用于对齿部进行齿轮成形的方法、控制程序以及用于实施该方法的齿轮成形机器与流程
用于对齿部进行齿轮成形的方法、控制程序以及用于实施该方法的齿轮成形机器
1.本发明涉及一种用于在工件上对齿部进行齿轮成形的方法,其中以指定行程长度在行程循环中运动的插齿刀在滚动加工接合中的多个工作行程中将材料从工件移除,从而形成接触轨迹。
2.这种齿轮成形是一种用于制造齿部的技术,该技术一方面长久以来已为人所熟知。这是一种切削方法,其中主切削运动通过刀具的行程运动来实现,其中工件材料的材料移除在所谓的工作行程中进行,其中返回行程在提升状态下进行以避免返回行程条纹。此方法的原理描述于例如thomas bausch等人的“innovative zahnradfertigung[innovative gear production]”,第3版,第281页,图像c1-1中。
[0003]
齿轮成形相对于其他方法(例如滚齿法)所具有的一个重要优点是齿轮成形可以通用,尤其是可用于具有内齿部的工件或具有与齿部连接的肩部的工件,而滚齿法不太适合或根本不适合此类工件。
[0004]
除了常规进给以外,现在还使用递减螺旋进给。然而,与进给策略无关,可以观察到,尤其是在较高行程数量的情况下,并且特别是在具有较小螺旋角的齿部直到直齿部中,以及在普遍的高切削力下,出现较高的刀具负载,还增加了损坏的风险。
[0005]
鉴于这种观察,本发明的目的在于,进一步开发一种开头所提及类型的齿轮成形方法,以实现令人满意的快速加工与工程安全性的组合,同时具有尽可能小的刀具磨损。
[0006]
在方法方面,此目的由本发明通过开发开头所提及类型的方法来实现,所述方法的基本特征在于,至少在第一多个行程中,在行程中心的部分圆上的接触轨迹与齿侧线成角度γ,所述角度的余切小于或等于常数k1和k2的乘积,其中k1等于40,优选33,特别是25,并且k2是几何/工艺因子(第二因子)k2=kh·km
·kα
·kβ
,其中kh=h[mm]/20,km=3/mn[mm],k
α
=sin 20
°
/sinα,并且k
β
=cosβ。在这里,mn是法向齿距,α是作用角,并且β是工件齿部的可选螺旋角(在直齿的情况下,β=0),并且h是行程长度。
[0007]
已发现,例如,在常规已知的齿轮成形中的这种切屑形成导致切屑压缩,并且另外,插齿刀的切削刃的各个点以集中的方式受到应力,因此,插齿刀的磨损也增加,并且这些效应与接触轨迹的取向有关。
[0008]
根据本发明,现在提出,与现有技术相比,接触轨迹在成形齿部的齿的竖直方向上在较大区域上延伸,由此减轻了上文阐述的效应。这些接触轨迹大体上彼此平行,并且在齿侧上基本上均匀地分布;其中行程运动通常经由曲柄传动来实现。然而,速度曲线在行程上不是恒定的,因此关于在权利要求1的特征部分中使用的定义,参考行程中心和部分圆。另外,已发现,有利设计不是依靠与工件和工艺无关的固定角度,而是当根据本发明的角度条件另外还取决于工艺和工件的几何形状时,存在有利调整,在权利要求1的表征特征中由第二因子k2表示。然而,在常规方法中,工件齿侧上的接触轨迹几乎平行于齿侧线,并且即使在递减径向进给的情况下,也能够在k2=1的参数组合(constellation)获得通常为70或更高的余切γ值。
[0009]
k1甚至可以优选为20.5,但k1也可以仅为19.7,甚至仅为19.4。
[0010]
在另一优选实施方案中,提出,插齿刀经由第一多个行程来进给,特别是以恒定螺旋进给形式来进给,并且由每工件旋转的径向进给量除以插齿刀在第一多个行程中在工作行程与返回行程之间的提升量的商所限定的进给参数小于1.4。这与现有技术相比绝对是较低的值;材料表面去除的趋势是朝着更平坦但更宽泛的材料去除方向发展。根据本发明的接触轨迹调整以及相对较早地达到齿侧整体高度的延伸这两者相结合,实现了特别有利于刀具的切屑形成和对加工力的吸收。另外,尽管接触轨迹位置改变,但仍能够以较高工艺可靠性实施无碰撞的返回行程。就这一点而言,还提出,进给参数可以小于1.3,优选地小于1.2,特别是小于1.1,或者甚至是1.0。
[0011]
在另一优选配置中,提出,第一多个行程和第二多个行程在总进给量大部分用于完成成形齿部的进给区域上进行,并且在后续另一进给区域上,余切γ大于40
·
k2,特别是大于60
·
k2。这促进更加平稳地过渡到下文阐述的针对加工末期的更高值。
[0012]
因此,提供了另一优选配置,其中在对成形齿部的最后一次进给期间当达到最终进给深度时,余切γ大于80
·
k2,特别是大于120
·
k2。这允许在接近成形工艺末期实现较高的加工精度。换句话说,成形加工可以划分成具有大约2或3个不同运动学特性的若干区域,其中伴随增加趋势从高加工速度朝高加工精度的转变。
[0013]
根据本发明的实施方案对直齿部或具有不太高的螺旋角的齿部产生的效果最大。所述方法尤其用于小于14
°
,更优选地小于12
°
,特别是小于10
°
的齿部螺旋角。
[0014]
另外,优选的是,齿部宽度为行程长度的至少60%,优选地至少70%,特别是至少80%(或者相反地,行程长度在这些比率限值内与齿宽相适应)。这使得能够在有利地利用用于加工的行程长度方面实现有利的总体配置,其中为了实现令人满意的切削速度,优选提出,此比率不大于96%,特别是不大于92%。
[0015]
在另一优选配置中,提出,在每次加工时,滚动位置都会在两次相继的工件旋转之间的成形间隙中发生变化。这确保了并非每个齿隙都要在完全相同的滚动位置上被反复加工。为此目的,每个分区的行程数量不应是精确的整数,其中小于1.4,更优选地小于1.2,特别是小于1.1的值在本发明的范围内是优选的。然而,在这方面,可以设想小于1,甚至小于0.9的值,其中在另一方面,这些值应优选地不低于0.5,更优选地不低于0.6。应理解,每工件旋转的行程数量也应优选地不是整数。
[0016]
在另一优选实施方案中,行程数量为每分钟至少30个双行程,优选每分钟至少100个双行程,特别是每分钟至少200个双行程。然而,可以使用甚至更高的值,诸如每分钟300个双行程,甚至每分钟400个双行程或更高,以便实现可能的最高加工速度。
[0017]
当成形齿部的齿部宽度大于15mm时,甚至在齿部宽度大于或等于20mm,特别是35mm或更大,或者甚至50mm或更大的情况下,根据本发明的方法的优点尤其显著。
[0018]
在另一优选实施方案中,提出,至少在第一多个行程中,一致的接触轨迹在成形齿部的端部几何形状的全轮廓高度的至少20%,优选地至少30%,特别是至少40%的区域上延伸,如在轮廓方向上所观察到的。这进一步改善了切屑形成以及对刀具上的加工力的吸收。
[0019]
此外,本发明提供了一种控制程序,当在齿轮成形机器的控制器上执行时,所述控制程序控制所述机器实施根据前述权利要求中任一项所述的方法。
[0020]
在装置技术方面,本发明提供了一种具有控制器的齿轮成形机器,所述控制器配
备有根据权利要求12所述的控制程序。优选给定一种齿轮成形机器,所述齿轮成形机器配备有用于齿轮成形机器的运动轴的nc控制器,所述齿轮成形机器的行程运动经由曲柄传动来实现。然而,液压轴也可用于行程。此外,本发明不限于关于机器的具体实现的特定细节,并且有可能使用本领域技术人员所熟悉的并且在市场上可获得的齿轮成形机器;在de 10 2019 004 299 a1中描述的设计可用于合适的齿轮成形机器的示例性设计,其中上述文献通过引用并入本文中。
[0021]
参考附图,本发明的另外特征、细节和优点将根据参考附图的以下描述而变得显而易见,其中
[0022]
图1示出了针对在齿轮成形期间的加工接合的示意图,
[0023]
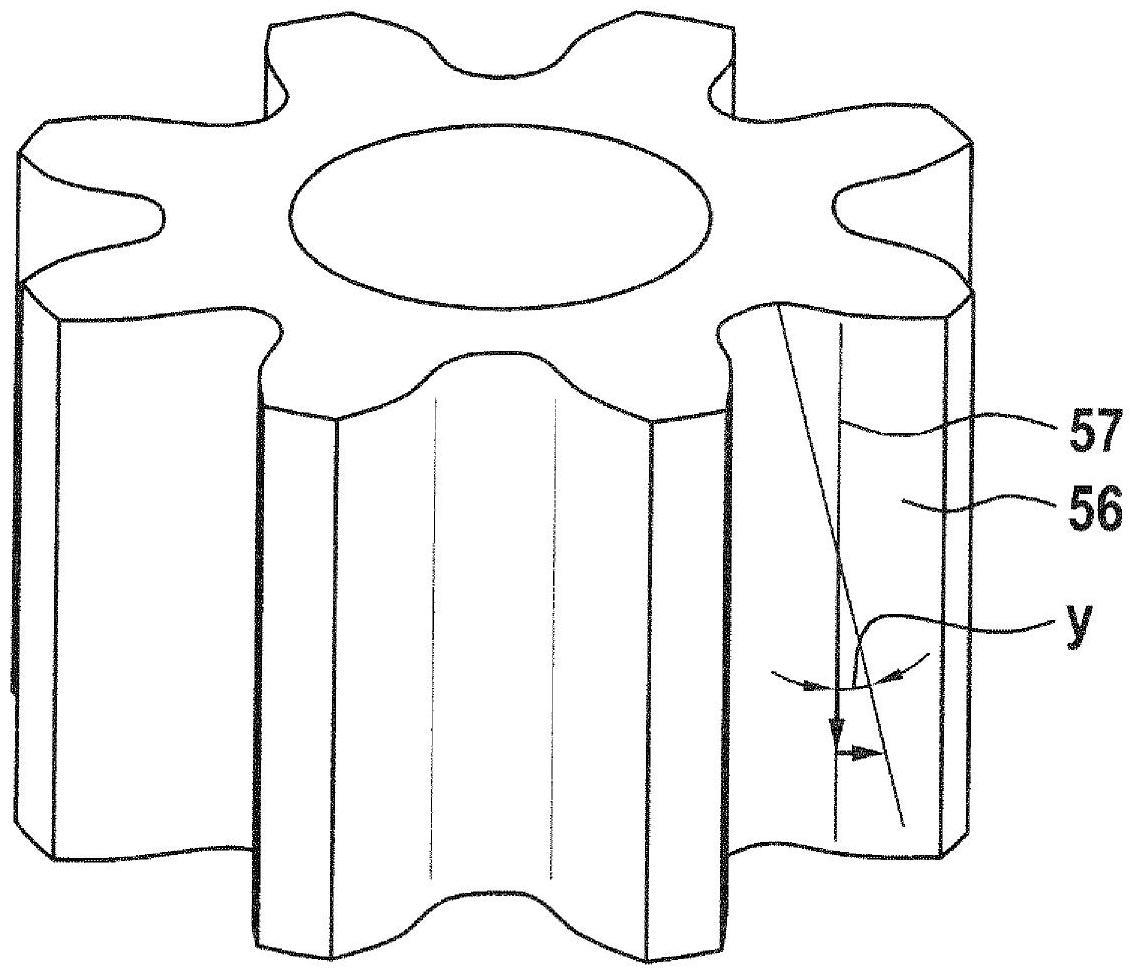
图2示出了在行程中心的部分圆上的接触轨迹与齿侧线之间的角度,并且
[0024]
图3示出了与现有技术相比的接触轨迹的定性比较。
[0025]
在图1中可以看出,插齿刀40如何与工件50进行加工接合以便在该工件上对齿部55进行成形。示出了在接合开始时的工作行程期间的情形,从该接合开始,插齿刀40沿行程轴z向下运动,同时插齿刀40与工件50彼此啮合接合,为此目的,插齿刀40和工件50的旋转速度以已知方式进行同步。在此示例性实施方案中,如在现有技术中那样利用曲柄传动来实现行程运动;在给定示例性实施方案中,设定大约20mm的行程长度,其中行程数量为每分钟500个双行程(工作行程+返回行程),并且滚动速度为每个分区0.95个行程,以便例如在工件上对直齿部进行成形。应理解,本发明并不限于特定齿部类型,诸如外齿部或内齿部;内齿部也优选地成形。还应理解,本发明不限于特定齿部宽度、相关行程长度或齿距大小;在本示例性实施方案中,齿部的齿距(法向齿距)为例如3mm,并且齿部为直齿部。然而,本发明也可应用于螺旋齿部,但螺旋齿部应优选地小于14
°
或上文描述的值。
[0026]
关于合适的齿轮成形机器的设计,可以使用从现有技术已知的设计,例如在de 10 2019 004 299 a1中示出的设计,其中用于返回行程的提升运动通过具有预定轮廓的旋转驱动凸轮来实现。所述文献在齿接机器的示例性设计方面通过引用并入本文中。
[0027]
在图2中(为了解释或定义的目的;当然,图2中所示出的齿轮的形式与图1的形式不同),在成形操作的接触轨迹与齿侧56上的部分圆上的齿侧线57之间绘制角度γ(在行程中心,在此示例性实施方案中,该行程中心与相对于齿部55的宽度方向的中心重合)。即使在具有螺旋递减进给的常规齿轮成形的情况下,此角度也非常窄(如图1中的参考标号58所指示,在常规齿轮成形期间,典型的加工轨迹几乎平行于齿侧线)。在根据本发明的配置中,分别地,此角度相当大,并且该角度的余切相当小;在示例性实施方案中,简洁起见,第二因子k2为1,并且不提供任何校正,余切γ达到约20的值。
[0028]
在图3中,将本发明的示例性实施方案(图3a)与现有技术(图3b)之间的差异再次在纯粹的相对表示中进行并置对比,其中无需观察绝对值(以过度失真的方式示出);可以看出,加工轨迹以明显更倾斜的方式在齿侧56上延伸,尽管其没有较低的行程数量,但使得成形齿部55的加工质量良好,并且实现了较低刀具磨损下的材料移除。
[0029]
应理解,本发明不限于示例性实施方案中所示出的细节特征。确切地说,上述描述和下述权利要求书的各个特征单独地和以组合形式对于在这些特征的各种实施方案中实施现本发明而言可能是必要的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1