一种桶体全自动焊缝机的制作方法
本技术涉及焊接设备,尤其是涉及一种桶体全自动焊缝机。
背景技术:
1、随着金属桶市场的不断扩大,对金属桶的需求量也不断增加,扩大金属桶的产量已成当务之急。
2、目前的圆桶制造均使用金属薄板滚压而成,所以其侧面形成的接缝就需要焊缝机进行焊接,金属薄板经过卷圆、焊缝和焊底几个步骤制成金属桶,由于金属薄板在卷圆后需要移动至焊缝处,且卷圆后的金属薄板不易定位控制,极易在移动过程中发生金属薄板错位或金属薄板对接处间距过大的情况,因此金属薄板卷圆和焊缝的过程中常需人工移动金属板、调整对齐金属薄板接缝等操作,自动化程度不高,生产效率较低,且人工操作具有一定的危险性。
技术实现思路
1、为了使桶体的焊缝处不易错位,减少焊缝不齐的情况,减少人工操作,提高生产效率,本技术提供一种桶体全自动焊缝机,采用如下技术方案:
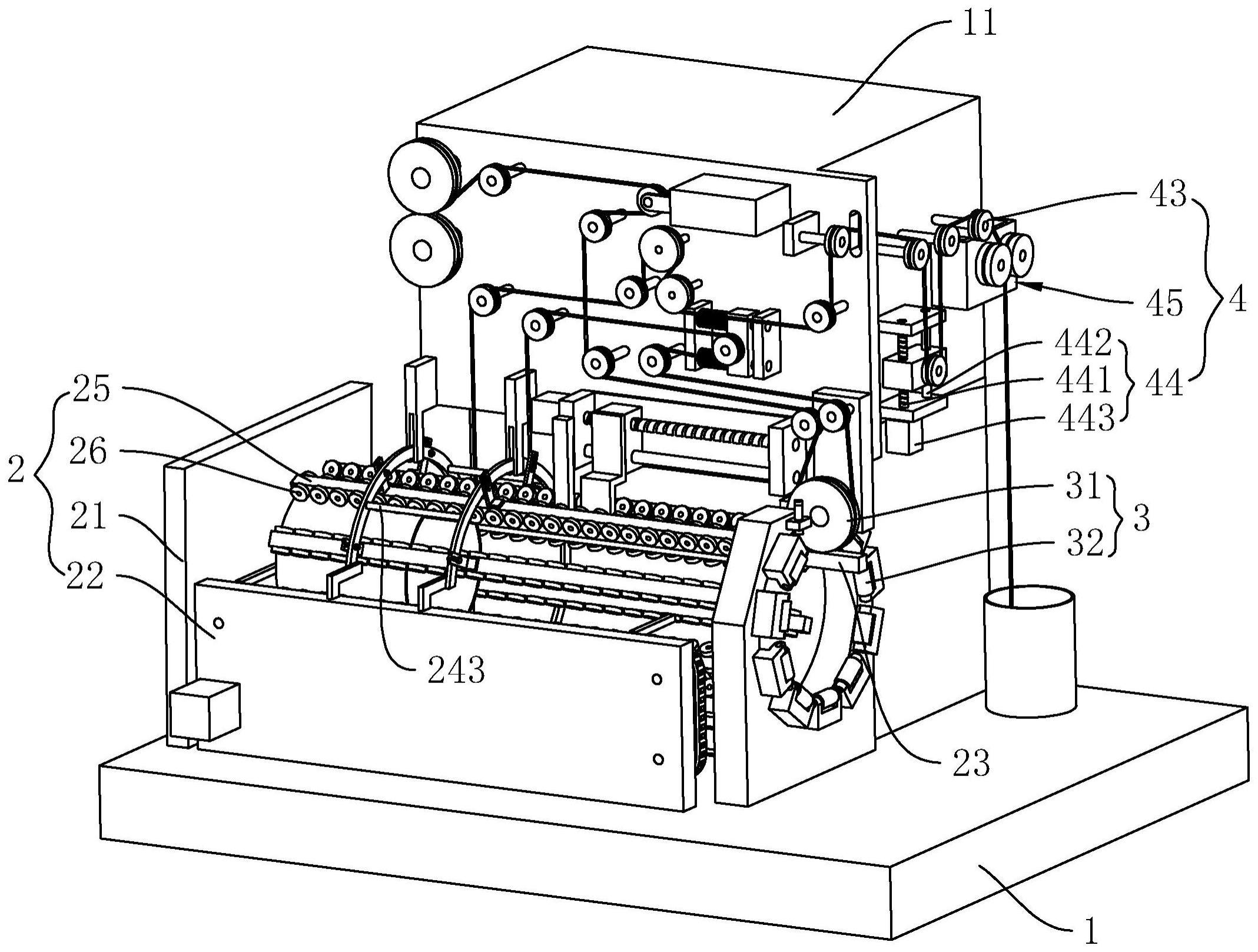
2、一种桶体全自动焊缝机,包括工作台以及安装于所述工作台上的桶体输送机构和焊缝机构,所述桶体输送机构包括传送组件、导向杆、限位杆和若干个导向轨,所述导向杆和所述限位杆均安装于所述工作台上,桶体套设于所述导向杆和所述限位杆上,所述传送组件转动连接于所述工作台上,所述传送组件用于推动桶体沿所述导向杆长度方向移动,所述限位杆包括卡条,所述卡条与桶体内壁相抵,若干个所述导向轨安装于所述工作台上,所述焊缝机构包括加热焊轮,所述加热焊轮转动连接于所述工作台上,所述加热焊轮用于融化铜线对桶体进行焊缝。
3、通过采用上述技术方案,桶体输送至焊缝机构的过程中,桶体的内壁始终抵住限位杆的卡条,且导向轨的设置既可以限定桶体输送的方向,也可以限定桶体的位置,使桶体不会与卡条分离,减少桶体移动至焊缝机构前,桶体的焊缝处错位,导致焊缝不齐的情况发生,且无需人工对每个环节进行把控即可完成桶体的输送、焊缝和铜线的上料收集工作,自动化程度提高,减少人工操作,提升了生产效率。
4、优选的,所述桶体输送机构包括滑动连接于所述工作台上的推动臂,所述推动臂包括弹性件和推动块,所述弹性件的一端与所述推动臂固定连接,所述弹性件的另一端与所述推动块固定连接。
5、通过采用上述技术方案,传送组件将桶体输送至推动臂处,推动臂将桶体输送至焊缝机构处进行焊缝,推动臂推动的过程中可以确保上一个铁桶焊缝完成,即给桶体预留出足够的焊缝时间确保焊缝完成后再推动下一个桶体至焊缝机构处进行焊缝,可以在不影响桶体输送的情况下,将桶体输送至焊缝机构处进行焊缝工作,当桶体输送机构将桶体输送至推动臂下方时,推动块被桶体顶起,弹性件处于压缩状态,使推动块不阻碍桶体的移动,当弹性件恢复初始状态时,推动块可以推动桶体朝向焊缝机构移动。
6、优选的,所述桶体输送机构还包括若干个滚轮,若干个所述滚轮均转动连接于所述导向轨上,若干个所述滚轮沿所述导向轨长度方向均匀间隔设置。
7、通过采用上述技术方案,滚轮转动连接于导向轨上,可以在桶体输送的过程中减少桶体外壁与导向轨之间的摩擦力。
8、优选的,所述桶体输送机构还包括若干个调节座、若干个连接件和若干个连接杆,所述调节座固定连接于所述导向轨上,若干个所述连接件固定连接于所述工作台上,相邻两个所述连接件相互平行,所述连接件与所述调节座可拆卸连接,所述调节座上开设有调节孔,所述连接件沿所述调节孔长度方向滑动,若干个所述连接杆固定连接于相邻两个所述连接件之间。
9、通过采用上述技术方案,连接件可以将导向轨的位置固定,但由于金属桶的尺寸不一样,调节座上开设有调节孔,连接件沿所述调节孔长度方向滑动,可以在桶体尺寸不同时对导向轨的位置进行调节,确保桶体输送机构可以适配不同尺寸的金属桶,连接杆的设置可以确保连接件的位置不发生偏移。
10、优选的,所述桶体输送机构还包括推动组件,所述推动组件包括第一往复丝杆、第一光杆和推动电机,所述第一往复丝杆的两端分别与所述工作台转动连接,所述第一光杆的两端分别与所述工作台固定连接,所述第一光杆与所述第一往复丝杆相互平行设置,所述推动电机固定连接于所述工作台上,所述推动电机的输出轴与所述第一往复丝杆同轴固定连接,所述第一往复丝杆和所述第一光杆上套设有第一滑块,所述第一滑块与所述第一往复丝杆螺纹连接,所述第一滑块与所述第一光杆滑动连接,所述推动臂与所述第一滑块固定连接。
11、通过采用上述技术方案,在桶体输送机构输送桶体至焊缝机构处时,推动组件可以驱动推动臂往复移动,从而将桶体输送至焊缝机构处。
12、优选的,所述焊缝机构还包括若干个转动连接于所述工作台上的转动辊。
13、通过采用上述技术方案,转动辊的设置可以减小桶体输送的摩擦力。
14、优选的,还包括用于输送和回收铜线的铜线上料收集机构,所述铜线上料收集机构包括收集组件,所述收集组件包括收集电机和两个收集轮,两个所述收集轮均转动连接于所述工作台上,铜线位于两个所述收集轮之间,所述收集电机固定连接于所述工作台上,所述收集电机的输出轴与一个所述收集轮同轴固定连接。
15、通过采用上述技术方案,驱动电机驱动第二滑块向上移动时,由于铜线位于两个收集轮之间,此时收集电机驱动一个收集轮转动,可以使收集轮带动铜线向下移动,实现废铜线的收集。
16、优选的,所述铜线上料收集机构包括固定设置于所述工作台上的张力检测器和张力调节器,所述张力检测器转动连接有检测轮,所述张力调节器包括滑动块和调节轮,所述滑动块与所述张力调节器滑动连接,所述调节轮转动连接于滑动块上,铜线绕设于所述检测轮和所述调节轮上。
17、通过采用上述技术方案,铜线绕设于检测轮和调节轮上,当张力检测器检测到铜线的张力值过大或过小时,操作人员可以通过张力调节器进行铜线张紧程度的调节,确保铜线始终处于一个合适的张紧状态。
18、优选的,所述铜线上料收集机构还包括若干个导向轮,若干个所述导向轮均转动连接于所述工作台上,铜线绕设于若干个所述导向轮上,若干个所述导向轮用于使铜线始终处于张紧状态。
19、通过采用上述技术方案,桶体在焊缝的过程中需要确保铜线始终处于张紧的状态,以减少在焊缝过程中出现焊缝不齐的情况,所以若干个导向轮的设置即可以进行铜线的导向也可以将铜线张紧。
20、优选的,所述铜线上料收集机构包括驱动组件,所述驱动组件包括第二往复丝杆、第二光杆和驱动电机,所述第二往复丝杆的两端分别与所述工作台转动连接,所述第二光杆的两端分别与所述工作台固定连接,所述第二光杆与所述第二往复丝杆相互平行设置,所述驱动电机与所述工作台固定连接,所述驱动电机的输出轴与所述第二往复丝杆同轴固定连接,所述第二往复丝杆和所述第二光杆上套设有第二滑块,所述第二滑块与所述第二往复丝杆螺纹连接,所述第二滑块与所述第二光杆滑动连接,所述第二滑块上转动连接有驱动轮,所述驱动轮用于带动铜线移动。
21、通过采用上述技术方案,驱动电机驱动第二滑块向下移动时,使驱动轮带动铜线向下移动,可以实现加热焊轮的转动并带动铜线移动为桶体焊缝。
22、综上所述,本技术包括以下至少一种有益技术效果:
23、1.限位杆下部卡条的设置,可以使限位杆的中部穿过桶体的焊缝处且卡条与桶体内壁相抵,在桶体输送的过程中确保桶体焊缝处不会错位,减少焊缝不齐的情况发生,也无需人工一直把控着输送的过程,节省了人力;
24、2.通过调节座和连接件的配合设置,可以在桶体的尺寸不同时,实现对导向轨的位置调节,以适配不同尺寸金属桶的运输;
25、3.若干个导向轮的设置,可以确保铜线始终处于张紧的状态;
26、4.通过张力检测器和张力调节器的配合设置,便于工作人员掌握铜线的张紧程度,在铜线张力过大或过小的时候进行适当的调整,从而不影响焊缝机构对桶体的焊缝工作。
- 还没有人留言评论。精彩留言会获得点赞!