激光钎焊方法与流程
本发明涉及一种使用钎料(brazing filler metal)并通过激光束来接合喇叭形坡口接头(flare groove joint)的激光钎焊方法。
背景技术:
1、在日本发明专利授权公报特许第5531743号所公开的激光钎焊方法中,向进行钎焊的金属板的重叠部的表面照射激光来除去表面的镀层。除去镀层之后,一边向所述重叠部照射激光一边向该激光的光路上送出线状的钎料。通过激光对钎料的顶端进行加热来使钎料熔融,并且所述钎料被供给到所述重叠部且固化。据此,通过固化的钎料使金属板的重叠部相接合。
技术实现思路
1、一般而言,在激光钎焊方法中,在用钎料进行接合之前,除去金属板的重叠部的镀层,由此防止通过激光而蒸发的电镀成分残留在钎料内。这是由于,若蒸发的电镀成分作为气孔(blowhole)残留在接合部位,会由于气孔而导致重叠部的接合强度降低。
2、然而,由于需要用于在进行钎焊之前预先除去金属板表面的镀层的装置和除去工序,因此设备成本和加工时间增加。
3、本发明的目的在于解决上述的技术问题。
4、本发明的一方式提供一种激光钎焊方法,通过从激光照射装置照射的激光束使钎料熔融,且通过该钎料使彼此抵接且镀锌的2块钢板的被接合部相接合来形成所述被接合部相接合的喇叭形坡口接头,
5、所述钎料由含有锌或者镁的铜合金钎料形成,
6、所述激光束的光束直径比所述钎料的直径大,且所述激光束的能量密度在600~1200j/cm2的范围内,
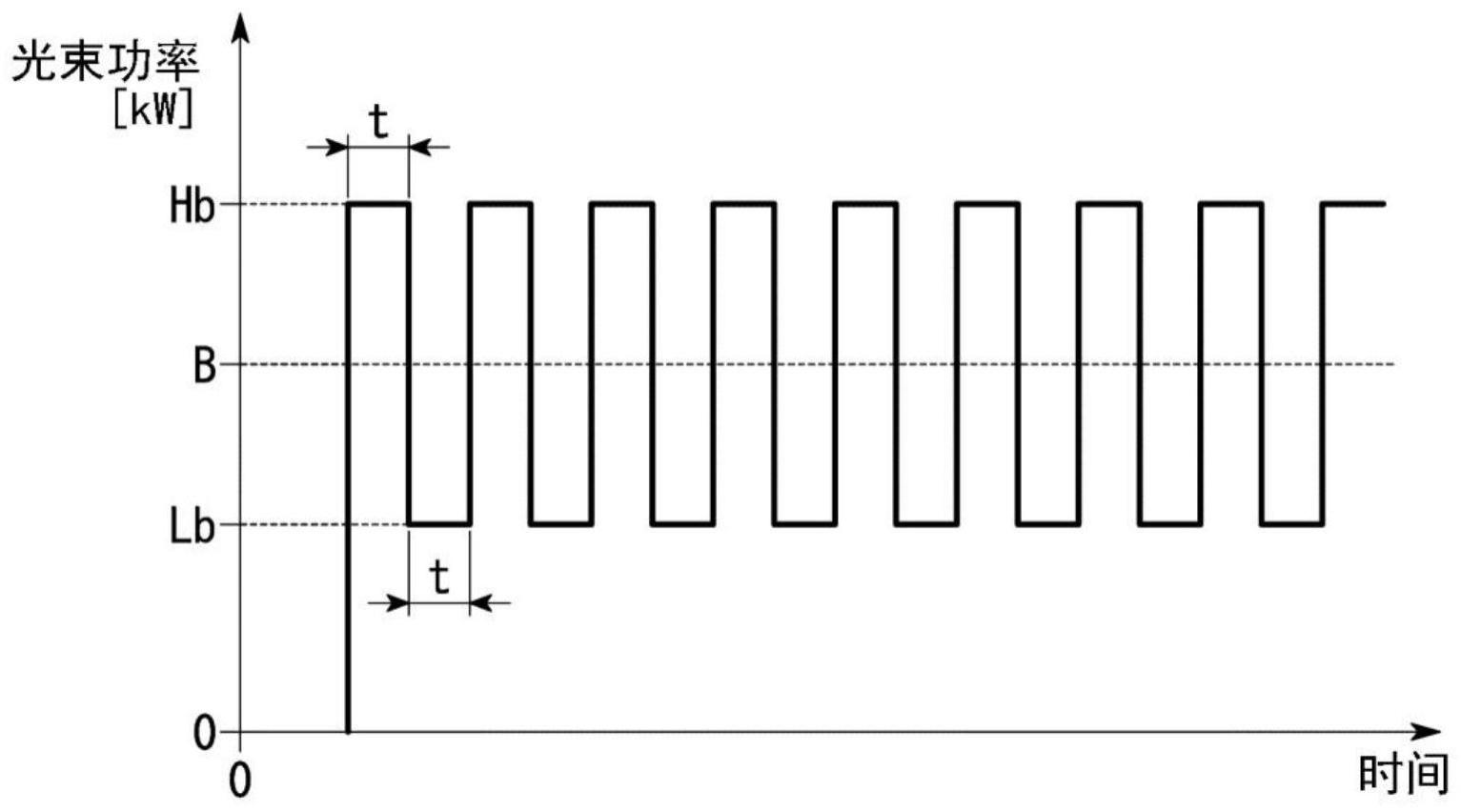
7、通过使所述激光束的光束功率(beam power)呈脉冲状变化来使所述钎料的一部分蒸发,
8、在所述被接合部使所述钎料熔融来形成匙孔(keyhole)。
9、根据本发明,能够得到以下效果。
10、即,在通过激光束使钎料熔融且通过该钎料使2块钢板的被接合部相接合时,使用含有锌或者镁的铜合金钎料,据此,在通过激光束熔融时易于蒸发,且固化时能够得到所期望的强度。并且,通过呈脉冲状改变激光束的功率,在被接合部的熔融的钎料中形成匙孔,能够将从钢板的表面蒸发的锌(气体)通过匙孔可靠地向外部排出。其结果,无需追加装置和加工工序,能够容易且廉价地抑制钢板的被接合部中的钎料内的气孔的产生,通过使钎料进入到被接合部的内部来提高喇叭形坡口接头的接合强度。
11、根据参照附图对以下实施方式进行的说明,上述的目的、特征和优点应易于被理解。
技术特征:
1.一种激光钎焊方法,通过从激光照射装置(42)照射的激光束(r)使钎料(16)熔融,且通过该钎料使彼此抵接且镀锌的2块钢板(18a、20a)的被接合部(25)相接合来形成所述被接合部相接合的喇叭形坡口接头(f),
2.根据权利要求1所述的激光钎焊方法,其特征在于,
3.根据权利要求2所述的激光钎焊方法,其特征在于,
4.根据权利要求1~3中任一项所述的激光钎焊方法,其特征在于,
5.根据权利要求1~3中任一项所述的激光钎焊方法,其特征在于,
技术总结
本发明提供一种激光钎焊方法。通过从激光照射装置(42)对含有锌或者镁的铜合金钎料照射激光束(R)来使钎料(16)熔融,设激光束(R)的能量密度在600~1200J/cm<supgt;2</supgt;的范围内,使激光束(R)的光束功率呈脉冲状变化。据此,使钎料(16)的一部分蒸发,使所述钎料(16)熔融,在镀锌的2块钢板(14)的被接合部(25)形成匙孔(60)。据此,无需追加装置和工序就能容易且廉价地抑制钢板的被接合部中的钎料内的气孔的产生,通过使钎料进入到被接合部的内部来提高喇叭形坡口接头的接合强度。
技术研发人员:胁坂泰成,新井仁,松本侑希
受保护的技术使用者:本田技研工业株式会社
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!