锯片刀头激光钎焊方法与流程
1.本发明涉及锯片的加工领域,尤其涉及一种锯片刀头激光钎焊方法。
背景技术:
2.众所周知,锯片广泛地应用于各种切割加工的场合,例如对木材加工等。为提高锯片的使用寿命,通常的做法是采用高频焊方式将由超硬材料(例如但不限于此金刚石或合金)制成的刀头焊于锯片上的预先加工好的齿牙中。由于刀头采用超硬材料制成,而锯片为柔性较好且硬质相对刀头低的材料制成,这样的结合方式能有效地增加了锯片的使用命。
3.其中,在高频焊接的过程中,作用于齿牙和刀头上的热量使得齿牙用于与刀头结合的结合位置熔化,从而将齿牙与刀头固定在一起。但是,由于刀头与锯片两者的材料不同,导致刀头与锯片两者的膨胀系数不一样,且膨胀系数一般遵循随硬度升高而变小的规律,故高频焊接在一起的刀头与齿牙在恢复常温的过程中因膨胀系数不同而在刀头与齿牙两者的结合处存在拉扯力,该拉扯力造成刀头与齿牙的结合处变形,甚至造成结合处开裂。
4.因此,急需要一种解决拉扯力以有效地防止变形甚至开裂的锯片刀头激光钎焊方法。
技术实现要素:
5.本发明的目的在于提供一种解决拉扯力以有效地防止变形甚至开裂的锯片刀头激光钎焊方法。
6.为实现上述目的,本发明的锯片刀头激光钎焊方法包括步骤有:
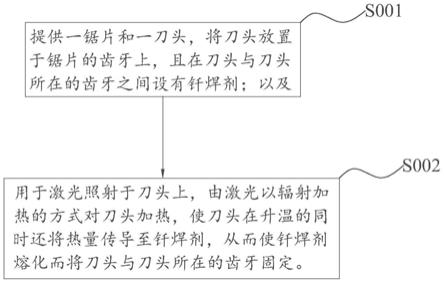
7.(1)提供一锯片和一刀头,将刀头放置于锯片的齿牙上,且在刀头与刀头所在的齿牙之间设有钎焊剂;以及
8.(2)用于激光照射于刀头上,由激光以辐射加热的方式对刀头加热,使刀头在升温的同时还将热量传导至钎焊剂,从而使钎焊剂熔化而将刀头与刀头所在的齿牙固定。
9.较佳地,在步骤(2)中,激光往复地在刀头上移动。
10.较佳地,激光匀速地在刀头上做往复移动。
11.较佳地,本发明的锯片刀头激光钎焊方法还包括从刀头背对齿牙的一侧对该一侧顶压的顶压步骤,顶压步骤位于步骤(1)和步骤(2)之间。
12.较佳地,激光从锯片的厚度方向照射于刀头的端面处。
13.较佳地,一激光从锯片之厚度方向的正向照射于刀头的一端面,另一激光从锯片之厚度方向的反向照射于刀头相对的另一端面。
14.较佳地,本发明的锯片刀头激光钎焊方法还包括步骤(3):锯片做步进一个齿牙的运动,使下一个待钎焊刀头的齿牙运动至与激光相对的位置;不断重复步骤(2)和(3),直到完成锯片上的所有齿牙各钎焊有刀头为止。
15.较佳地,锯片以旋转或移动方式进行步进运动。
16.较佳地,在步骤(1)中,先在刀头面对齿牙的一侧涂上钎焊剂,再使刀头面对齿牙
的一侧与齿牙紧贴,使得钎焊剂夹于刀头与刀头所在的齿牙之间。
17.较佳地,在步骤(1)中,先在齿牙面对刀头的一侧涂上钎焊剂,再使刀头面对齿牙的一侧与齿牙紧贴,使得钎焊剂夹于刀头与刀头所在的齿牙之间。
18.与现有技术相比,由于本发明的锯片刀头激光钎焊方法先在刀头与刀头所在的齿牙之间设有钎焊剂,再用激光照射于刀头上,使得激光以辐射加热的方式对刀头加热,且刀头在升温的同时还将热量传导至钎焊剂,使钎焊剂受热熔化,从而由熔化的钎焊剂将刀头与刀头所在的齿牙固定在一起,因而有效地解决现有因同时对刀头和齿牙加热且刀头和齿牙两者的膨胀系数不同而造成在刀头与齿牙两者的结合处存在变形甚至开裂的缺陷。
附图说明
19.图1是本发明的锯片刀头激光钎焊方法的流程图。
20.图2是实施本发明的锯片刀头激光钎焊方法的激光钎焊机构的平面图。
21.图3是每个齿牙都钎焊有一个刀头的锯片的立体图。
22.图4是图3所示的锯片由左至右观看的平面图。
具体实施方式
23.为了详细说明本发明的技术内容、构造特征,以下结合实施方式并配合附图作进一步说明。
24.请参阅图2,实施本发明的锯片刀头激光钎焊方法的激光钎焊机构包含半导体激光发生器10a及位于半导体激光发生器10a对应上方或对应下方的反射镜10b。半导体激光发生器10a较优呈竖直布置,当然,根据实际需要,半导体激光发生器10a也可以相对竖直方向倾斜布置,以使得半导体激发生器10a所生产的激光10向上照射于位于半导体激发生器10a对应上方的反射镜10b处,或者,向下照射于位于半导体激光发生器10a对应下方的反射镜10b处,由反射镜10b对激光10进行反射,从而使得经反射后的激光10水平地照射于刀头30,以对刀头30进行辐射加热。其中,借助半导体激光发生器10a呈竖直布置或相对竖直方向倾斜布置,有效地减少半导体激光发生器10a在水平方向所占用的空间,故使得激光钎焊机构的结构更紧凑;借助反射镜10b的布置,并通过反射镜10b的往复摆动,十分容易地控制激光10于刀头30上的往复移动,故简化控制激光于刀头30上往复移动的结构。具体地,在图2中,半导体激光发生器10a及反射镜10b各以同一竖直平面呈对称布置,以从双侧(例如图2所示的左右两侧)对刀头30进行照射,从而提高激光钎焊效率和质量,当然,根据实际需要,可以将半导体激光发生器10a和反射镜10b进行单侧布置,可理解为只保留图2中左侧或右侧的半导体激光发生器10a和反射镜10b,故不以图2所示为限。
25.而结合图1、图3和图4,本发明的锯片刀头激光钎焊方法包括如下步骤:
26.s001、提供一锯片20和一刀头30,将刀头30放置于锯片20的齿牙21上,且在刀头30与刀头30所在的齿牙21之间设有钎焊剂40;具体地,在步骤s001中,先在刀头30面对齿牙21的一侧31涂上钎焊剂40,再使刀头30面对齿牙21的一侧31与齿牙21紧贴,使得钎焊剂40夹于刀头30与刀头30所在的齿牙21之间;当然,根据实际需要,也可以先在齿牙21面对刀头30的一侧涂上钎焊剂40,再使刀头30面对齿牙21的一侧31与齿牙21紧贴,使得钎焊剂40夹于刀头30与刀头30所在的齿牙21之间;这样设计一样能实现在刀头30与刀头30所在的齿牙21
之间设有钎焊剂40的目的。以及
27.s002、用于激光10照射于刀头30上,由激光10以辐射加热的方式对刀头30加热,使刀头30在升温的同时还将热量传导至钎焊剂40,从而使钎焊剂40熔化而将刀头30与刀头30所在的齿牙21固定;具体地,在步骤s002中,激光10往复地在刀头30上移动,较优的是,激光10匀速地在刀头30上做往复移动,以有效地确保刀头30各处均匀受热,从而确保钎焊剂40的均匀熔化,因而提高刀头30与齿牙21两者的结合的牢固性。需要说明的是,可通过反射镜10b的摇摆来控制激光10于刀头30上的往复移动,当然,也可以通过控制半导体激光发生器10a的运动去控制激光10于刀头30上的往复移动,故不以此为限。
28.其中,为使得锯片20的所有齿牙21各钎焊有刀头30,故本发明的锯片刀头激光钎焊方法还包括步骤(3):锯片20做步进一个齿牙21的运动,使下一个待钎焊刀头30的齿牙21运动至与激光10相对的位置;不断重复步骤s002和(3),直到完成锯片20上的所有齿牙21各钎焊有刀头30为止。需要说明的是,在下一个待钎焊刀头30的齿牙21运动至与激光10相对的位置前、后或时,将刀头30与该齿牙21紧贴,并使钎焊剂40夹于刀头30与齿牙21之间。为使得刀头30与齿牙21紧贴以提高钎焊效果,本发明的锯片刀头激光钎焊方法还包括从刀头30背对齿牙21的一侧33对该一侧33顶压的顶压步骤,顶压步骤位于步骤s001和步骤s002之间,以在刀头30钎焊于齿牙21的过程中对刀头30施力,使得熔化后的钎焊剂40更紧密地将刀头30与齿牙21固定在一起。具体地,在图2,借助顶压块10c从刀头30背对齿牙21的一侧33对该一侧33顶压,以便于激光10从刀头30的其它位置照射刀头30。需要说明的是,当锯片20为圆形锯片时,此时锯片20以旋转方式进行步进运动,当锯片20为条状锯片时,此时的锯片20以移动方式进行步进运动。另,在下一个待钎焊刀头30的齿牙21运动至与激光10相对的位置前、后或时,需要借助顶压块10c将刀头30与该齿牙21紧贴,并使钎焊剂40夹于刀头30与齿牙21之间。更具体地,如下:
29.如图2所示,左边的激光10从锯片20之厚度方向的正向(即箭头a所指方向)照射于刀头30左边的端面32,右边的激光10从锯片20之厚度方向的反向(即箭头a所指相反方向)照射于刀头30相对的右边的端面32,这样有效地缩短刀头30将热传导至钎焊剂40处的行程,有效地提升钎焊剂40受热的均匀性,还为锯片20的步进运动、顶压块10b的顶压运动及刀头30于钎焊前与齿牙21的组合提供充足的空间,避免它们干涉。需要说明的是,根据实际需要,也可以只设有左边的激光10或右边的激光10,故综上概括可得,激光10从锯片20的厚度方向照射于刀头30的端面32处。
30.与现有技术相比,由于本发明的锯片刀头激光钎焊方法先在刀头30与刀头30所在的齿牙21之间设有钎焊剂40,再用激光10照射于刀头30上,使得激光10以辐射加热的方式对刀头30加热,且刀头30在升温的同时还将热量传导至钎焊剂40,使钎焊剂40受热熔化,从而由熔化的钎焊剂40将刀头30与刀头30所在的齿牙21固定在一起,因而有效地解决现有因同时对刀头30和齿牙21加热且刀头30和齿牙21两者的膨胀系数不同而造成在刀头30与齿牙21两者的结合处存在变形甚至开裂的缺陷。
31.值得注意者,当锯片20为圆形锯片时,此时的锯片20的厚度方向即为它的轴向,当锯片20为条状锯片时,此时的锯片20的厚度方向与它的长度方向相垂直。
32.以上所揭露的仅为本发明的较佳实例而已,不能以此来限定本发明之权利范围,因此依本发明权利要求所作的等同变化,均属于本发明所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1