一种数控钣金冲压加工机床的制作方法
1.本发明涉及冲压加工设备技术领域,具体是一种数控钣金冲压加工机床。
背景技术:
2.在钣金冲压加工过程中,往往涉及到将钣金材料的折弯以及冲裁,在这个过程中,均会涉及到冲压过程,而在此过程中,主要的问题在于,针对冲压加工,往往需要依靠模具进行相应的作业加工,而现有的设备在进行模具的更换时效率较低,并且在加工不同种类的工件时需要单独的更换不同种类的模具,而在此过程中,由于需要人员单独的将模具进行更换,而在进行模具的更换时,需要将设备进行停机,这就造成了设备的实际工作效率降低,且人员在更换模具时较为费劲,其中,更换模具时,需要将上模具和下模具进行分别的进行拆卸,然后进行更换以及安装,安装的过程较为费劲。
技术实现要素:
3.本发明所要解决的技术问题是提供一种数控钣金冲压加工机床,其能够解决上述现在技术中的问题。
4.本发明是通过以下技术方案来实现的:本发明的一种数控钣金冲压加工机床,包括外侧箱体,所述外侧箱体内设置有容腔,所述容腔内固定设置有固定箱体,所述固定箱体内设置有内腔,所述内腔下侧设置有若干个上模,所述固定箱体与所述上模之间设置有使所述上模弹性升降的弹性装置,所述内腔顶部设置有底部腔,所述底部腔内转动的设置有旋动螺纹杆,所述旋动螺纹杆由驱动装置驱动转动,所述底部腔内滑动的设置有滑移块,所述滑移块下侧固定设置有气缸,所述气缸内动力连接设置有内部推杆,所述内部推杆端部设置有在与所述上模一侧接触后能够将所述上模向下带动移动并且在所述内部推杆向上移动后能够使所述内部推杆与所述上模一侧脱离的装卡装置。
5.进一步的技术方案,若干个所述上模下侧的开口角度不同。
6.进一步的技术方案,弹性装置包括与所述内腔两侧连通的侧槽,所述侧槽内滑动的设置有移动杆,所述移动杆与所述侧槽之间弹性设置有连接弹簧,所述连接弹簧与所述上模固定配合连接。
7.进一步的技术方案,驱动装置包括设置于所述底部腔内的电机,电机驱动所述旋动螺纹杆进行转动。
8.进一步的技术方案,装卡装置包括相抵箱体,所述相抵箱体内设置有内部配合腔,所述内部配合腔内滑动的设置有移动滑块,所述移动滑块一侧固定设置有侧凸块,所述侧凸块滑动的穿过所述内部配合腔和相抵箱体,所述连接座内设置有对称的相抵凹槽,所述相抵箱体伸入到所述连接座内,所述相抵凹槽与所述侧凸块相抵设置,所述内部推杆一侧与所述移动滑块之间设置有弹性组件。
9.进一步的技术方案,弹性组件包括设置于所述内部配合腔内的挤压弹簧,所述挤压弹簧将所述内部配合腔端壁与所述移动滑块之间弹性连接,所述内部推杆一侧固定设置
有侧配合板,所述侧配合板一侧固定设置有相抵杆,所述相抵杆滑动的穿过所述相抵箱体,所述相抵杆一侧固定设置有相抵配合球,所述移动滑块一侧设置有开口的配合滑槽,所述配合滑槽与所述相抵配合球相抵设置,所述相抵配合球在所述配合滑槽内滑动。
10.进一步的技术方案,还包括设置于所述容腔下端壁内的下模,所述下模内设置有若干下模凹槽,所述下模凹槽的底部开口角度不同。
11.进一步的技术方案,还包括设置于所述容腔内的下侧支架,所述下侧支架上侧设置有顶侧支架,所述顶侧支架上侧设置有侧固定块,所述侧固定块前后对称设置,所述侧固定块之间转动的设置有旋动下模,所述旋动下模由动力装置驱动转动,所述顶侧支架由设置于所述下侧支架内的传动装置驱动滑动,所述旋动下模外表面设置有若干开口的配合凹腔,所述旋动下模不同面的所述配合凹腔开口角度不同。
12.进一步的技术方案,动力装置包括设置于所述侧固定块内的电机,电机驱动所述旋动下模进行转动。
13.进一步的技术方案,传动装置包括设置于所述下侧支架内的侧驱动马达,所述侧驱动马达一侧动力连接设置有旋动杆,所述下侧支架内滑动的设置有底部连接块,所述底部连接块与所述旋动杆螺纹配合连接,所述底部连接块与所述顶侧支架固定配合连接。
14.进一步的技术方案,还包括顶侧连接箱体,所述顶侧连接箱体内设置有开口的滑动配合内腔,所述滑动配合内腔顶部设置有内部升降电机,所述内部升降电机一侧动力连接设置有输出转动螺纹杆,所述滑动配合内腔内滑动的设置有内螺纹移动滑块,所述内螺纹移动滑块与所述输出转动螺纹杆螺纹配合连接,所述内螺纹移动滑块一侧固定设置有升降配合板,所述升降配合板内设置有开口的相抵内腔,所述相抵内腔内设置有镂空,所述旋动下模的长度小于所述相抵内腔内镂空的长度,所述顶侧支架内设置有内部配合槽,所述内部配合槽端壁内设置有内部马达,所述内部马达一侧动力连接设置有侧连接杆,所述内部配合槽内滑动的设置有内部滑块,所述内部滑块与所述侧连接杆螺纹配合连接,所述侧连接杆与所述顶侧连接箱体刮动配合连接。
15.本发明的有益效果是:本发明设备结构简单,此设备能够使不同位置的所述上模与所述下模凹槽或者配合凹腔相抵,实现钣金加工的折弯过程。
16.当将不同位置的所述上模向下推动并且复位时,此时所述旋动螺纹杆工作后进行转动,使所述滑移块在所述底部腔内进行滑动,由于所述滑移块滑动后能够带动所述气缸进行移动,使所述气缸移动到所要推动所述上模的上侧,使所述气缸与所述连接座相对设置,在所述气缸工作后使所述内部推杆伸出所述气缸,使所述内部推杆带动所述侧配合板和相抵箱体向下移动,一方面使所述相抵箱体伸入到所述连接座内进行相抵设置,另一方面由于所述侧配合板能够带动所述相抵杆和相抵配合球移动,使所述相抵配合球与所述配合滑槽相抵之后,带动所述移动滑块和侧凸块朝向所述相抵凹槽进行移动,使所述侧凸块与所述相抵凹槽进行相抵装卡设置,且此时所述挤压弹簧处于拉伸状态,则此时所述相抵箱体与所述连接座能够进行装卡后间接固定,提高了其固定的效果,使所述上模在进行折弯加工时效果更好,则此时所述上模向下移动后通过所述移动杆挤压所述侧槽内的所述连接弹簧,使所述气缸在驱动所述内部推杆进行复位后,能够使所述内部推杆快速回缩到所述气缸内,并且使所述上模在所述移动杆和连接弹簧的作用下快速回弹以满足所述气缸可
以快速运动到下一个折弯角度,或者以便于下一次折弯。
17.当所述上模与所述下模凹槽接触后,放置到所述下模上的钣金被充分的折弯后进行成型。
18.当所述上模与所述配合凹腔接触后放置到所述相抵内腔内的钣金在于所述旋动下模表面相抵后被充分的折弯成型。
19.当将钣金在所述配合凹腔一侧进行加工之前,通过所述侧驱动马达的驱动能够使所述旋动杆转动,使所述底部连接块在所述下侧支架内进行滑动,使所述底部连接块带动所述顶侧支架移动后能够使所述旋动下模位于不同位置的所述上模下侧,而在不同底部角度的所述上模下侧时,所述旋动下模进行工作后能够将与该所述上模开口角度相同的所述配合凹腔与该所述上模正对,在将板材放置到所述相抵内腔内之后,所述内部升降电机工作后驱动所述输出转动螺纹杆进行转动,使所述内螺纹移动滑块在所述滑动配合内腔内升降移动后使所述升降配合板将所述相抵内腔内板材与所述旋动下模端面相抵,并且所述内部马达工作后驱动所述侧连接杆进行转动,使所述内部滑块在所述顶侧支架内滑动,可以改变所要折弯的板材的折弯位置,使需要折弯的板材位置与所述配合凹腔的中心位置相对,在所述上模与所述配合凹腔重合之后即可实现折弯过程。
附图说明
20.为了易于说明,本发明由下述的具体实施例及附图作以详细描述。
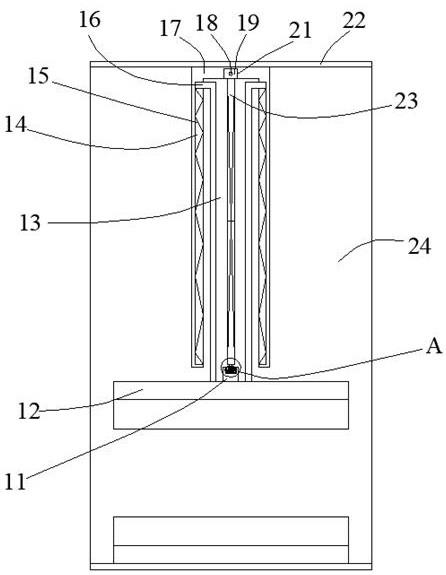
21.图1为本发明的一种数控钣金冲压加工机床内部整体结构示意图;图2为图1中a处的示意图;图3为图1中设备的侧视结构示意图;图4为设备进一步技术方案的结构示意图;图5为图4中设备的部分结构放大示意图;图6为图5中内螺纹移动滑块和内部升降电机的俯视结构示意图;图中,连接座11、上模12、内腔13、侧槽14、连接弹簧15、移动杆16、固定箱体17、旋动螺纹杆18、滑移块19、底部腔21、外侧箱体22、气缸23、容腔24、相抵杆31、移动滑块32、侧凸块33、相抵凹槽34、配合滑槽35、相抵箱体36、内部推杆37、侧配合板38、内部配合腔39、挤压弹簧41、相抵配合球42、下模51、下模凹槽52、侧驱动马达61、旋动杆62、内部马达63、内部配合槽64、侧连接杆65、内部滑块66、底部连接块67、下侧支架68、顶侧支架69、侧固定块71、旋动下模72、配合凹腔73、相抵内腔74、升降配合板75、内部升降电机76、输出转动螺纹杆77、内螺纹移动滑块78、滑动配合内腔79、顶侧连接箱体81。
具体实施方式
22.如图1-图6所示,对本发明进行详细说明,为叙述方便,现对下文所说的方位规定如下:下文所说的上下左右前后方向与图1本身投影关系的上下左右前后方向一致,本发明的一种数控钣金冲压加工机床,包括外侧箱体22,所述外侧箱体22内设置有容腔24,所述容腔24内固定设置有固定箱体17,所述固定箱体17内设置有内腔13,所述内腔13下侧设置有若干个上模12,所述固定箱体17与所述上模12之间设置有使所述上模12弹性升降的弹性装置,所述内腔13顶部设置有底部腔21,所述底部腔21内转动的设置有旋动螺纹杆18,所述旋
动螺纹杆18由驱动装置驱动转动,所述底部腔21内滑动的设置有滑移块19,所述滑移块19下侧固定设置有气缸23,所述气缸23内动力连接设置有内部推杆37,所述内部推杆37端部设置有在与所述上模12一侧接触后能够将所述上模12向下带动移动并且在所述内部推杆37向上移动后能够使所述内部推杆37与所述上模12一侧脱离的装卡装置。
23.有益地,其中,若干个所述上模12下侧的开口角度不同。
24.有益地,其中,弹性装置包括与所述内腔13两侧连通的侧槽14,所述侧槽14内滑动的设置有移动杆16,所述移动杆16与所述侧槽14之间弹性设置有连接弹簧15,所述连接弹簧15与所述上模12固定配合连接。
25.有益地,其中,驱动装置包括设置于所述底部腔21内的电机,电机驱动所述旋动螺纹杆18进行转动。
26.有益地,其中,装卡装置包括相抵箱体36,所述相抵箱体36内设置有内部配合腔39,所述内部配合腔39内滑动的设置有移动滑块32,所述移动滑块32一侧固定设置有侧凸块33,所述侧凸块33滑动的穿过所述内部配合腔39和相抵箱体36,所述连接座11内设置有对称的相抵凹槽34,所述相抵箱体36伸入到所述连接座11内,所述相抵凹槽34与所述侧凸块33相抵设置,所述内部推杆37一侧与所述移动滑块32之间设置有弹性组件。
27.有益地,其中,弹性组件包括设置于所述内部配合腔39内的挤压弹簧41,所述挤压弹簧41将所述内部配合腔39端壁与所述移动滑块32之间弹性连接,所述内部推杆37一侧固定设置有侧配合板38,所述侧配合板38一侧固定设置有相抵杆31,所述相抵杆31滑动的穿过所述相抵箱体36,所述相抵杆31一侧固定设置有相抵配合球42,所述移动滑块32一侧设置有开口的配合滑槽35,所述配合滑槽35与所述相抵配合球42相抵设置,所述相抵配合球42在所述配合滑槽35内滑动。
28.有益地,其中,还包括设置于所述容腔24下端壁内的下模51,所述下模51内设置有若干下模凹槽52,所述下模凹槽52的底部开口角度不同。
29.有益地,其中,还包括设置于所述容腔24内的下侧支架68,所述下侧支架68上侧设置有顶侧支架69,所述顶侧支架69上侧设置有侧固定块71,所述侧固定块71前后对称设置,所述侧固定块71之间转动的设置有旋动下模72,所述旋动下模72由动力装置驱动转动,所述顶侧支架69由设置于所述下侧支架68内的传动装置驱动滑动,所述旋动下模72外表面设置有若干开口的配合凹腔73,所述旋动下模72不同面的所述配合凹腔73开口角度不同。
30.有益地,其中,动力装置包括设置于所述侧固定块71内的电机,电机驱动所述旋动下模72进行转动。
31.有益地,其中,传动装置包括设置于所述下侧支架68内的侧驱动马达61,所述侧驱动马达61一侧动力连接设置有旋动杆62,所述下侧支架68内滑动的设置有底部连接块67,所述底部连接块67与所述旋动杆62螺纹配合连接,所述底部连接块67与所述顶侧支架69固定配合连接。
32.有益地,其中,还包括顶侧连接箱体81,所述顶侧连接箱体81内设置有开口的滑动配合内腔79,所述滑动配合内腔79顶部设置有内部升降电机76,所述内部升降电机76一侧动力连接设置有输出转动螺纹杆77,所述滑动配合内腔79内滑动的设置有内螺纹移动滑块78,所述内螺纹移动滑块78与所述输出转动螺纹杆77螺纹配合连接,所述内螺纹移动滑块78一侧固定设置有升降配合板75,所述升降配合板75内设置有开口的相抵内腔74,所述相
抵内腔74内设置有镂空,所述旋动下模72的长度小于所述相抵内腔74内镂空的长度,所述顶侧支架69内设置有内部配合槽64,所述内部配合槽64端壁内设置有内部马达63,所述内部马达63一侧动力连接设置有侧连接杆65,所述内部配合槽64内滑动的设置有内部滑块66,所述内部滑块66与所述侧连接杆65螺纹配合连接,所述侧连接杆65与所述顶侧连接箱体81刮动配合连接。
33.初始状态时,上述装置、组件和结构处于停止工作状态,此设备能够使不同位置的所述上模12与所述下模凹槽52或者配合凹腔73相抵,实现钣金加工的折弯过程。
34.当将不同位置的所述上模12向下推动并且复位时,此时所述旋动螺纹杆18工作后进行转动,使所述滑移块19在所述底部腔21内进行滑动,由于所述滑移块19滑动后能够带动所述气缸23进行移动,使所述气缸23移动到所要推动所述上模12的上侧,使所述气缸23与所述连接座11相对设置,在所述气缸23工作后使所述内部推杆37伸出所述气缸23,使所述内部推杆37带动所述侧配合板38和相抵箱体36向下移动,一方面使所述相抵箱体36伸入到所述连接座11内进行相抵设置,另一方面由于所述侧配合板38能够带动所述相抵杆31和相抵配合球42移动,使所述相抵配合球42与所述配合滑槽35相抵之后,带动所述移动滑块32和侧凸块33朝向所述相抵凹槽34进行移动,使所述侧凸块33与所述相抵凹槽34进行相抵装卡设置,且此时所述挤压弹簧41处于拉伸状态,则此时所述相抵箱体36与所述连接座11能够进行装卡后间接固定,提高了其固定的效果,使所述上模12在进行折弯加工时效果更好,则此时所述上模12向下移动后通过所述移动杆16挤压所述侧槽14内的所述连接弹簧15,使所述气缸23在驱动所述内部推杆37进行复位后,能够使所述内部推杆37快速回缩到所述气缸23内,并且使所述上模12在所述移动杆16和连接弹簧15的作用下快速回弹以满足所述气缸23可以快速运动到下一个折弯角度,或者以便于下一次折弯。
35.当所述上模12与所述下模凹槽52接触后,放置到所述下模51上的钣金被充分的折弯后进行成型。
36.当所述上模12与所述配合凹腔73接触后放置到所述相抵内腔74内的钣金在于所述旋动下模72表面相抵后被充分的折弯成型。
37.当将钣金在所述配合凹腔73一侧进行加工之前,通过所述侧驱动马达61的驱动能够使所述旋动杆62转动,使所述底部连接块67在所述下侧支架68内进行滑动,使所述底部连接块67带动所述顶侧支架69移动后能够使所述旋动下模72位于不同位置的所述上模12下侧,而在不同底部角度的所述上模12下侧时,所述旋动下模72进行工作后能够将与该所述上模12开口角度相同的所述配合凹腔73与该所述上模12正对,在将板材放置到所述相抵内腔74内之后,所述内部升降电机76工作后驱动所述输出转动螺纹杆77进行转动,使所述内螺纹移动滑块78在所述滑动配合内腔79内升降移动后使所述升降配合板75将所述相抵内腔74内板材与所述旋动下模72端面相抵,并且所述内部马达63工作后驱动所述侧连接杆65进行转动,使所述内部滑块66在所述顶侧支架69内滑动,可以改变所要折弯的板材的折弯位置,使需要折弯的板材位置与所述配合凹腔73的中心位置相对,在所述上模12与所述配合凹腔73重合之后即可实现折弯过程。
38.以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何不经过创造性劳动想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应该以权利要求书所限定的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1