区域dr的重心q2的补正座标(x
’×
u,y
’×
u,z)。伸缩后的重心q2的z座标与伸缩前的重心q2的z座标相同。
60.另外,补正部23基于伸缩率u,对最佳拟合后的各个分割区域dr的体积v进行补正。具体而言,补正部23求取伸缩后的各个分割区域dr的补正体积v
×
u2。补正各个分割区域dr的体积v是指补正各个分割区域dr的质量(体积v和材料密度的乘积值)。
61.另外,补正部23通过将补正体积v
×
u2乘以平衡块cw的材料密度α,求取各个分割区域dr的补正质量m(=v
×
u2×
α)。
62.这样地,通过基于伸缩率u将分割区域dr的大小进行伸缩(在图6(a)~(c)中伸张),能够将分割区域dr整体等比伸缩到实际形状的点位置。这是指平衡块cw的设计形状在每个分割区域dr与实际形状相配合。因此,能够容易并且准确地再现平衡块cw的实际形状。
63.补正部23对每一个平衡块cw求取32组补正座标(x
’×
u,y
’×
u,z)和补正质量m。因此,就补正座标(x
’×
u,y
’×
u,z)和补正质量m的组合而言,对每一个曲轴毛坯为32
×
8=256组(每八个平衡块cw 32组)。
64.<惯性主轴获取部24>
65.如图7所示,惯性主轴获取部24将所有平衡块cw的所有的分割区域dr的256个补正座标(x
’×
u,y
’×
u,z)作为补正质量m的质点,通过惯性主轴周围的惯性乘积为0(零)的条
件求解三维线性方程式,获取256个质点的惯性主轴。
66.惯性主轴获取部24将获取到的惯性主轴作为曲轴毛坯1的惯性主轴发送给判定部25。
67.<判定部25>
68.判定部25从实际形状数据获取部21获取表示前轴e1以及后凸缘e2各自的实际形状的实际形状数据。判定部25获取曲轴毛坯1的惯性主轴。
69.判定部25基于前轴e1的实际形状和惯性主轴,判定前轴e1的毛坯表面在曲轴加工机30中曲轴毛坯1的毛坯表面被切削后是否残存。
70.具体而言,判定部25在计算惯性主轴和前轴e1的毛坯表面之间的最小距离rmin后,判定由设计形状表示的设计寸法r1是否比最小距离rmin更大。如图8(a)所示,在设计寸法r1比最小距离rmin更大的情况下,判定部25判定为在曲轴加工机30中的切削后前轴e1的毛坯表面残存。如图8(b)所示,在设计寸法r1为最小距离rmin以下的情况下,判定部25判定为在曲轴加工机30中的切削后前轴e1的毛坯表面未残存。
71.与前轴e1相同,判定部25基于后凸缘e2的实际形状和惯性主轴,判定后凸缘e2的毛坯表面在曲轴加工机30中曲轴毛坯1的毛坯表面被切削后是否残存。
72.<中心孔确定部26>
73.在判定部25中判定为前轴e1以及后凸缘e2各自的毛坯表面未残存的情况下,中心孔确定部26基于惯性主轴确定曲轴毛坯1的中心孔。
74.具体而言,中心孔确定部26在惯性主轴的x、y式中,通过将曲轴毛坯1的第一以及第二端面s1、s2各自的z座标带入惯性主轴的x、y式,确定第一以及第二端面s1、s2各自中的中心孔的位置。之后,中心孔确定部26将表示中心孔的位置数据发送给中心孔加工部12。
75.另一方面,在判定部25判定为前轴e1以及后凸缘e2中至少一方的毛坯表面残存的情况下,因为即使在曲轴加工机30中切削曲轴毛坯1也变为缺陷产品,因此中心孔确定部26不确定第一以及第二端面s1、s2各自中的中心孔的位置。其后,中心孔确定部26将表示使曲轴毛坯1从生产线排除的指示数据发送给中心孔加工部12。
76.(中心孔确定方法)
77.图9是用于说明中心孔确定方法的流程图。
78.在步骤s1中,实际形状数据获取部21获取表示曲轴毛坯1中前轴e1、后凸缘e2以及八个平衡块cw各自的实际形状的实际形状数据。
79.在步骤s2,惯性主轴获取部24基于各个平衡块cw的实际形状获取曲轴毛坯1的惯性主轴。在本实施方式中,惯性主轴获取部24基于由与平衡块cw的实际形状相配合时的伸缩率u计算的各个分割区域dr的形状的补正座标(x
’×
u,y
’×
u,z)和补正质量m的质点的组合,获取惯性主轴。
80.在步骤s3,判定部25基于前轴e1以及后凸缘e2各自的实际形状和惯性主轴,判定在曲轴毛坯1的毛坯表面被切削后前轴e1以及后凸缘e2各自的毛坯表面是否残存。在判定为前轴e1以及后凸缘e2任何一个的毛坯表面未残存的情况下,处理进入步骤s4。在判定为前轴e1以及后凸缘e2任何一个的毛坯表面残存的情况下,处理进入步骤s5。
81.在步骤s4,中心孔确定部26基于惯性主轴确定曲轴毛坯1的中心孔。
82.在步骤s5,因为即使切削曲轴毛坯1也成为缺陷产品,所以中心孔确定部26不确定
中心孔。
83.(实施方式的变形例)
84.<变形例1>
85.在上述实施方式中,惯性主轴获取部24基于由与平衡块cw的实际形状相配合时的伸缩率u计算的各个分割区域dr的形状的补正座标(x
’×
u,y
’×
u,z)和补正质量m的质点的组合获取惯性主轴。但是,惯性主轴获取部24中的惯性主轴的获取方法不限于此。惯性主轴获取部24只要基于平衡块cw的实际形状获取曲轴毛坯1的惯性主轴即可。
86.例如,作为惯性主轴的其他的获取方法,举出了适用最小二乘法的最佳拟合的方法。具体而言,通过将各个平衡块cw的实际形状和设计形状最佳拟合并进行比较从而计算各个平衡块cw中的最小二乘中心,以平均通过这些最小二乘中心点的最小二乘轴线为惯性主轴。
87.<变形例2>
88.在上述实施方式中,判定部25基于前轴e1以及后凸缘e2各自的实际形状和惯性主轴,判定在曲轴毛坯1的毛坯表面被切削后前轴e1以及后凸缘e2各自的毛坯表面是否残存。但是,判定部25也可以仅对前轴e1以及后凸缘e2中通过经验判定毛坯表面易于残存的一方判定毛坯表面是否残存。
89.<变形例3>
90.在上述实施方式中,在判定为前轴e1以及后凸缘e2中至少一方的毛坯表面残存的情况下,中心孔确定部26不确定第一以及第二端面s1、s2各自中的中心孔的位置。但是,也可以在判定为前轴e1以及后凸缘e2中至少一方的毛坯表面残存的情况下,对惯性主轴进行补正。例如,可以在使惯性主轴向前轴e1以及后凸缘e2中毛坯表面残存区域的相反方向微量移动后,在判定部25再次进行判定。
91.<变形例4>
92.在上述实施方式中,曲轴加工系统100具有中心孔加工机10、中心孔确定装置20以及曲轴加工机30,但能够将包含于这些的功能部适当分离或者结合。例如,中心孔加工机10可以设为具备实际形状测定部11以及中心孔加工部12,但是也可以设为实际形状测定部11以及中心孔加工部12各自分别为其他的设备。
93.附图标记说明
94.1:曲轴毛坯;
95.10:中心孔加工机;
96.20:中心孔确定装置;
97.21:实际形状数据获取部;
98.22:伸缩率计算部;
99.23:补正部;
100.24:惯性主轴获取部;
101.25:判定部;
102.26:中心孔确定部;
103.30:曲轴加工机;
104.100:曲轴加工系统。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1