一种超低温形表一体渐进成形装置
1.本发明属于金属板材加工领域,具体涉及一种可在超低温环境下完成板材渐进成形与表面碾压成形的加工设备。
背景技术:
2.板材渐进成形工艺作为一种新兴的柔性无模板料成形技术,不依赖于模具,可加工非旋转体复杂曲面件,开发时间及经济成本要大大低于传统冲压技术,尤其在小批量生产中具有巨大优势,极大的丰富了板材成形手段。然而,在室温渐进成形过程中,铝合金构件容易发生断裂,为了克服其室温下成形性能差的缺点,在高温环境中成形已经成为提升铝合金成形性能的一种常用方法,然而,在高温环境中成形,不仅会导致尺寸精度损失和成形件的变形,还可能导致显微组织退化以及产生不良的力学性能。此外,新一代先进设备不仅要求构件具备优异的整体力学性能(强塑性和疲劳性能),而且对其表面性能(硬度、抗腐蚀和耐磨性能)也提出了更高的要求,这些问题制约着该技术的广泛应用。
技术实现要素:
3.针对现有技术存在的不足,本发明的目的是提供一种超低温形表一体渐进成形装置,该装置能够实现对板材的冷却液浸泡预处理以及在冷却液浸泡中完成板材成形;在板材成形过程中实现对板材不同超低温的控制;装置可同时实现超低温环境下材料表面碾压工艺。
4.为了实现上述目的,本发明是通过如下的技术方案来实现:
5.第一方面,本发明的实施例提供了一种超低温形表一体渐进成形装置,包括超低温冷却液供给装置和支撑装置;所述的支撑装置包括支撑壳和模具,所述的支撑壳用于支撑所述的模具,所述模具用于放置被加工板材,模具内部形成板材冷却腔,支撑壳内部形成模具冷却腔;所述的板材冷却腔与模具冷却腔相连通,所述的板材冷却腔与超低温冷却液供给装置相连。
6.作为进一步的技术方案,所述的超低温冷却液供给装置包括第一管路,第一管路的一端与板材冷却腔相连通,另一端与第一三通阀第一接口相连,所述的第一三通阀第二接口通过第二管路与模具冷却腔相连通,所述的第一三通阀第三接口用于输入超低温液体。
7.作为进一步的技术方案,第一管路上还安装有第二三通阀,第二三通阀通过管路与单向溢流阀的入口相连,单向溢流阀的出口与模具冷却腔相连。
8.作为进一步的技术方案,所述模具上设有与板材冷却腔连通的导流槽,所述的导流槽与安全溢流阀的入口相连通,安全溢流阀的出口与模具冷却腔相连通。
9.作为进一步的技术方案,所述的导流槽与设置在模具顶部的口字形三角槽连通,口字形三角槽与安全溢流阀相连通。
10.作为进一步的技术方案,还包括超低温气体冷却系统。
11.作为进一步的技术方案,所述的超低温气体冷却系统包括安装在模具上的超低温喷嘴,所述的超低温喷嘴通过第三管路与第三三通阀相连,所述的第三三通阀与常温空气、液氮供给装置相连。
12.作为进一步的技术方案,所述的模具与支撑壳体之间通过凸起和凹槽配合。
13.上述本发明的实施例的有益效果如下:
14.1.本发明设计了一种超低温形表一体渐进成形装置,利用该设备可实现超低温下构件宏观几何形状精确渐进成形,随之利用表面碾压制备表层梯度细晶组织,使成形构件具备优异的整体力学性能和表面性能。
15.2、利用板材冷却腔对板材进行浸泡预处理时,多余的冷却液会通过模具上方的导流槽流入模具冷却腔;浸泡预处理结束开始成形时,板材冷却腔内的冷却液也会通过模具下方的管路经过单向溢流阀进入到模具冷却腔,对模具进行冷却,使得在对板材进行超低温碾压成形时减少冷却液的使用,即实现了冷却液的循环利用。
16.3、本发明利用三通阀将常温空气与液氮混合产生超低温混合气体,通过控制系统控制电磁阀的开闭控制常温空气与液氮的混合比例,实现对超低温混合气体的温度控制,进而利用超低温喷嘴对板材喷射超低温混合气体,完成板材成形过程中对板材的温度控制。
17.4、模具支撑壳和模具采用模块化设计,设计了通用的安装凹槽与凸起进行定位安装,一套装置可配套多组模具,完成多种形状板材的渐进成形与表面碾压成形,节约资源。
附图说明
18.构成本发明的一部分的说明书附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。
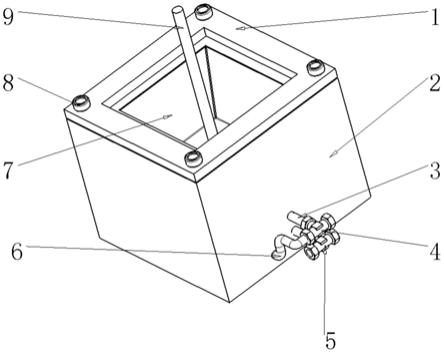
19.图1为超低温形表一体渐进成形装置整体示意图;
20.图2为超低温形表一体渐进成形装置半剖示意图;
21.图3为管路连接示意图;
22.图4为方锥形模具示意图;
23.图5为圆锥形模具示意图;
24.图6为模具支撑壳示意图;
25.图中:1、板材压板;2、模具支撑壳;3、板材冷却腔液氮输入输出管;4、第一电磁三通阀;5、第二电磁三通阀;6、模具冷却腔液氮输入输出管;7、方锥形板材;8、螺钉;9、工具头;10、方锥形模具;11、安全溢流阀;12、三通阀;13、喷嘴混合气体输入管;14、单向溢流阀;15、超低温喷嘴;16、圆锥形模具;17、模具冷却腔;18、板材冷却腔,19凹形沟槽,20凸起,21三角槽,22导流槽,23通孔。
具体实施方式
26.应该指出,以下详细说明都是例示性的,旨在对本发明提供进一步的说明。除非另有指明,本发明使用的所有技术和科学术语具有与本发明所属技术领域的普通技术人员通常理解的相同含义。
27.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根
据本发明的示例性实施方式。如在这里所使用的,除非本发明另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合;
28.需要说明的是,本实施例中的“超低温”一般指温度低于-100℃。
29.目前,超低温处理已被证明是提高铝合金板材力学性能的一种有效方法,并已经逐渐在工业中得到应用。表面碾压成形可以制备表层梯度细晶组织,使成形构件具备优异的整体力学性能和表面性能,因此将超低温处理与渐进成形工艺以及表面碾压工艺相结合,设计一种超低温环境下的形表一体渐进成形设备具有很重要的意义。鉴于此,本实施例公开了一种超低温形表一体渐进成形装置,该设备利用液氮与常温空气混合而成的超低温混合气体实现对板材的温度控制,从而开展超低温环境下的板材成形研究。
30.下面结合附图1-附图6对本发明进行详细说明,具体的结构如下:
31.本发明提供了一种超低温环境下板材成形的形表一体渐进成形装置,包括冷却系统和支撑系统;冷却系统分为两大系统,一个系统是超低温液体冷却系统,另一个系统是超低温气体冷却系统;
32.其中,超低温液体冷却系统包括模具冷却腔输入输出管路3、模具冷却腔液氮输入输出管路6、第一电磁三通阀4、第二电磁三通阀5、三通阀12、单向溢流阀14以及电磁阀的控制系统;其中,板材冷却腔液氮输入输出管路3一端与模具10过盈配合连接,另一端与第一电磁三通阀4第一接口连接,第一电磁三通阀4的第二接口与模具冷却腔液氮输入输出管路6连接,第三接口输入液氮;
33.超低温气体冷却系统包括喷嘴混合气体输入管路13、超低温喷嘴15、第二电磁三通阀5;喷嘴混合气体输入管路13一端连接超低温喷嘴15,另一端连接第二电磁三通阀5,第二电磁三通阀5的第二第三接口分别通入常温空气和液氮,控制两者的混合比例从而控制混合气体的温度,混合气体通过超低温喷嘴15喷射到板材表面,完成对板材的温度控制;
34.进一步的,本实施例中的支撑系统包括板材压板1、模具10以及模具支撑壳2,其中,模具支撑壳2的一侧面设有三个通孔分别用于连接板材冷却腔液氮输入输出管路3、喷嘴混合气体输入管路13以及模具冷却腔液氮输入输出管路6;模具支撑壳2上方设有一凹形沟槽19,用于模具10的定位与装配;此外,由于安全溢流阀11的安装空间不足,在模具支撑壳2左右两内表面切除一定大小的长方体凹槽,以便安全溢流阀11的安装;模具10上设有与模具支撑壳2凹槽对应的凸起20。
35.模具10上方还有“口”字形三角槽21,三角槽21内侧与两个设置在模具上的导流槽22连通,三角槽21的外侧设有两个通孔23,通孔23分别与两个安全溢流阀11连接;冷却液通过导流槽22,然后通过三角槽21到达通孔23,最后流入安全溢流阀11,本实施例中,模具冷却腔18中的液氮通过导流槽22进入三角槽21,可以扩大液氮与板材的接触面积,三角槽内液氮以及部分气化液氮最终通过安全溢流阀流到模具冷却腔17中。安全溢流阀11设置一定的安全压力,既可以保证液氮与板材完全接触,又可以防止液氮气化造成腔内压强过高。进一步的在本实施例中,导流槽22包括两个,对称设置在模具相对的两个边上,通孔23也包括两个,对称设置在模具另外两个相对的边上。
36.进一步的,由于本发明中模具可进行替换,除附图4中的方锥形模具10,在设计相应的突起以及管路接口后,还可装配不同形状的模具,如附图5的圆锥形模具;板材7置于模
具10上方,最后将板材压板1置于板材上方,利用螺钉8与模具10进行紧固连接;最后,在整个装置外侧包裹一层保温棉,降低温度的扩散速率。
37.进一步的,本实施例中还公开了一种利用上述装置进行浸泡式板材超低温形表一体渐进成形工作过程如下:
38.1、根据需要加工的板材形状选择合适的模具,通过模具支撑壳的凹槽将模具装配在模具支撑壳上;
39.2、将待加工板材置于模具上,利用压板将板材固定;
40.3、控制第一电磁三通阀4,使输入口的液氮通过管路进入板材冷却腔18,当液氮充满板材冷却腔18时,板材开始进入液氮浸泡的预处理阶段(温度可达-196℃),此时降低液氮输入速率,使得多余液氮以及气化液氮缓慢的从导流槽22-三角沟槽21-安全溢流阀11这一通道进入模具冷却腔17;
41.4、板材预处理结束后,关闭第一电磁三通阀4,液氮停止输入,工具头开始沿预先设计轨迹进行板材渐进成形,此过程中,液氮会先从模具上方导流槽22流出,随着板材的向下变形,导流槽22被封闭,液氮通过下方的板材冷却腔液氮输入输出管路3流出,经过三通阀12-单向溢流阀14流入模具冷却腔17;
42.5、板材成形后,如需进行超低温碾压成形,可通过模具冷却腔液氮输入输出管路6对模具冷却腔补充液氮,将模具冷却,间接的对板材进行冷却,最后利用碾压工具头完成超低温表面碾压成形。
43.进一步的,本实施例中还公开了一种利用上述装置进行非浸泡式板材超低温形表一体渐进成形的工作方法如下:
44.1、根据需要加工的板材形状选择合适的模具,通过模具支撑壳的凹槽将模具装配在模具支撑壳上;
45.2、将待加工板材置于模具上,利用压板将板材固定;
46.3、在第二电磁三通阀左右两侧根据所需加工温度分别通入定量的常温空气和液氮,将二者混合为一定温度的超低温混合气体;
47.4、混合气体通过输入管路到达超低温喷嘴15,超低温喷嘴15将混合气体喷到板材表面,实现对板材的温度控制;
48.与上述的浸泡式板材超低温形表一体渐进成形工作过程同理,混合气体可通过导流槽和板材冷却腔液氮输入输出管路3进入模具冷却腔,在碾压成形阶段实现超低温混合气体的循环利用。
49.此外,上述实施例中,仅仅以液氮为例进行的说明,不难理解的,上述的液氮还可以换成其他超低温液体。
50.最后还需要说明的是,诸如第一和第二之类的关系术语仅仅用来将一个实体或者操作与另一实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。
51.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1