钣金件自动焊接设备的制作方法
1.本技术涉及焊接设备领域,尤其是涉及一种钣金件自动焊接设备。
背景技术:
2.钣金件是通过钣金工艺加工出来的产品,具有重量轻、强度高、导电、成本低、大规模量产性能好等特点。钣金件的加工方式有激光切割、金属拉拔、精密焊接和弯曲成型等。
3.目前,常用的钣金件的加工方式为焊接,但是由于钣金件对其自身的尺寸要求较高,因此,在对钣金进行焊接后,焊接部位需要进行打磨抛光,并且去除毛刺后,才能进入到下一步的加工环节中。但是在传统的加工方式中,焊接、打磨和去毛刺等步骤是通过设置在不同工位上的不同设备进行操作的,这样的加工方式效率较低。
技术实现要素:
4.为了能够提高钣金件的加工效率,本技术提供一种钣金件自动焊接设备。
5.本技术提供一种钣金件自动焊接设备,采用如下技术方案:一种钣金件自动焊接设备,包括工作台,所述工作台上滑动安装有焊接装置,所述工作台上安装有翻转台,所述工作台上安装有打磨除渣装置,所述打磨除渣装置包括支撑柱、打磨组件和除渣组件,所述支撑柱沿竖直方向滑动安装在工作台上,所述打磨组件安装在支撑柱上,所述除渣组件安装在支撑柱上,且所述除渣组件与打磨组件朝向不同的方向;所述打磨除渣装置还包括驱动机构,所述驱动机构包括驱动源、翻转组件、移动组件和旋转组件,所述驱动源安装在工作台上,所述翻转组件安装在工作台内,且所述翻转组件与翻转台连接,所述移动组件安装在工作台上,且所述移动组件与支撑柱连接,所述旋转组件安装在工作台上,且所述旋转组件与支撑柱连接,所述翻转组件、移动组件和旋转组件均与驱动源连接;所述驱动机构还包括切换组件,所述切换组件安装在工作台上,所述翻转组件和旋转组件均与切换组件连接。
6.通过采用上述技术方案,设置翻转台,方便将钣金件安装在翻转台上,并通过对翻转台进行翻转,从而使对钣金件的另一面进行加工,设置打磨除渣装置,方便通过打磨除渣装置对翻转台上的钣金件进行打磨抛光和除渣处理,从而使钣金件的焊接、打磨和除渣工作在同一个工位上,从而提高钣金件的加工效率,设置支撑柱,方便打磨除渣装置中的部件安装在支撑柱上,设置打磨组件,方便通过打磨组件对焊接后的钣金件的焊缝进行打磨抛光,设置除渣组件,方便通过除渣组件对抛光后的钣金件的焊缝处的残渣进行清理,将除渣组件和打磨组件设置在支撑柱上且朝向不同,方便通过驱动支撑柱转动,从而实现打磨和除渣的工序的切换,设置驱动机构,方便通过驱动机构驱动打磨除渣装置进行工作,设置翻转组件,方便通过翻转组件对翻转台进行翻转,设置移动组件,方便通过移动组件带动打磨组件和除渣组件移动,设置旋转组件,方便通过旋转组件带动打磨组件和除渣组件转动,从而实现打磨组件和除渣组件工作状态的切换,设置驱动源,方便通过驱动源驱动驱动机构中的部件工作,设置切换组件,方便通过切换组件带动翻转组件工作,从而带动翻转台转
动,通过切换组件带动旋转组件工作,从而实现打磨组件和除渣组件的位置切换。
7.在一个具体的可实施方案中,所述支撑柱为方柱,所述支撑柱的一端安装有滑板,另一端固定安装有圆台,所述滑板的底壁与工作台的上表面抵触,所述工作台上沿翻转台的长度方向开设有窄槽,所述工作台的底壁上沿窄槽的长度方向开设有宽槽,且所述宽槽与窄槽连通,所述支撑柱滑动安装在窄槽内,所述支撑柱的圆台滑动安装在宽槽内,所述工作台上位于窄槽的一端开设有转孔,所述圆台在转孔内转动。
8.通过采用上述技术方案,将支撑柱设置成方柱,便于支撑柱在工作台上滑动时保持稳定,设置滑板,方便通过滑板对支撑柱进行支撑,使支撑柱保持在工作台表面滑动,设置圆台,方便通过驱动圆台转动,从而带动支撑柱转动,设置窄槽,方便支撑柱沿窄槽滑动,设置宽槽,方便圆台在宽槽内滑动,设置转孔,方便支撑柱滑动至圆孔处时,通过驱动圆台转动,从而带动支撑柱转动,从而实现打磨组件和除渣组件位置的切换。
9.在一个具体的可实施方案中,所述驱动源包括电机和驱动杆,所述电机固定安装在工作台的侧壁上,所述驱动杆转动安装在工作台的侧壁上,且一端与电机的驱动轴同轴连接,所述驱动杆的两端分别同轴安装有驱动齿轮一和驱动齿轮二,所述翻转台的转轴上分别同轴安装有传动齿轮一和传动齿轮二,所述传动齿轮一与驱动齿轮一连接,所述传动齿轮二与驱动齿轮二连接。
10.通过采用上述技术方案,设置电机,方便通过电机驱动驱动机构中的各组件工作,设置驱动杆,方便驱动电机通过驱动杆带动驱动机构中的各组件工作,设置驱动齿轮一,方便电机通过驱动齿轮一带动翻转台转动,设置驱动齿轮二,方便通过驱动齿轮二带动翻转台转动,设置传动齿轮一,方便驱动齿轮一带动传动齿轮一转动,从而带动翻转台转动,设置传动齿轮二,方便驱动齿轮一通过传动齿轮二带动翻转台转动。
11.在一个具体的可实施方案中,所述翻转组件包括翻转齿轮一和翻转齿轮二,所述工作台上靠近驱动齿轮一处转动安装有转杆一,所述翻转齿轮一同轴安装在转杆一上,且所述翻转齿轮一沿转杆一的轴线方向滑动,所述翻转齿轮一与驱动齿轮一啮合,所述翻转齿轮一与传动齿轮一连接;所述工作台上靠近驱动齿轮二处转动安装有转杆二,所述翻转齿轮二同轴安装在转杆二上,且所述翻转齿轮二沿转杆二的轴线方向滑动,所述翻转齿轮二与驱动齿轮二啮合,所述翻转齿轮二与传动齿轮二连接。
12.通过采用上述技术方案,设置翻转齿轮一,方便驱动齿轮一带动翻转齿轮一转动,翻转齿轮一带动传动齿轮一转动,从而带动翻转台翻转,设置转杆一,方便翻转齿轮一安装在转杆一上,将翻转齿轮一设置成能够沿转杆一的轴线滑动,方便通过驱动翻转齿轮一滑动,使翻转齿轮一与驱动齿轮一啮合,同时翻转齿轮一与传动齿轮一啮合,从而使驱动齿轮一能够带动翻转台翻转;设置翻转齿轮二,方便驱动齿轮二带动翻转齿轮二转动,翻转齿轮二带动传动齿轮二转动,从而带动翻转台翻转,设置转杆二,方便翻转齿轮二安装在转杆二上,将翻转齿轮二设置成能够沿转杆二的轴线滑动,方便通过驱动翻转齿轮二滑动,使翻转齿轮二与驱动齿轮二啮合,同时翻转齿轮二与传动齿轮二啮合,从而使驱动齿轮二能够带动翻转台翻转。
13.在一个具体的可实施方案中,所述移动组件包括移动板、链轮一、链轮二、锥齿轮一和锥齿轮二,所述锥齿轮二同轴安装在驱动杆上位于驱动齿轮二的一端,所述锥齿轮一转动安装在工作台的侧壁上,且所述锥齿轮一与锥齿轮二啮合,所述锥齿轮一的转动轴上
同轴安装有带轮二;所述工作台靠近驱动杆的一侧的侧壁上开设有滑槽,所述链轮一转动安装在滑槽的一端,所述链轮二转动安装在滑槽的另一端,所述链轮二的转动轴上同轴安装有带轮一,所述带轮一与带轮二通过皮带连接,所述链轮一与链轮二通过链条连接;所述移动板的截面呈l形,且一端与支撑柱转动连接,另一端的侧壁与工作台的侧壁抵触,所述移动板朝向滑槽的一端固定安装有滑块,所述滑块滑动安装在滑槽内,所述滑块上沿竖直方向开设有驱动槽,所述链条上转动安装有驱动块,所述驱动块在驱动槽内滑动。
14.通过采用上述技术方案,设置移动板,通过驱动移动板移动,从而带动支撑柱移动,从而能够使打磨装置或除渣装置对钣金件的焊缝位置进行处理,设置链轮一和链轮二,方便通过链轮一和链轮二为移动板的移动提供驱动力,设置锥齿轮二,方便电机通过锥齿轮二带动链轮二转动,设置锥齿轮一,方便锥齿轮二带动锥齿轮一转动,从而使锥齿轮一带动链轮二转动,设置带轮二,方便锥齿轮一通过带轮二带动链轮二转动,设置带轮一,方便带轮二带动带轮一转动,从而带动链轮二转动,设置滑槽,方便链轮一和链轮二的安装,设置链条,方便链轮一带动链条移动,从而带动移动板移动,设置滑块,方便链条带动滑块移动,从而带动移动板移动,设置驱动槽,方便链条上的驱动部件通过驱动槽驱动移动板移动,设置驱动块,方便通过链条带动驱动块移动,使得驱动块在驱动槽内滑动,并带动移动板移动。
15.在一个具体的可实施方案中,所述旋转组件包括旋转柱和连接柱,所述连接柱竖直安装在工作台上且位于转孔的下方,所述旋转柱的底部开设有连接槽,所述连接柱靠近转孔的一端插接在连接槽内,所述旋转柱的侧壁上开设有若干旋转槽,所述旋转槽的两端分别位于旋转柱的直径方向的两端,且所述旋转槽沿旋转柱的侧壁从一端螺旋上升至另一端,所述旋转柱与支撑柱连接。
16.通过采用上述技术方案,设置旋转柱,方便通过旋转柱驱动支撑柱转动,设置连接柱,方便旋转柱安装在连接柱上,设置连接槽,方便连接柱的安装,设置旋转槽,方便切换组件中的部件沿着旋转槽滑动,从而驱动旋转柱转动,设置多条旋转槽,从而使切换组件中的部件能够通过在旋转槽的一端滑动至另一端,使旋转柱转动180度,从而将打磨组件和除渣组件的位置进行切换。
17.在一个具体的可实施方案中,所述旋转组件还包括旋转环、若干旋转杆和若干定位弧杆,所述旋转环同轴安装在转杆一的一端,所述旋转杆的一端固定安装在旋转环的侧壁上,另一端朝向旋转柱,且所述旋转杆朝向旋转柱的一端在旋转槽内滑动;所述定位弧杆通过连杆固定安装在旋转环的侧壁上,且定位弧杆与旋转杆交错排布,所述旋转柱的两端均安装有定位板,所述定位板的侧壁上开设有若干缺口,所述定位弧杆在缺口内滑动,所述旋转柱上端的定位板上固定安装有若干定位块,所述支撑柱插接在两定位块之间。
18.通过采用上述技术方案,设置旋转环,方便切换组件中的部件安装在旋转环上,设置旋转杆,旋转环带动旋转杆转动,旋转杆的一端沿着旋转柱的旋转槽滑动,从而驱动旋转柱转动,设置定位弧杆,方便通过定位弧杆对旋转柱进行定位,使定位弧杆沿旋转柱侧壁滑动时,旋转柱不发生转动,从而减少旋转柱在旋转杆的驱动后因为惯性继续转动,设置缺口,方便定位弧杆在缺口内滑动。
19.在一个具体的可实施方案中,所述切换组件包括切换板一、切换套一和切换弹簧一,所述切换板一沿竖直方向转动安装在工作台的一端,且所述切换板一的一端的侧壁与
移动板的侧壁抵触,另一端与转杆一连接,所述工作台上开设有供切换板一转动的转动槽一;所述切换套一滑动安装在转杆一上,所述切换套一的一端与翻转齿轮一的侧壁抵触,另一端与切换板一的侧壁抵触;所述转杆一上远离切换板一处固定安装有限位板一,所述切换弹簧一套置在转杆一上,且所述切换弹簧一的一端与限位板一的侧壁抵触,另一端与翻转齿轮一的侧壁抵触。
20.通过采用上述技术方案,设置切换板一,方便通过切换板一带动翻转齿轮一在转杆一上滑动至与驱动齿轮一和传动齿轮一啮合,从而带动翻转台转动,设置切换套一,方便切换板一带动切换套一滑动,使得切换套一带动翻转齿轮一滑动,同时切换套一能够减少切换板一转动时,其底端与翻转齿轮一的轮齿接触的情况,设置切换弹簧一,方便通过切换弹簧一使滑动后的翻转齿轮一复位,从而使得翻转齿轮一与驱动齿轮一和传动齿轮一分离,设置转动槽一,方便切换板一转动,设置限位板一,方便通过限位板一对切换弹簧进行限位。
21.在一个具体的可实施方案中,所述切换组件还包括切换板二、切换套二和切换弹簧二,所述切换板二朝向切换板一转动安装在工作台的另一端,所述切换板二的一端的侧壁与移动板的侧壁抵触,另一端与转杆二连接,所述工作台上开设有供切换板二转动的转动槽二;所述切换套二滑动安装在转杆二上,所述切换套二的一端与翻转齿轮二的侧壁抵触,另一端与切换板二的侧壁抵触;所述转杆二上远离切换板二处固定安装有限位板二,所述切换弹簧二套置在转杆二上,且所述切换弹簧二的一端与限位板二的侧壁抵触,另一端与翻转齿轮二的侧壁抵触。
22.通过采用上述技术方案,设置切换板二,方便通过切换板二带动翻转齿轮二在转杆二上滑动至与驱动齿轮二和传动齿轮二啮合,从而带动翻转台转动,设置切换套二,方便切换板二带动切换套二滑动,使得切换套二带动翻转齿轮二滑动,同时切换套二能够减少切换板二转动时,其底端与翻转齿轮二的轮齿接触的情况,设置切换弹簧二,方便通过切换弹簧二使滑动后的翻转齿轮二复位,从而使得翻转齿轮二与驱动齿轮二和传动齿轮二分离,设置转动槽二,方便切换板二转动,设置限位板二,方便通过限位板二对切换弹簧进行限位。
23.在一个具体的可实施方案中,所述切换组件还包括切换板三、切换柱和切换板四,所述工作台上靠近驱动板一的一端的表面开设有转动槽三,所述切换板三的一端转动安装在转动槽三的一端,另一端向远离转动槽三的方向倾斜设置;所述工作台上开设有切换孔,所述切换柱滑动安装在切换孔内,且所述切换柱的一端与切换板三的底壁抵触,另一端朝向旋转柱,所述切换柱的上部固定安装有限位板三,所述限位板三在切换孔内滑动,所述切换柱上安装有切换弹簧三,切换弹簧三的一端与限位板三的底壁抵触,另一端与切换孔内部的底壁抵触,所述切换板四转动安装在工作台上且位于转孔的下方,所述切换板四的一端与切换柱转动连接,另一端与连接柱转动连接。
24.通过采用上述技术方案,设置切换板三,方便通过切换板三带动旋转柱转动,设置切换柱,方便切换板三带动切换柱在工作台上滑动,从而使旋转柱提升,并与支撑柱连接,从而使旋转柱带动支撑柱转动,设置切换板四,方便切换柱通过驱动切换板四转动,带动连接柱上升,从而带动旋转柱上升,设置转动槽三,方便切换板三在转动槽内转动,设置切换孔,方便切换柱在切换孔内滑动,设置限位板三,方便通过限位板三对切换柱滑动的距离进
行限位,设置切换弹簧三,方便通过切换弹簧三使切换柱复位。
25.综上所述,本技术包括以下至少一种有益效果:1.本技术通过设置打磨除渣装置,方便通过打磨除渣装置在同一工位上实现对钣金件的焊接、打磨和除渣工作,从而提高钣金件加工的效率。
26.2.本技术通过设置旋转组件,方便通过旋转组件带动打磨组件和除渣组件转动,从而实现对打磨和除渣的工作状态的切换。
27.3.本技术通过设置切换组件,方便通过切换组件对打磨和除渣的工作状态进行切换,通过切换组件控制翻转台进行翻转。
附图说明
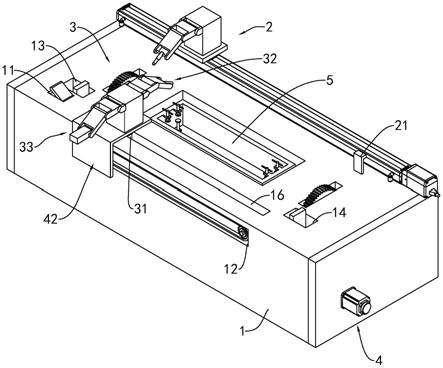
28.图1是本技术实施例的结构示意图。
29.图2是本技术实施例中移动组件的结构示意图。
30.图3是本技术实施例中移动组件的爆炸图。
31.图4是本技术实施例中翻转组件的结构示意图。
32.图5是本技术实施例中翻转组件的爆炸图。
33.图6是本技术实施例中切换组件的安装示意图。
34.图7是本技术实施例中切换组件的结构示意图。
35.图8是本技术实施例中的旋转组件的旋转柱与定位弧杆的连接关系图。
36.附图标记说明:1、工作台;11、转动槽三;12、滑槽;13、转动槽一;14、转动槽二;15、切换孔;16、窄槽;17、宽槽;18、转孔;2、焊接装置;21、传感器;3、打磨除渣装置;31、支撑柱;311、滑板;312、圆台;32、打磨组件;33、除渣组件;4、驱动机构;41、翻转组件;411、翻转齿轮一;412、转杆一;4121、限位板一;413、转杆二;4131、限位板二;414、翻转齿轮二;42、移动组件;421、移动板;422、链轮一;423、链轮二;424、带轮一;425、带轮二;426、锥齿轮一;427、链条;4271、驱动块;428、滑块;4281、驱动槽;429、锥齿轮二;43、旋转组件;431、旋转柱;432、连接柱;433、旋转环;434、旋转杆;435、定位弧杆;436、旋转槽;437、定位板;438、缺口;439、定位块;44、电机;45、驱动杆;451、驱动齿轮一;452、驱动齿轮二;46、切换组件;461、切换板一;462、切换板二;463、切换套一;464、切换弹簧一;465、切换套二;466、切换弹簧二;467、切换板三;468、切换柱;4681、限位板三;469、切换弹簧三;4610、切换板四;5、翻转台;51、传动齿轮一;52、传动齿轮二;53、传动齿轮三;54、传动齿轮四。
具体实施方式
37.以下结合附图对本技术作进一步详细说明。
38.本技术实施例公开一种钣金件自动焊接设备,参照图1,包括工作台1,工作台1的中心处转动安装有翻转台5,翻转台5长度方向的两端均固定安装有转动轴,翻转台5通过转动轴转动安装在工作台1上。工作台1上位于翻转台5长度方向的一侧滑动安装有焊接装置2,焊接装置2包括焊接机械手、滑轨和传感器21,滑轨沿翻转台5的长度方向固定安装在工作台1上,焊接机械手滑动安装在滑轨上,且焊接机械手的焊接部朝向翻转台5,传感器21安装在滑轨的一端。工作台1上还安装有打磨除渣装置3,打磨除渣装置3包括支撑柱31、打磨
组件32和除渣组件33,支撑柱31滑动安装在工作台1上位于翻转台5的另一侧,打磨组件32安装在支撑柱31的上端,且打磨组件32朝向翻转台5,除渣组件33安装在支撑柱31的上端,且与打磨组件32的朝向相反。打磨除渣装置3还包括驱动机构4,驱动机构4安装在工作台1上,且翻转台5、支撑柱31、打磨组件32和除渣组件33均与驱动机构4连接。
39.参照图1,将钣金件装夹在翻转台5上,通过焊接机械手对钣金件进行焊接,当焊接机械手的焊接工作完成后,焊接机械手滑动至传感器21处,传感器21向控制系统发送信号,控制系统控制焊接装置2停止工作。同时,控制打磨除渣装置3工作,驱动机构4驱动打磨组件32对钣金件的焊缝处进行打磨,当打磨组件32从初始位置移动至终止位置时,驱动机构4中的部件驱动翻转台5转动。接着,打磨组件32对翻转台5上的钣金件的背面进行打磨,当打磨组件32从终止位置移动至初始位置后,驱动机构4驱动支撑柱31转动,同时驱动翻转台5翻转,使打磨组件32与除渣组件33切换位置。此时,除渣组件33对钣金件焊缝处进行除渣处理,驱动机构4驱动除渣组件33从初始位置移动至终止位置后,翻转台5在驱动机构4的控制下翻转,接着除渣组件33在驱动机构4的驱动下,从终止位置移动至初始位置,从而完成打磨除渣的动作。
40.参照图2和图3,驱动机构4包括驱动源和移动组件42,驱动源包括电机44、驱动杆45,电机44固定安装在工作台1的侧面,驱动杆45沿工作台1的长度方向转动安装在工作台1的底部,且驱动杆45与电机44的驱动轴同轴连接。工作台1的上端面位于支撑柱31处开设有窄槽16,工作台1的下端面位于窄槽16的下方开设有宽槽17,宽槽17与窄槽16连通,支撑柱31为方柱,且滑动安装在窄槽16内,支撑柱31的上端固定安装有滑板311,滑板311的底壁与工作台1的上表面抵触,支撑柱31的下端固定安装有圆台312,圆台312在宽槽17内滑动。
41.参照图2和图3,移动组件42包括移动板421、链轮一422、链轮二423、锥齿轮一426和锥齿轮二429,移动板421为l形板,移动板421的一端套置在支撑柱31上,且移动板421的底壁与滑板311的顶壁抵触,移动板421的另一端与工作台1的侧壁抵触,工作台1位于移动板421一侧的侧壁上开设有滑槽12,移动板421朝向滑槽12的一面固定安装有滑块428,滑块428在滑槽12内滑动。链轮一422转动安装在滑槽12的一端的内壁上,链轮二423转动安装在滑槽12另一端的内壁上,链轮一422和链轮二423通过链条427连接,链条427上转动安装有驱动块4271,滑块428上沿竖直方向开设有驱动槽4281,驱动块4271与驱动槽4281滑动连接,当驱动块4271在链条427的水平段移动时,驱动块4271带动滑块428在滑槽12内滑动,当驱动块4271移动至链条427的弧形段时,驱动块4271在驱动槽4281内滑动。链轮二423的转动轴上同轴安装有带轮一424,锥齿轮二429同轴安装在驱动杆45上,锥齿轮一426转动安装在工作台1的侧壁上,且锥齿轮一426与锥齿轮二429啮合,锥齿轮一426的转动轴上同轴安装有带轮二425,带轮一424与带轮二425通过皮带连接。
42.参照图2和图3,电机44带动驱动杆45转动,驱动杆45带动锥齿轮二429转动,锥齿轮二429带动锥齿轮一426转动,锥齿轮一426带动带轮二425转动,带轮二425带动带轮一424转动,带轮一424带动链轮二423转动,链轮二423带动链轮一422转动,使得链条427上的驱动块4271带动滑块428在滑槽12内滑动,当滑块428滑动至链条427的弧形段时,链条427带动驱动块4271沿驱动槽4281的一端滑动至另一端,并继续带动滑块428向相反的方向滑动,使滑块428能够进行往复移动,滑块428带动移动板421移动,移动板421带动支撑柱31移动,支撑柱31带动打磨组件32和除渣组件33移动。
43.参照图4和图5,驱动机构4还包括翻转组件41,翻转组件41包括翻转齿轮一411、翻转齿轮二414,翻转台5靠近电机44的一端的转动轴上同轴安装有传动齿轮二52,工作台1的侧壁上转动安装有传动齿轮四54,传动齿轮二52与传动齿轮四54啮合。工作台1上位于传动齿轮四54和驱动杆45之间转动安装有转杆二413,翻转齿轮二414同轴安装在转杆二413上,且翻转齿轮二414能够沿转杆二413的轴线滑动,且翻转齿轮二414滑动到合适位置后能够与传动齿轮四54啮合。驱动杆45上同轴安装有驱动齿轮二452,当翻转齿轮二414与传动齿轮四54啮合时,驱动齿轮二452也与翻转齿轮二414啮合。翻转台5远离电机44的一端的转动轴上同轴安装有传动齿轮一51,工作台1的侧壁上转动安装有传动齿轮三53,传动齿轮三53与传动齿轮一51啮合。工作台1上位于传动齿轮三53和驱动杆45之间转动安装有转杆一412,翻转齿轮一411同轴安装在转杆一412上,且翻转齿轮一411能够沿转杆一412的轴线滑动,且翻转齿轮一411滑动到合适位置后能够与传动齿轮三53啮合,驱动杆45上同轴安装有驱动齿轮一451,当翻转齿轮一411与传动齿轮三53啮合时,驱动齿轮一451也与翻转齿轮一411啮合。
44.参照图4和图5,电机44带动驱动杆45转动,驱动杆45带动驱动齿轮一451和驱动齿轮二452转动,当控制翻转齿轮一411滑动至与传动齿轮三53啮合时,驱动齿轮一451带动翻转齿轮一411转动,翻转齿轮一411带动传动齿轮三53转动,传动齿轮三53带动传动齿轮一51转动,传动齿轮一51带动翻转台5进行翻转。当控制翻转齿轮二414滑动至与传动齿轮四54啮合时,驱动齿轮二452带动翻转齿轮二414转动,翻转齿轮二414带动传动齿轮四54转动,传动齿轮四54带动传动齿轮二52转动,传动齿轮二52带动翻转台5进行翻转。
45.参照图6和图7,驱动机构4还包括旋转组件43,旋转组件43包括旋转柱431和连接柱432。窄槽16靠近传动齿轮一51的一端的工作台1上开设有转孔18,转孔18与窄槽16和宽槽17连通,当支撑柱31滑动至转孔18内时,支撑柱31能够在转孔18内转动。连接柱432安装在工作台1上且位于转孔18的下方,旋转柱431的底部开设有连接槽,连接柱432插接在连接槽内,旋转柱431能够绕连接柱432转动,且连接柱432能够带动旋转柱431沿竖直方向移动。
46.参照图7和图8,旋转柱431的两端均安装有定位板437,旋转柱431朝向转孔18的定位板437上固定安装有两个定位块439,且两个定位块439之间的距离刚好能够容纳支撑柱31。旋转柱431的侧壁上沿竖直方向开设有两条旋转槽436,旋转槽436从旋转柱431的端部沿旋转柱431的侧壁螺旋上升,并延伸至旋转柱431的另一端,且旋转槽436的两个端点分别位于旋转柱431直径方向的两端,定位板437上位于旋转槽436的端点处开设有缺口438。通过驱动连接柱432向上移动,同时驱动支撑柱31向旋转柱431移动,使支撑柱31的底端插接在两定位块439之间,此时支撑柱31位于转孔18内,再驱动旋转柱431转动,从而带动支撑柱31转动。
47.参照图6和图7,旋转组件43还包括旋转环433、若干旋转杆434和若干定位弧杆435,旋转环433同轴安装在转杆一412上远离切换板一461的一端,旋转杆434设置有两根,且旋转杆434的一端固定安装在旋转环433的侧壁上,另一端朝向旋转柱431,且旋转杆434在转动时,旋转杆434远离旋转环433的一端在旋转槽436内滑动,当旋转杆434从旋转槽436的一端滑动至另一端时,刚好带动旋转柱431转动180度。
48.参照图7和图8,定位弧杆435设置有两根,且定位弧杆435通过连杆与旋转环433的侧壁连接,旋转杆434与定位弧杆435交错排布在旋转环433的圆周方向的侧壁上,定位弧杆
435在随着旋转环433转动时,其弧形段在定位板437的缺口438内滑动,且定位弧杆435的转动直径小于旋转杆434的转动直径。当旋转环433带动旋转杆434转动时,旋转环433上的一根旋转杆434的一端插接在旋转槽436内,并沿着旋转槽436滑动,带动旋转柱431转动。当旋转杆434滑动至旋转槽436的另一端时,旋转柱431转动180度,此时,定位弧杆435的一端开始插接在定位板437的缺口438内,定位弧杆435随旋转环433的转动,使旋转柱431保持停止转动的状态,直至下一根旋转杆434开始沿旋转槽436滑动。旋转柱431在旋转杆434的驱动下转动后,由于惯性,旋转柱431会存在继续转动的趋势,通过定位弧杆435在定位板437的缺口438内滑动,能够使旋转柱431保持停止转动的状态,从而减少旋转柱431因惯性产生转动。
49.参照图4和图5,驱动机构4还包括切换组件46,切换组件46包括切换板一461、切换套一463和切换弹簧一464,工作台1上靠近传动齿轮一51的一端的表面开设有转动槽一13,切换板一461转动安装在转动槽一13内,且切换板一461的一端外伸出工作台1的上表面,另一端开设有腰型孔一,切换板一461通过腰型孔一滑动安装在转杆一412上。切换套一463滑动安装在转杆一412上,且切换套一463的一端与翻转齿轮一411的侧壁抵触,另一端与切换板一461的侧壁抵触。转杆一412上远离切换板一461的一端固定安装有限位板一4121,切换弹簧一464安装在转杆一412上,且切换弹簧一464的一端与翻转齿轮一411的侧壁抵触,另一端与限位板一4121的侧壁抵触。通过驱动切换板一461向远离传动齿轮一51的方向转动,从而使切换板一461带动切换套一463向限位板一4121的方向滑动,从而带动翻转齿轮一411在转杆一412上滑动,并与传动齿轮三53啮合,实现驱动齿轮一451带动传动齿轮一51转动。当松开切换板一461后,翻转齿轮一411在切换弹簧一464的作用下与传动齿轮三53分离,使得切换板一461复位。
50.参照图4和图5,驱动机构4还包括切换组件46,切换组件46包括切换板二462、切换套二465和切换弹簧二466,工作台1上靠近传动齿轮二52的一端的表面开设有转动槽二14,切换板二462转动安装在转动槽二14内,且切换板二462的一端外伸出工作台1的上表面,另一端开设有腰型孔二,切换板二462通过腰型孔二滑动安装在转杆二413上。切换套二465滑动安装在转杆二413上,且切换套二465的一端与翻转齿轮二414的侧壁抵触,另一端与切换板二462的侧壁抵触。转杆二413上远离切换板二462的一端固定安装有限位板二4131,切换弹簧二466安装在转杆二413上,且切换弹簧二466的一端与翻转齿轮二414的侧壁抵触,另一端与限位板二4131的侧壁抵触。通过驱动切换板二462向远离传动齿轮二52的方向转动,从而使切换板二462带动切换套二465向限位板二4131的方向滑动,从而带动翻转齿轮二414在转杆二413上滑动,压紧切换弹簧二466,并与传动齿轮四54啮合,实现驱动齿轮二452带动传动齿轮二52转动。当松开切换板二462后,翻转齿轮二414在切换弹簧二466的作用下与传动齿轮四54分离,使得切换板二462复位。
51.参照图6和图7,切换组件46还包括切换板三467、切换柱468和切换板四4610,工作台1上靠近转动槽一13处开设有转动槽三11,切换板三467倾斜设置在转动槽三11内,且切换板三467的一端与转动槽三11的端部转动连接,另一端朝向远离支撑柱31的方向。工作台1上位于转动槽三11的底壁上开设有切换孔15,切换柱468在切换孔15内滑动,切换柱468的上端固定安装有限位板三4681,限位板三4681在切换孔15内滑动。切换柱468上套置有切换弹簧三469,切换弹簧三469的一端与限位板三4681的底壁抵触,另一端与切换孔15内部的
底壁抵触。切换板四4610转动安装在工作台1的侧壁上,且切换板四4610的两端均开设有腰型槽,切换板四4610的一端通过腰型槽与切换柱468转动连接,另一端通过腰型槽与连接柱432转动连接。通过驱动切换板三467向下转动,切换板三467带动切换柱468向下滑动,并压紧切换弹簧三469,切换柱468带动切换板四4610的一端向下转动,切换板四4610的另一端向上转动,并带动连接柱432向上移动,从而使得连接柱432带动旋转柱431向上移动,使得支撑柱31插接在两个定位块439之间。当松开切换板三467时,切换柱468在切换弹簧三469的作用下向上移动,从而带动切换板三467复位,同时带动切换板四4610的一端向上移动,从而使得切换板四4610的另一端带动连接柱432向下移动,使得旋转柱431向下移动,使定位块439与支撑柱31分离。
52.本技术实施例的工作原理为:将钣金件装夹在翻转台5上,接着启动焊接装置2,焊接机械手在滑轨上滑动,并对翻转台5上的钣金件进行焊接,焊接完成后,焊接机械手滑动至传感器21处,传感器21向控制系统发送信号,控制系统控制焊接机械手复位。同时,控制打磨除渣装置3工作,此时电机44启动,带动链轮二423转动,链轮二423通过链条427带动链轮一422转动,链条427上的驱动块4271带动移动板421沿工作台1的表面滑动,从而使得移动板421带动支撑柱31沿工作台1的长度方向滑动,使安装在支撑柱31上端的打磨组件32对焊缝进行打磨处理。
53.当打磨组件32从链轮一422处移动至链轮二423处时,移动板421的侧壁抵触切换板二462的侧壁,并带动切换板二462向远离传动齿轮一51的方向转动,从而使切换板二462带动切换套二465向靠近传动齿轮一51的方向滑动,并带动翻转齿轮二414滑动至与传动齿轮四54啮合,此时,电机44通过驱动杆45上的驱动齿轮二452带动翻转齿轮二414转动,翻转齿轮二414通过传动齿轮四54带动传动齿轮二52转动,从而带动翻转台5翻转。在翻转台5翻转的同时,链条427上的驱动块4271带动移动板421继续向链轮一422的方向移动,当翻转台5完成翻转后,移动板421在驱动块4271的带动下与切换板二462分离,翻转齿轮二414在切换弹簧二466的作用下复位。
54.当打磨组件32移动至链轮一422处时,打磨组件32完成对钣金件背面的焊缝处的打磨工作,移动板421将切换板三467向下压动,使得切换板三467带动切换柱468向下移动,从而使得旋转柱431向上移动,并使支撑柱31的下端插接在两个定位块439之间。同时,移动板421带动切换板一461转动,切换板一461带动翻转齿轮一411与传动齿轮三53啮合,使得电机44通过驱动齿轮一451带动翻转台5翻转。同时,翻转齿轮一411转动带动转杆一412转动,转杆一412带动旋转环433转动,旋转环433带动旋转杆434转动,使得旋转杆434沿旋转槽436滑动,从而带动旋转柱431转动,旋转柱431带动支撑柱31转动,从而使打磨组件32和除渣组件33切换位置,并重复上述工作流程,直至除渣组件33对钣金件的正反面的焊缝处完成除渣后,控制系统控制打磨除渣装置3停止工作。
55.以上为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1