一种产线拧紧装置验证工装及其验证方法与流程
1.本发明涉及装配线测试设备技术领域,具体地指一种产线拧紧装置验证工装及其验证方法。
背景技术:
2.在制造装配量产线上,不可避免的需要使用拧紧系统,随着新产品开发,前期需要在产线验证产品的可装配性,设备可达性,产品通过性等要素。随着市场竞争越来越激烈,汽车产品开发周期缩短了将近40%,为尽快验证量产的可行性,往往在新零件制造出来之前,就需要提前验证拧紧系统对产线是否可行。现有的方法是:一、产品实物制造后,直接用实物上产线对拧紧系统进行验证;这种方法需要实物制造完后再开展验证,产品开发周期会加长,而且用实物验证,一旦拧紧系统异常,比如拧紧系统扭矩过大,则会把螺栓拧断,使螺栓卡入产品中,容易导致产品报废。二、使用现有的,或者其他的带有螺栓拧紧结构的产品对拧紧系统进行验证;这种方法需要在产品上将所有的螺栓全部拧紧完后,再全部拧松才能再次进行拧紧;使用这种方法进行多次拧紧操作后螺栓容易被拧坏,需要更换新的零件。
技术实现要素:
3.本发明的目的就是要解决上述背景技术的不足,提供一种可重复使用、无需拧松操作的产线拧紧装置验证工装及其验证方法。
4.为实现此目的,本发明所设计的产线拧紧装置验证工装,其特征在于:它包括工装支架和设置于所述工装支架内的一组或多组拧紧螺栓,每组拧紧螺栓均包括位于上方、竖直向下布置的第一拧紧螺栓和位于下方、竖直向上布置的第二拧紧螺栓,所述第一拧紧螺栓的上部螺纹段和所述第二拧紧螺栓的下部螺纹段分别同轴连接于第一螺纹套筒和第二螺纹套筒内,所述第一螺纹套筒和第二螺纹套筒均固定于所述工装支架内,所述第一拧紧螺栓与所述第二拧紧螺栓之间连接有可使所述第一拧紧螺栓和所述第二拧紧螺栓同步顺时针转动或同步逆时针转动的传动部件。
5.进一步的,所述第一拧紧螺栓和所述第二拧紧螺栓在水平方向上错位布置,所述传动部件沿水平方向布置,所述传动部件的左右两侧分别连接所述第一拧紧螺栓的底部和所述第二拧紧螺栓的顶部。
6.进一步的,所述第一拧紧螺栓包括与拧紧枪配合的第一内六角螺栓头、与所述第一内六角螺栓头底面同轴固定连接为一体结构的第一螺纹杆段和与所述第一螺纹杆段底面同轴固定连接为一体结构的第一轮齿杆段,所述第一螺纹套筒位于所述第一内六角螺栓头下方、同轴连接于所述第一螺纹杆段上;
7.所述第二拧紧螺栓包括与拧紧枪配合的第二内六角螺栓头、与所述第二内六角螺栓头顶面同轴固定连接为一体结构的第二螺纹杆段和与所述第二螺纹杆段顶面同轴固定连接为一体结构的第二轮齿杆段,所述第二螺纹套筒位于所述第二内六角螺栓头上方、同
轴连接于所述第二螺纹杆段上;
8.所述第一轮齿杆段与所述第二轮齿杆段之间连接有所述传动部件。
9.进一步的,所述第一轮齿杆段包括沿所述第一轮齿杆段周向表面间隔设置的第一轮齿条,所述第二轮齿杆段包括沿所述第二轮齿杆段周向表面间隔设置的第二轮齿条;所述传动部件包括椭圆环形的传动带,所述传动带沿其环向内表面间隔开设有多个与所述第一轮齿条或所述第二轮齿条配合的齿条孔。
10.进一步的,每根所述第一轮齿条的底部均设置有一个用于防止所述传动带向下脱出的第一防脱凸台,每根所述第二轮齿条的顶部均设置有一个用于防止所述传动带向上脱出的第二防脱凸台。
11.进一步的,所述第一防脱凸台的底部设置有方便所述传动带向上运动与所述第一轮齿条啮合的第一倒角,所述第二防脱凸台的顶部设置有方便所述传动带向下运动与所述第二轮齿条啮合的第二倒角。
12.进一步的,所述工装支架包括上下布置的上支架板和下支架板,所述上支架板和所述下支架板之间固定连接有支撑柱;所述第一螺纹套筒可拆卸固定于所述上支架板上,所述第二螺纹套筒可拆卸固定于所述下支架板上。
13.进一步的,所述上支架板上开设有一个或多个套筒固定孔,每个套筒固定孔的内壁上均设置有一个或多个限位块,每个所述第一螺纹套筒的表面均设置有一个或多个与所述限位块配合的限位台;所述限位块包括位于所述套筒固定孔内侧的凹槽面,所述限位台包括位于所述第一螺纹套筒外侧、与所述凹槽面配合固定的凸台面,所述凹槽面左右两侧连接有与所述凸台面配合、将所述凸台面导向至与所述凹槽面配合位置的导向面;
14.所述下支架板上开设有一个或多个套筒固定孔,每个套筒固定孔的内壁上均设置有一个或多个限位块,每个所述第二螺纹套筒的表面均设置有一个或多个与所述限位块配合的限位台;所述限位块包括位于所述套筒固定孔内侧的凹槽面,所述限位台包括位于所述第二螺纹套筒外侧、与所述凹槽面配合固定的凸台面,所述凹槽面左右两侧连接有与所述凸台面配合、将所述凸台面导向至与所述凹槽面配合位置的导向面。
15.进一步的,所述工装支架的上表面和下表面上均固定有用于支撑所述工装支架、防止所述工装支架移动的支撑定位块。
16.更进一步的,基于上述的产线拧紧装置验证工装的验证方法,它包括以下步骤:
17.步骤一:通过拧紧装置拧紧第一拧紧螺栓,直到将全部第一拧紧螺栓拧紧,判断第一拧紧螺栓是否全部符合拧紧要求;
18.步骤二:将工装支架上下翻转,通过拧紧装置拧紧第二拧紧螺栓,直到将全部第二拧紧螺栓拧紧,判断第二拧紧螺栓是否全部符合拧紧要求,再将工装支架上下翻转;
19.步骤三:重复上述步骤一和步骤二至少三次,若全部第一拧紧螺栓和全部第二拧紧螺栓在每次的拧紧操作后均符合拧紧要求,则拧紧装置验证合格,反之拧紧装置验证不合格。
20.本发明的有益效果是:通过上下布置的多组拧紧螺栓,可以在不需要实物零件的前提下,提前验证产线拧紧系统可行性,缩短了产品开发周期,本发明所设计的拧紧装置验证工装的结构简单,可适用性强,可重复使用,可换性强,并且不需要进行拧松操作,大大节省了验证时间。
附图说明
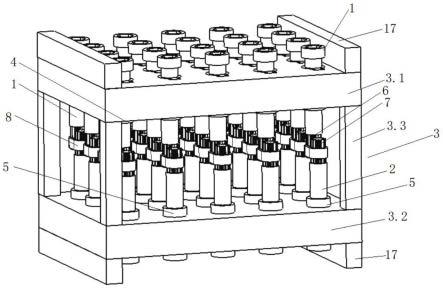
21.图1为本发明中产线拧紧装置验证工装的立体图;
22.图2为本发明中上支架板的立体图;
23.图3为本发明中第一拧紧螺栓的立体图;
24.图4为本发明中第一轮齿条的立体图;
25.图5为本发明中下支架板的立体图;
26.图6为本发明中第二拧紧螺栓的立体图;
27.图7为本发明中第二轮齿条的立体图;
28.图8为本发明中第一拧紧螺栓与第二拧紧螺栓配合的立体图;
29.图9为图8的轴向剖面图;
30.图10为本发明中传动带的立体图;
31.图11为本发明中产线拧紧装置验证拧紧枪的立体图;
32.其中,1—第一拧紧螺栓(1.1—第一内六角螺栓头,1.2—第一螺纹杆段,1.3—第一轮齿杆段),2—第二拧紧螺栓(2.1—第二内六角螺栓头,2.2—第二螺纹杆段,2.3—第二轮齿杆段),3—工装支架(3.1—上支架板,3.2—下支架板,3.3—支撑柱),4—第一螺纹套筒,5—第二螺纹套筒,6—第一轮齿条,7—第二轮齿条,8—传动带,9—齿条孔,10—第一防脱凸台,11—第二防脱凸台,12—第一倒角,13—第二倒角,14—限位块(14.1—凹槽面,14—导向面),15—限位台(15.1—凸台面),16—套筒固定孔,17—支撑定位块,18—拧紧枪。
具体实施方式
33.下面结合附图和具体实施例对本发明作进一步的详细说明。
34.如图1—11所示的产线拧紧装置验证工装,包括工装支架3,工装支架3包括上下布置的上支架板3.1和下支架板3.2,上支架板3.1和下支架板3.2之间固定连接有支撑柱3.3;工装支架3的上表面左右两侧和下表面左右两侧均固定有用于支撑工装支架3、防止工装支架3移动的支撑定位块17。支撑定位块17优选为橡胶材料,在对工装支架3提供支撑的同时,防止工装支架3在验证过程中转动,影响验证效果。
35.如图2和图8—图9所示,第一螺纹套筒4成矩阵式可拆卸固定于上支架板3.1上,第二螺纹套筒5也成矩阵式可拆卸固定于下支架板3.2上。上支架板3.1上开设有多个成矩阵式的套筒固定孔16,每个套筒固定孔16的内壁上均设置有一个或多个限位块14,每个第一螺纹套筒4的表面均设置有一个或多个与限位块14配合的限位台15;限位块14包括位于套筒固定孔16内侧的凹槽面14.1,限位台15包括位于第一螺纹套筒4外侧、与凹槽面14.1配合固定的凸台面15.1,凹槽面14.1左右两侧连接有与凸台面15.1配合、将凸台面15.1导向至与凹槽面14.1配合位置的导向面14.2。下支架板3.2上开设有多个成矩阵式的套筒固定孔16,每个套筒固定孔16的内壁上均设置有一个或多个限位块14,每个第二螺纹套筒5的表面均设置有一个或多个与限位块14配合的限位台15;限位块14包括位于套筒固定孔16内侧的凹槽面14.1,限位台15包括位于第二螺纹套筒5外侧、与凹槽面14.1配合固定的凸台面15.1,凹槽面14.1左右两侧连接有与凸台面15.1配合、将凸台面15.1导向至与凹槽面14.1配合位置的导向面14.2。
36.如图1、图8—10所示,上下错位布置的第一拧紧螺栓1和第二拧紧螺栓2组成一组拧紧螺栓。第一拧紧螺栓1包括与拧紧枪配合的第一内六角螺栓头1.1、与第一内六角螺栓头1.1底面同轴固定连接为一体结构的第一螺纹杆段1.2和与第一螺纹杆段1.2底面同轴固定连接为一体结构的第一轮齿杆段1.3,第一螺纹套筒4位于第一内六角螺栓头1.1下方、同轴连接于第一螺纹杆段1.2上;第一轮齿杆段1.3包括沿第一轮齿杆段1.3周向表面间隔设置的第一轮齿条6。
37.第二拧紧螺栓2包括与拧紧枪配合的第二内六角螺栓头2.1、与第二内六角螺栓头2.1顶面同轴固定连接为一体结构的第二螺纹杆段2.2和与第二螺纹杆段2.2顶面同轴固定连接为一体结构的第二轮齿杆段2.3,第二螺纹套筒5位于第二内六角螺栓头2.1上方、同轴连接于第二螺纹杆段2.2上;第二轮齿杆段2.3包括沿第二轮齿杆段2.3周向表面间隔设置的第二轮齿条7。
38.第一轮齿杆段1.3与第二轮齿杆段2.3之间连接有椭圆环形的传动带8,传动带8沿其环向内表面间隔开设有多个与第一轮齿条6或第二轮齿条7配合的齿条孔9。
39.如图3—4图6—7所示,每根第一轮齿条6的底部均设置有一个用于防止传动带8向下脱出的第一防脱凸台10,每根第二轮齿条7的顶部均设置有一个用于防止传动带8向上脱出的第二防脱凸台11。第一防脱凸台10的底部设置有方便传动带8向上运动与第一轮齿条6啮合的第一倒角12,第二防脱凸台11的顶部设置有方便传动带8向下运动与第二轮齿条7啮合的第二倒角13。
40.传动带8的结构可使第一拧紧螺栓1和第二拧紧螺栓2同步顺时针转动或同步逆时针转动。
41.本发明中,在产品上线前需要对产品在产线上的各个拧紧工序进行验证,保障拧紧系统可行,通过本发明可在没有实物的前提下,提前开展拧紧系统验证,验证拧紧系统的扭矩值能否满足产品定义的要求,扭矩值是否与产品定义相同,拧紧数量是否与产品定义相同,缩短了产品开发周期,具体步骤如下:如图11所示,利用拧紧枪7拧紧上支架板3.1上的第一拧紧螺栓1,直到上层的第一拧紧螺栓1全部拧紧完,与此同时,第一拧紧螺栓1通过传动带8带动下层的第二拧紧螺栓2反向转动,将下层的第二拧紧螺栓2全部拧松。当工装上层的第一拧紧螺栓1全部拧紧后,将工装支架翻转180
°
继续进行拧紧验证。如此反复,可在不需要对螺栓进行拧松的情况下连续进行拧紧操作,以验证拧紧系统的可靠性。
42.以上所述,仅是本发明的较佳实施例而已,并非对本发明的结构做任何形式上的限制。凡是依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本发明的技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1