一种热轧断面反翘缺陷的识别与修正方法与流程
本发明涉及带钢的热轧技术,更具体地说,涉及一种热轧断面反翘缺陷的识别与修正方法。
背景技术:
1、对于传统热连轧机,热轧带钢生产是按照生产计划进行组织的,一个生产计划从精轧工作辊上机开始到精轧工作辊下机结束,分为烫辊材、过渡材、主体材三部分,按照计划开始到结束带钢的分布,类似棺型(如图1所示)。
2、之所以按照这种方式生产,主要是由于轧辊在生产过程中会产生磨损,随着轧制块数的增加,轧辊磨损逐渐增加,轧辊磨损形状类似带猫耳形状的槽形(如图2所示)。轧辊磨损会作用到带钢身上,磨损形状会影响带钢断面轮廓形状,其作用大小与磨损槽形宽度和带钢宽度有关,若带钢宽度小于槽形宽度,则只有部分磨损量作用在带钢上;若带钢宽度大于槽形宽度,则带钢宽度超出槽形宽度的部分会造成断面缺陷,表现为边部反翘。缺陷大小与宽度超出部分的大小和磨损深度有关。因此,传统热连轧机需要按照棺形计划生产,宽度从宽到窄,宽带钢产生的磨损不会完全作用到带钢身上。
3、但是,即使是棺形计划,在计划前部的过渡部分,带钢宽度是从窄到宽变化的,这些都会造成边部反翘缺陷的产生(如图3所示)。产生缺陷的带钢在后工序生产时,易造成工序边部增厚问题,最终产品上会出现折皱缺陷。
4、边部反翘和局部高点是热轧断面常见的缺陷形式,局部高点缺陷有诸多应用技术,但是两者的形成机理不同,解决局部高点缺陷的方法完全不适用于边部反翘,一直以来都没有较好的解决方案。目前,对于缺陷的产生,只能通过精轧出口安装的断面测量仪进行检测,当检测存在问题时,缺陷已经发生,只能对产生缺陷的带钢进行降级或当废品处理,降低了产品的正品率。对于后续生产带钢,只能采取换辊或计划限制的方式减少缺陷的持续发生,增加了生产成本。
5、因此,如何方便且提前对边部反翘缺陷的产生进行预警,以及预警后如何有效进行防控是需要解决的关键问题。
技术实现思路
1、针对现有技术中存在的上述缺陷,本发明的目的是提供一种热轧断面反翘缺陷的识别与修正方法,能够提前对边部反翘缺陷的产生进行预警,同时在预警后采取弯辊力补偿的方法,避免缺陷的发生。
2、为实现上述目的,本发明采用如下技术方案:
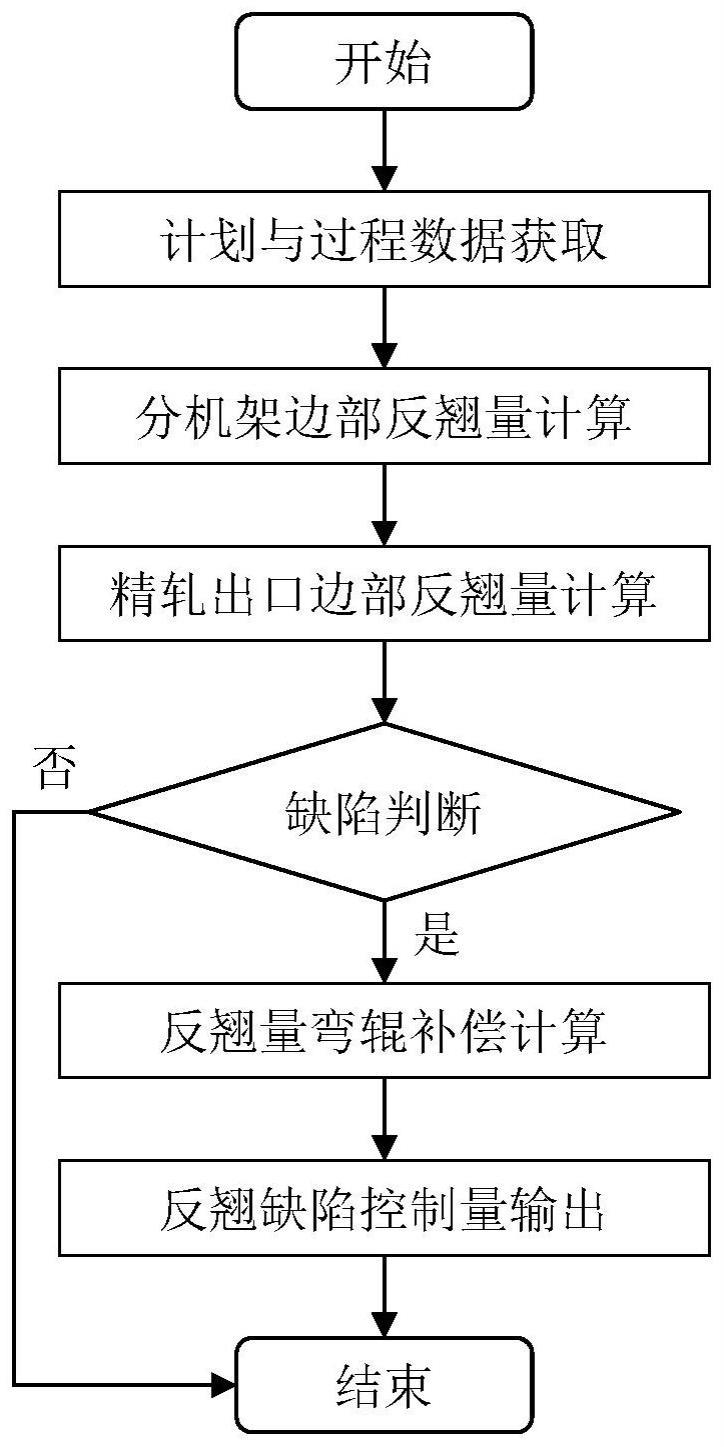
3、一种热轧断面反翘缺陷的识别与修正方法,包括以下步骤:
4、s1、获取计划与过程数据;
5、s2、计算分机架的边部反翘量;
6、s3、计算精轧出口的边部反翘量;
7、s4、判断是否发生反翘缺陷,若是,则进入步骤s5,若否,则结束;
8、s5、计算反翘量弯辊补偿;
9、s6、输出反翘缺陷控制量。
10、较佳的,所述步骤s1具体为:根据公式(1)计算得到各机架单块钢工作辊磨损深度量wh_ij,单位为μm;
11、根据公式(2)计算得到带钢在工作辊实际位置ws_ij,单位为mm;
12、
13、ws_ij=width_i/2-shift_ij (2)
14、上式中,wear_ij表示各机架工作辊磨损量,单位为μm;width_i表示精轧出口带钢宽度,单位为mm;shift_ij表示轧辊窜动位置,单位为mm;i表示带钢轧制顺序号;j表示机架号。
15、较佳的,所述步骤s2具体为:根据公式(3)计算出本块待生产带钢各个机架的边部反翘影响量;
16、
17、
18、上式中,edup_mj表示本块待生产带钢各个机架的边部反翘影响量,单位为μm;fixpos表示边部反翘控制特征值位置,取值25或40,单位为mm;wh_ij表示各机架单块钢工作辊磨损深度量,单位为μm;ws_ij表示带钢在工作辊实际位置,单位为mm;m表示本块待生产带钢轧制顺序号的实际数值。
19、较佳的,所述步骤s3具体为:根据公式(4)计算出本块待生产带钢断面上的边部反翘量stripeu_m;
20、
21、上式中,n表示精轧机组的机架总个数;j表示机架号;inh_j表示与机架相关的反翘遗传影响系数,取值0.1~1.0。
22、较佳的,所述步骤s4具体为:采取与预警阀值g_eu_m比较的方法,本块待生产带钢的预警阀值根据本块待生产带钢的厚度thick_m和硬度hard_m确定。
23、较佳的,预警阀值g_eu_m根据公式(5)计算:
24、g_eu_m=(-0.04×thick_m2+2.05×thick_m+8.5)×(1-0.05×hard_m) (5)。
25、较佳的,所述步骤s5具体为:当判断反翘缺陷将发生时,使用减小各机架弯辊力的方法来控制反翘缺陷的发生。
26、较佳的,弯辊力的减小量使用公式(6)进行计算:
27、bend_dec_mj=edup_mj×coefbend_m (6)
28、coefbend_m=2.53e-6×width_m2-2.53e-3×width_m+0.8529
29、上式中,bend_dec_mj表示控制反翘缺陷发生的弯辊减少量,单位为kn;coefbend_m表示本块待生产带钢的反翘弯辊转换系数,取值0.3~5.2。
30、较佳的,所述步骤s6具体为:将各机架的弯辊力计算值bend_mj减去步骤s5中弯辊力的减小量bend_dec_mj,得到新的各机架弯辊力设定计算值bend_new_mj,替换掉原有的弯辊力计算值bend_mj,并将此值下发给基础自动化计算机执行。
31、较佳的,新的各机架弯辊力设定计算值bend_new_mj根据公式(7)进行计算:
32、bend_new_mj=bend_mj-bend_dec_mj (7)。
33、本发明所提供的一种热轧断面反翘缺陷的识别与修正方法,利用生产厂现有的检测设备及检测数据,能够在正常生产情况下,在边部反翘缺陷发生前提前预警;同时,本发明方法可及时控制缺陷的发生,保证最终产品质量稳定受控,提升产品的正品率,降低生产成本。
技术特征:
1.一种热轧断面反翘缺陷的识别与修正方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的热轧断面反翘缺陷的识别与修正方法,其特征在于,所述步骤s1具体为:根据公式(1)计算得到各机架单块钢工作辊磨损深度量wh_ij,单位为μm;
3.根据权利要求2所述的热轧断面反翘缺陷的识别与修正方法,其特征在于,所述步骤s2具体为:根据公式(3)计算出本块待生产带钢各个机架的边部反翘影响量;
4.根据权利要求3所述的热轧断面反翘缺陷的识别与修正方法,其特征在于,所述步骤s3具体为:根据公式(4)计算出本块待生产带钢断面上的边部反翘量stripeu_m;
5.根据权利要求3所述的热轧断面反翘缺陷的识别与修正方法,其特征在于,所述步骤s4具体为:采取与预警阀值g_eu_m比较的方法,本块待生产带钢的预警阀值根据本块待生产带钢的厚度thick_m和硬度hard_m确定。
6.根据权利要求5所述的热轧断面反翘缺陷的识别与修正方法,其特征在于,预警阀值g_eu_m根据公式(5)计算:
7.根据权利要求3所述的热轧断面反翘缺陷的识别与修正方法,其特征在于,所述步骤s5具体为:当判断反翘缺陷将发生时,使用减小各机架弯辊力的方法来控制反翘缺陷的发生。
8.根据权利要求7所述的热轧断面反翘缺陷的识别与修正方法,其特征在于,弯辊力的减小量使用公式(6)进行计算:
9.根据权利要求8所述的热轧断面反翘缺陷的识别与修正方法,其特征在于,所述步骤s6具体为:将各机架的弯辊力计算值bend_mj减去步骤s5中弯辊力的减小量bend_dec_mj,得到新的各机架弯辊力设定计算值bend_new_mj,替换掉原有的弯辊力计算值bend_mj,并将此值下发给基础自动化计算机执行。
10.根据权利要求9所述的热轧断面反翘缺陷的识别与修正方法,其特征在于,新的各机架弯辊力设定计算值bend_new_mj根据公式(7)进行计算:
技术总结
本发明公开了一种热轧断面反翘缺陷的识别与修正方法,包括以下步骤:S1、获取计划与过程数据;S2、计算分机架的边部反翘量;S3、计算精轧出口的边部反翘量;S4、判断是否发生反翘缺陷,若是,则进入步骤S5,若否,则结束;S5、计算反翘量弯辊补偿;S6、输出反翘缺陷控制量。本发明能够提前对边部反翘缺陷的产生进行预警,同时在预警后采取弯辊力补偿的方法,避免缺陷的发生。
技术研发人员:巴力颖,朱海华,张贺咏
受保护的技术使用者:宝山钢铁股份有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!