用于粗短轴定位夹紧的通用夹具的制作方法
1.本发明涉及一种用于轴类零件定位夹紧的工装,特指一种用于直径300mm以上,长度直径比小于5的粗短轴定位夹紧的夹具,属于金属切削加工技术领域。
背景技术:
2.粗短轴需用专用夹具定位夹紧后,才能用于数控镗铣床加工。现有的粗短轴定位夹紧工装采用上下两个v型构件分别夹紧粗短轴两端的结构型式,然后将夹紧粗短轴的工装轴向水平固定在数控镗铣床的工作台上,用数控镗铣床的主轴移动来测量粗短轴的形位公差,并微调工件,确定其平行度与垂直度符合工艺要求。图1所示为粗短轴定位夹紧工装,粗短轴100被上v型压板10和下v型块20夹持定位,螺杆30下端自上而下地分别穿过上v型压板10两端的槽口101,拧入下v型块20的两端中,螺杆30上端分别拧上压紧螺母40来压紧上v型压板10的两端,完成对其竖直方向自由度的限制。
3.这种工装在使用中发现了以下几个缺点:1、上v型压板10、下v型块20与粗短轴100的外圆面均是线接触,影响粗短轴100的定位压紧效果。
4.2、由于上v型压板10两端上的压紧螺母40需要同时拧紧,而人工拧紧很难保证上v型压板10两端上的压紧力相同,压紧力不等导致上v型压板10难以处于水平状态,粗短轴的受力点也会改变,压紧力不再以竖直方向作用于工件上,影响加工精度。
5.3、夹具安装繁琐,工人需要拧紧两块上v型压板10两端的4个压紧螺母40。安装时,先稍微拧紧压紧螺母40,再用对角拧紧的方式,对4个压紧螺母40交替逐步拧紧,拧紧时需要用扳手和加力杆,整个安装过程需要10~20分钟,工效很低。
技术实现要素:
6.本发明的目的是提供一种能快速定位夹紧且夹紧力均匀的用于粗短轴定位夹紧的通用夹具。
7.本发明通过以下技术方案予以实现:一种用于粗短轴定位夹紧的通用夹具,包括两组分别夹持粗短轴两端的上盖和下v型座,以及分别设置在每组上盖和下v型座两侧的钢丝绳夹紧装置,所述上盖呈半圆弧形,上盖内侧的半圆弧与粗短轴的外圆匹配;所述下v型座上部设有用于支撑粗短轴的v型缺口,粗短轴定位在下v型座的v型缺口中,固定在上盖内侧的半圆弧形铜皮包覆粗短轴的上侧;所述钢丝绳夹紧装置包括钢丝绳、挂钩基座、挂钩、钢丝绳卷筒、卷筒轴、一对卷筒支座、圆板、转动把手和棘轮棘爪机构,所述挂钩基座底部固定在下v型座下部一端上,钢丝绳一端与挂钩一端固定连接,挂钩另一端钩挂在挂钩基座上部中,钢丝绳另一端向上穿过下v型座上部一侧的侧槽后绕过上盖外侧的半圆槽,然后向下穿过下v型座上部另一侧的侧槽后固定在钢丝绳卷筒的外圆面上;卷筒轴中部与钢丝绳卷筒两端固定连接,卷筒轴两端分别通过轴承支撑在对应的卷筒支座的中部上,卷筒支座底部分别固定在下v型座下部另一端
上;棘轮棘爪机构设置在卷筒支座内侧与钢丝绳卷筒一端端面之间,卷筒轴一端伸出卷筒支座与垂直设置的圆板固定连接,水平设置的转动把手一端固定在圆板的外缘上。
8.本发明的目的还可以通过以下技术措施来进一步实现。
9.进一步的,所述卷筒支座呈倒t形,钢丝绳卷筒嵌入两个卷筒支座之间,棘轮棘爪机构设置在一个卷筒支座上部内侧与钢丝绳卷筒一端之间,钢丝绳卷筒另一端抵靠在另一个卷筒支座上部内侧面上;卷筒轴两端端头分别通过限位板轴向限位。
10.进一步的,所述棘轮棘爪机构包括棘轮、棘爪、棘爪销、拉簧和两个拉簧销,所述棘轮通过棘轮平键固定在钢丝绳卷筒一端的卷筒轴上,且与一个卷筒支座上部内侧面相邻;棘爪位于棘轮的上侧,棘爪销一端横穿过一个卷筒支座上部,且与所述卷筒支座上部固定连接,棘爪销另一端通过棘爪销轴套支撑在棘爪中部上,棘爪中部与所述卷筒支座上部通过棘爪销铰接,棘爪一端嵌入棘轮的齿槽中;一个拉簧销固定在对应的卷筒支座内侧上部,另一个拉簧销固定在棘爪另一端上,拉簧两端分别钩挂在对应的拉簧销上。所述棘爪另一端端头向外延伸出扳手柄。
11.进一步的,半圆槽宽度a与钢丝绳直径d之比a/d、侧槽宽度b与钢丝绳直径d之比b/d均为2.3~2.7。半圆槽深度c与钢丝绳直径d之比c/d=1.1~1.5, 侧槽深度h与钢丝绳直径d之比h/d=2.2~2.6。
12.本发明拉紧的钢丝绳通过上盖夹紧粗短轴,加载快速且均匀一致,提高了工件的定位夹紧精度。棘轮棘爪机构起到防止钢丝绳卷筒反转松开钢丝绳的止回作用,确保上盖和下v型座始终保持在夹紧粗短轴的状态。本发明将现有技术的上盖的倒v型的两个斜面内侧与粗短轴上侧的线接触变为上盖半圆弧内侧与粗短轴上侧的面接触,明显增大了本发明对粗短轴的夹紧力。只需几分钟就能完成对粗短轴的定位和夹紧,显著提高了本发明对粗短轴的定位夹紧效率。更换不同弧度的上盖,就能用于不同直径的粗短轴的定位和夹紧,通用性好。
13.本发明的优点和特点,将通过下面优选实施例的非限制性说明进行图示和解释,这些实施例,是参照附图仅作为例子给出的。
附图说明
14.图1是现有夹具的结构图;图2是本发明的结构图;图3是图2的右视图;图4是图2的ⅰ部放大图。
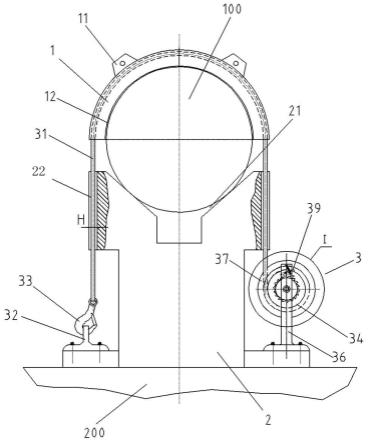
具体实施方式
15.下面结合附图和某型船用低速柴油机的十字头销实施例对本发明作进一步说明。
16.十字头销是船用低速柴油机的三大运动件中的关键零件,用于连接连杆和活塞杆,其技术难度和加工精度要求极高。如某型船用低速柴油机的十字头销成品外圆直径为450mm,长度为878mm,单件净重1392kg,为典型的粗短轴。
17.其外圆的尺寸公差为上偏差-0.068,下偏差-0.088,粗糙度为ra1.6,还有一系列精度要求严格的形位公差。
18.在本发明的描述中,“中心”、“上”、“下”、“左”、“右”、“内”、“外”等指示方位或位置关系的术语是基于附图所示的方位或位置关系,而不是指示或暗示所指的装置必须具有特定的方位。
19.如图2所示,本实施例包括两组分别夹持粗短轴100两端的上盖1和下v型座2,以及分别设置在每组上盖1和下v型座2两侧的钢丝绳夹紧装置3,上盖1呈半圆弧形,上盖1内侧的半圆弧与粗短轴100的外圆匹配,上盖1外侧圆弧面上对称设置了一对起吊环11。下v型座2上部设有用于支撑粗短轴100的v型缺口21,粗短轴100定位在下v型座的v型缺口21中,固定在上盖1内侧的半圆弧形铜皮12包覆粗短轴100的上侧,以防止上盖1碰伤粗短轴100的外圆面。
20.如图2和图3所示,钢丝绳夹紧装置3包括钢丝绳31、挂钩基座32、挂钩33、钢丝绳卷筒34、卷筒轴35、一对卷筒支座36、圆板37、转动把手38和棘轮棘爪机构39,挂钩基座32底部通过紧固螺钉固定在如图2所示的下v型座2下部左端上,钢丝绳31一端与挂钩33一端固定连接,挂钩33另一端钩挂在挂钩基座32上部中,钢丝绳31另一端向上穿过下v型座2上部左侧的侧槽22后绕过上盖1外侧的半圆槽13,然后向下穿过下v型座2上部右侧的侧槽22后固定在钢丝绳卷筒34的外圆面上。卷筒轴35中部与钢丝绳卷筒34两端分别通过卷筒平键341固定连接,卷筒轴35两端分别通过轴承351支撑在对应的卷筒支座36的中部上。卷筒支座36底部分别通过紧固螺钉固定在下v型座2下部右端上。
21.卷筒支座36呈倒t形,钢丝绳卷筒34嵌入两个卷筒支座36之间,棘轮棘爪机构39设置在一个卷筒支座36上部右侧与钢丝绳卷筒34左端之间,钢丝绳卷筒34右端抵靠在另一个卷筒支座36上部左侧面上。卷筒轴35两端端头分别通过限位板352轴向限位,防止卷筒轴35轴向串动。
22.如图3和图4所示,棘轮棘爪机构39包括棘轮391、棘爪392、棘爪销393、拉簧394和两个拉簧销395,棘轮棘爪机构39设置在卷筒支座36右侧与钢丝绳卷筒34左端端面之间,卷筒轴35右端伸出卷筒支座36右侧与垂直设置的圆板37固定连接,水平设置的转动把手38左端固定在圆板37的外缘上。抓住转动把手38绕卷筒轴35中心正向转动,就能带动钢丝绳卷筒34正向转动收紧钢丝绳31,从而使上盖1和下v型座2对粗短轴100快速进行定位和夹紧。
23.棘轮391通过棘轮平键396固定在钢丝绳卷筒34左端上,且与一个卷筒支座36上部内侧面相邻。棘爪392位于棘轮391的上侧,图3中棘爪销393左端横穿过一个卷筒支座36上部,且与所述卷筒支座36上部通过拧紧的螺母398固定连接,棘爪销393右端通过棘爪销轴套397支撑在棘爪392中部上,棘爪392中部与所述卷筒支座36上部通过棘爪销393铰接,棘爪左端嵌入棘轮391的齿槽3911中。一个拉簧销395固定在对应的卷筒支座36内侧上部,另一个拉簧销395固定在棘爪392右端上,拉簧394两端分别钩挂在对应的拉簧销395上,拉簧394的复位弹性力确保图4所示的棘爪392左端嵌入棘轮391的齿槽3911中,从而使得钢丝绳31始终保持在拉紧状态,确保粗短轴100始终保持在被夹紧状态。棘爪392右端端头向外延伸出扳手柄3921,当需要反向转动钢丝绳卷筒34松开钢丝绳31卸下粗短轴100,如图4所示,按下棘爪392右端端头的扳手柄3921,棘爪392克服拉簧394的拉力绕棘爪销393中心顺时针转动,棘爪392左端脱离棘轮391的齿槽3911,就能抓住转动把手38反向转动圆板37松开钢丝绳31,粗短轴100卸载。
24.本实施例的半圆槽宽度a与钢丝绳直径d之比a/d、侧槽宽度b与钢丝绳直径d之比
b/d均为2.5,可以有效地防止收放钢丝绳31时,钢丝绳31与半圆槽11侧壁或侧槽22侧壁发生碰擦。半圆槽深度c与钢丝绳直径d之比c/d=1.3,可以防止钢丝绳31脱离半圆槽11。侧槽深度h与钢丝绳直径d之比h/d=2.4,可以防止在钢丝绳31碰擦侧槽22底部,延长钢丝绳31的使用寿命,减小转动把手38绕卷筒轴35中心的转动阻力。
25.以一组上盖1、下v型座2及两侧的钢丝绳夹紧装置3的装配为例说明本发明的装配过程如下:1)将轴承351装入一个卷筒支座36上部中,再将棘轮棘爪机构39的棘爪销393和一个拉簧销395分别安装在一个卷筒支座36的内侧面上部,同时将棘爪销轴套397安装在棘爪392中部上,另一个拉簧销395安装在棘爪392上。接着将棘爪392中部的棘爪销轴套397装在在棘爪销393一端上,再将拉簧394两端分别钩挂在对应的拉簧销395上。
26.2)将卷筒轴35穿过钢丝绳卷筒34,使得卷筒轴35中部与钢丝绳卷筒34两端分别通过卷筒平键341固定连接,卷筒轴35两端分别伸出钢丝绳卷筒34。然后将棘轮391通过棘轮平键396固定在伸出钢丝绳卷筒34左端的卷筒轴35上。
27.3)将卷筒轴35两端分别装入装有棘爪392的一个卷筒支座36和另一个卷筒支座36各自的轴承351中,并使棘爪392一端嵌入棘轮391的齿槽3911中。再将装有转动把手38的圆板37通过圆板平键371固定在卷筒轴35右端端头上,然后将限位板352通过紧固螺钉分别固定在卷筒轴35两端端头上。
28.4)将挂钩基座32底部通过紧固螺钉固定在如图2所示的下v型座2下部左端上,装配好的两个卷筒支座36、卷筒轴35、钢丝绳卷筒34和棘轮棘爪机构39的组件固定在下v型座2的右端上,钢丝绳31一端端头的挂钩33钩挂在挂钩基座32上部中,钢丝绳31另一端穿过下v型座2上部两侧的侧槽22后固定在钢丝绳卷筒34的外圆面上,从而完成一组下v型座2及两侧的钢丝绳夹紧装置3组件的装配。
29.使用本发明定位夹紧作为粗短轴100的十字头销过程如下:1)根据十字头销的长度,确定两组下v型座2及两侧的钢丝绳夹紧装置3组件之间的距离,然后按此距离将两组下v型座2及两侧的钢丝绳夹紧装置3组件分别固定在数控镗铣床的工作台200上。
30.2)将十字头销吊运到两组下v型座2上,使得十字头销两端下侧分别支撑在对应的下v型座2的v型缺口21上,然后将上盖1分别吊运到十字头销200两端上,使上盖1内侧的半圆弧形铜皮12分别包覆在粗短轴100的对应端的上侧,并使上盖1的外侧的半圆槽13对准下v型座2上部两侧的侧槽22。然后先将钢丝绳31一端端头的挂钩33钩挂在挂钩基座32上部中,再将钢丝绳31依次绕过下v型座2上部左侧的侧槽22、上盖1外侧的半圆槽13和下v型座2上部右侧的侧槽22。
31.3)手执转动把手38正向转动圆板37,带动钢丝绳卷筒34正向转动收紧钢丝绳31,从而使上盖1和下v型座2初步夹定位和夹紧粗短轴100,此时棘爪392一端嵌入棘轮391的齿槽3911中锁定钢丝绳卷筒34,使得钢丝绳31保持在拉紧状态,十字头销被上盖1和下v型座2夹紧。然后检查十字头销与数控镗铣床主轴的位置公差,微调十字头销的位置,使之符合位置公差的要求。再次正向转动圆板37,最终完成对十字头销的定位和夹紧。
32.4)十字头销划线或加工完成后,如图4所示,按下棘爪392右端端头的扳手柄3921,棘爪392克服拉簧394的拉力绕棘爪销393中心顺时针转动,棘爪392左端脱离棘轮391的齿
槽3911,钢丝绳卷筒34解锁。再抓住转动把手38反向转动圆板37,钢丝绳31松弛后脱离上盖1,十字头销卸载,就可依次吊运走上盖1和十字头销。
33.除上述实施例外,本发明还可以有其他实施方式,凡采用等同替换或等效变换形成的技术方案,均落在本发明要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1