一种圆钢异型件弯曲成型模具的制作方法
1.本发明涉及金属加工领域,具体为一种圆钢异型件弯曲成型模具。
背景技术:
2.圆钢,指截面为圆形的实心长条钢材,经常在建筑与工业方面被使用到,但是有与诗经使用场景的不同,对圆钢的形状也有着不同的需求,就需要用到弯曲圆钢的成型设备对圆钢进行弯曲加工,改变圆钢的结构,起到相应作用。
3.现有的圆钢弯曲设备,如申请号为cn201810477328.0的一种冷弯模具,包括冷弯模具底板、冷弯模具摇臂和销钉,冷弯模具底板上设置数个销钉孔,销钉以销连接的方式安装在冷弯模具底板的销钉孔上;冷弯模具摇臂上设置销轴,冷弯模具摇臂通过其上的销轴与冷弯模具底板上的销孔销连接。其涉及的冷弯模具,结构简单,可以个人单独制作和使用。其设计灵活,可以根据需要,在不同的冷弯模具底板销钉孔内安装销钉和冷弯模具摇臂,销钉配置不同的定型圆环,可以制作不同曲率的弯曲加工件,但是对曲率的调整繁琐,且通过不同位置的销钉带来的曲率变化仍有局限性,调节精度不足。
4.故需要一种新型的能动态调整曲率,且能连续多向加工的圆钢异型件弯曲成型模具。
技术实现要素:
5.本发明的目的旨在于提供一种圆钢异型件弯曲成型模具。
6.为实现上述目的,本发明提供如下技术方案:一种圆钢异型件弯曲成型模具,包括工作台,工作台的前端设置有通过电机驱动送料的送料机构,其特征在于,送料结构的后端依次设置带动圆钢轴向转动的角度调节套筒与对圆钢前端弯曲部位进行导向固定的导向套筒,与通过锥形螺纹曲模实现曲率动态调整的弯曲机构。
7.作为本发明进一步的方案:弯曲机构包括移动平台,安装架、曲模与压件轮,移动平台横向设置在工作台上,底部设置有滑轨,通过一侧的气缸推动,可沿垂直圆钢主体的方向移动,移动平台的上方设置有倒u 型的安装架,安装架上设置有曲模,曲模呈圆锥形,表面加工有半圆形的螺纹槽,曲模的中心贯穿设置有螺纹导杆,螺纹导杆的底部与移动平台螺纹连接,顶部与安装架顶端设置的曲率调节电机传动连接,曲率调节电机为三相电机,移动平台表面、曲模的一侧设置有安装在横向伸缩推杆上的压件轮。
8.作为本发明进一步的方案:曲模、螺纹导杆与曲率调节电机均倾斜设置,斜率与曲模表面螺纹槽的螺纹升角ψ一致。
9.作为本发明进一步的方案:工作台的表面与螺纹导杆对应的位置开设有横向的矩形通槽,螺纹导杆的底部从通槽处通过。
10.作为本发明进一步的方案:曲率调节电机的输出端连接有传动套筒,传动套筒的底部设置有圆柱形凹槽,螺纹导杆的顶部探入凹槽内,传动套筒的内部与螺纹导杆外侧设
置有对应竖直方向的键槽结构进行传动连接。
11.作为本发明进一步的方案:角度调节套筒还包括有驱动电机与调节辊,调节辊与角度调节套筒保持相同轴向设置在角度调节套筒的内侧,与角度调节套筒一侧设置的驱动电机传动连接。
12.作为本发明进一步的方案:导向套筒还包括有导向辊,导向辊均匀的分布在导向套筒的内侧,与导向套筒转动连接,可沿导向套筒的轴线方向进行转动,其中与弯曲机构曲模设置方向相反的一侧设置压力传感器,对应导向辊设置在压力传感器上,压力传感器实时监控来自圆钢轴心方向的压力。
13.作为本发明进一步的方案:送料机构、角度调节套筒、导向套筒与圆钢进料侧对应的端面均为漏斗形结构。
14.作为本发明进一步的方案:弯曲机构的后侧设置有切割锯,送料结构的驱动电机为三相电机。
15.作为本发明进一步的方案:切割锯包括龙门、液压伸缩杆、圆锯与切割座,龙门呈倒u型,两侧设置有液压伸缩杆固定在工作台表面,龙门的中央设置有朝下的圆锯,圆锯的正下方设置有切割座在工作台表面,切割座的顶部设置有圆弧形的凹槽,凹槽中央设置有与圆锯对应的横向线槽。
16.有益效果1.本发明弯曲机构设置有呈圆锥形、表面加工有半圆形的螺纹槽的曲模,曲模通过螺纹导杆与移动平台可进行树脂与横向的移动,通过锥形带螺纹的曲模,通过对曲模的高度进行调节,便能得到不同大径的螺纹段,即不同曲率的弯曲模具,且由于螺纹结构的连贯性,对于曲率的调节为动态调节,包含区间内任意数值,调节精度高,同时曲模通过安装在移动平台上进行横向移动,可以对曲模大径变化带来的与圆钢距离的变化进行补偿,电机通过采用三相电机实现正反转的随意切换即对曲率大小的调节方向切换。
17.2.本发明弯曲机构的前端设置有导向套筒,导向套筒内侧设置有导向辊,可沿导向套筒的轴线方向进行转动,其中与弯曲机构曲模设置方向相反的一侧设置压力传感器,对应导向辊设置在压力传感器上,压力传感器实时监控来自圆钢轴心方向的压力,通过导向套筒的设置,对弯曲的圆钢起到固定作用,减少晃动,同时导向套筒内的压力传感器能感应圆钢在曲模贴合时产生的压力,即感应移动平台对曲模与圆钢之间距离的补偿大小,在补偿到位后发出电信号控制移动平台停止运动。
18.3.本发明送料机构的后侧设置有角度调节套筒,角度调节套筒内设置有调节辊,调节筒与驱动电机传动连接,通过角度套筒的设置,能带动圆钢进行角度转动,实现连续的不同角度加工需求的工件的加工,且通过角度套筒带动圆钢转动,能对曲模螺纹螺距带来的圆钢加工件的误差进行补偿,保证工件精度。
附图说明
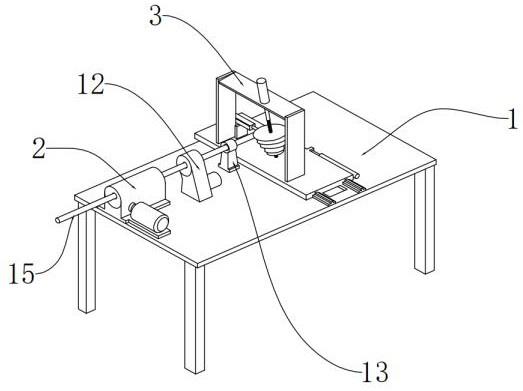
19.图1为本发明的整体结构示意图。
20.图2为本发明的弯曲机构结构剖视图。
21.图3为本发明的曲模安装传动示意图。
22.图4为本发明的角度调节套筒结构剖视图。
23.图5为本发明的导向套筒结构剖视图。
24.图6为本发明的未进行角度调节圆钢弯曲件示意图。
25.图7为本发明的龙门锯结构示意图。
26.图1-7中:1-工作台,2-送料机构,3-弯曲机构,4-移动平台,5-安装架,6-曲模,7-螺纹导杆,8-传动套筒,9-曲率调节电机,10-伸缩推杆,11-压件轮,12-角度调节套筒,1201-驱动电机,1202-调节辊,13-导向套筒,1301-压力传感器,1302-导向辊,14-切割锯,1401-龙门,1402-液压伸缩杆,1403-圆锯,1404-切割座,15-圆钢。
具体实施方式
27.下面将结合本发明说明书附图中的图1-图7,对本发明的具体技术方案进行清楚、完整地描述;请参阅图1-图7,图1为本发明实施例的整体结构示意图;图2为本发明的弯曲机构结构剖视图;图3为本发明的曲模安装传动示意图;图4为本发明的角度调节套筒结构剖视图;图5为本发明的导向套筒结构剖视图;图6为本发明的未进行角度调节圆钢弯曲件示意图;图7为本发明的龙门锯结构示意图。
28.本实施例提供的一种圆钢异型件弯曲成型模具,其包括工作台1,工作台1的前端设置有通过电机驱动送料的送料机构2,其特征在于,送料结构2的后端依次设置带动圆钢15轴向转动的角度调节套筒12与对圆钢15前端弯曲部位进行导向固定的导向套筒13,与通过锥形螺纹曲模6实现曲率动态调整的弯曲机构3。
29.进一步的,弯曲机构3包括移动平台4,安装架5、曲模6与压件轮11,移动平台4横向设置在工作台1上,底部设置有滑轨,通过一侧的气缸推动,可沿垂直圆钢15主体的方向移动,移动平台4的上方设置有倒u 型的安装架5,安装架5上设置有曲模6,曲模6呈圆锥形,表面加工有半圆形的螺纹槽,曲模6的中心贯穿设置有螺纹导杆7,螺纹导杆7的底部与移动平台4螺纹连接,顶部与安装架5顶端设置的曲率调节电机9传动连接,曲率调节电机9为三相电机,移动平台4表面、曲模6的一侧设置有安装在横向伸缩推杆10上的压件轮11;通过对锥形带螺纹的曲模6的高度进行调节,便能得到不同大径的螺纹段,即不同曲率的弯曲模具,且由于螺纹结构的连贯性,对于曲率的调节为动态调节,包含区间内任意数值,调节精度高,同时曲模6通过安装在移动平台4上进行横向移动,可以对曲模大径变化带来的与圆钢15距离的变化进行补偿,曲率调节电机9通过采用三相电机实现正反转的随意切换即对曲率大小的调节方向切换。
30.其中,曲模6、螺纹导杆7与曲率调节电机9均倾斜设置,斜率与曲模6表面螺纹槽的螺纹升角ψ一致;通过对曲模6的倾斜设置,对圆钢15进入曲模6螺纹槽的角度进行补偿,消除角度差。
31.其中,工作台1的表面与螺纹导杆9对应的位置开设有横向的矩形通槽,螺纹导杆7的底部从通槽处通过;通过设置凹槽空出螺纹导杆7沿螺纹上下移动与在移动平台4带动下横向移动时的空间,避免结构抵触。
32.其中,曲率调节电机9的输出端连接有传动套筒8,传动套筒8的底部设置有圆柱形
凹槽,螺纹导杆7的顶部探入凹槽内,传动套筒8的内部与螺纹导杆7外侧设置有对应竖直方向的键槽结构进行传动连接;通过传动套筒8间接传动,即保证了传动的稳定,也消除了螺纹导杆7上下移动带来的结构抵触。
33.进一步的,角度调节套筒12还包括有驱动电机1201与调节辊1202,调节辊1202与角度调节套筒12保持相同轴向设置在角度调节套筒12的内侧,与角度调节套筒12一侧设置的驱动电机1201传动连接;通过角度套筒12的设置,能带动圆钢15进行角度转动,实现连续的不同角度加工需求的工件的加工,且通过角度套筒12带动圆钢转动,能对曲模6螺纹螺距带来的圆钢15加工件的误差进行补偿,保证工件精度。
34.进一步的,导向套筒13还包括有导向辊1302,导向辊1302均匀的分布在导向套筒13的内侧,与导向套筒13转动连接,可沿导向套筒13的轴线方向进行转动,其中与弯曲机构3曲模6设置方向相反的一侧设置压力传感器1301,对应导向辊1302设置在压力传感器1301上,压力传感器1301实时监控来自圆钢轴心方向的压力;通过导向套筒13的设置,对弯曲的圆钢15起到固定作用,减少晃动,同时导向套筒13内的压力传感器1301能感应圆钢15在曲模6贴合时产生的压力,即感应移动平台4对曲模6与圆钢15之间距离的补偿大小,在补偿到位后发出电信号控制移动平台4停止运动。
35.进一步的,送料机构2、角度调节套筒12、导向套筒13与圆钢15进料侧对应的端面均为漏斗形结构;对圆钢15起到导向作用,避免圆钢15因自重产生的下垂导致的偏差阻碍。
36.进一步的,弯曲机构3的后侧设置有切割锯14,送料结构2的驱动电机为三相电机;通过尾端的切割锯14对加工后的圆钢进行及时切断,实现连续加工,送料结构2的驱动电机采用三项电机实现反向运作,进行反向输料,对弯曲机构3与切割锯14之间距离差带来的圆钢15段进行反向输送,避免浪费。
37.其中,切割锯包括龙门1401、液压伸缩杆1401、圆锯1403与切割座1404,龙门1401呈倒u型,两侧设置有液压伸缩杆1402固定在工作台1表面,龙门1401的中央设置有朝下的圆锯1403,圆锯1403的正下方设置有切割座1404在工作台1表面,切割座1404的顶部设置有圆弧形的凹槽,凹槽中央设置有与圆锯1403对应的横向线槽;通过龙门式切割圆锯1403的设置,为圆钢15的转动留出空间,以适应各种异形件的通过。
38.在实施本实施例所记载的技术方案时,启动装置,将圆钢15通过送料机构2导入,依次通过角度调节套筒12与导向套筒13,至弯曲机构3处后停止送料,启动移动平台4,控制移动平台4带动曲模6远离圆钢15,留出曲模6的调节空间,通过曲率调节电机9带动螺纹导杆7与曲模6转动,曲模6在螺纹作用下发生高度变化,与圆钢45平行处的直径产生变化,即模具曲率变化,调节至合适曲率后停止曲模6运动,控制移动平台4带动曲模6贴合圆钢15,圆钢15受曲模压迫后,与导向套筒13内安装在压力传感器1301上的导向辊1302接触,压力传感器1301感应到相应压力,即感应移动平台4对曲模6与圆钢15之间距离的补偿大小,在补偿到位后发出电信号控制移动平台4停止运动,送料机构2再度送料,一侧压件轮11在伸缩推杆10作用下压迫圆钢15,使圆钢15贴合曲模6表面产生弯曲,同时角度调节套筒12内的
调节辊1202在驱动电机1201带动下带动圆钢15转动,实现不同角度的加工需求,也对曲模6的螺纹螺距带来的圆钢15加工件的误差进行补偿,加工完成后的工件被推送到切割锯位置,龙门1401下压带动圆锯1403对加工好的部分进行切割,随后送料机构2反向运转,将圆钢15的头端部位带回弯曲机构3处,再次进行加工。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1