一种用于叶轮增材修复的超级双相不锈钢药芯焊丝及其制备方法和应用
25%,长石2-4%,稀土氟化物0.5-2.5%。药芯粉剂重量占焊丝总重量的25-27%。药芯焊丝采用二氧化碳作为焊接保护气体,焊丝用于焊接25cr一类超级双相不锈钢结构,焊缝中铁素体比例45-55%,pren为41-43,焊丝焊接工艺性优良。
7.综合来看,目前已公布的有关电弧增材用药芯焊丝主要是通过调整合金元素成分与比例来控制增材成型件的显微组织比例和材料性能,尚无针对超级双相不锈钢叶轮特性的增材修复用丝材的研制。
技术实现要素:
8.本发明解决了现有技术存在的上述问题,本发明的目的是提供一种用于叶轮增材修复的超级双相不锈钢药芯焊丝及其制备方法和应用。本发明主要采用cr、ni、mo为主体合金元素,联合添加锆镍合金粉、高氮铬铁粉和碳酸钇,叶轮电弧增材修复过程中,熔池凝固时,在稀土元素促进作用下,原位结晶析出氮化锆(zrn)纳米颗粒,其弥散分布于基体中,一方面细化了晶粒,起到细晶强化作用;另一方面硬质点相(陶瓷)阻碍了位错滑移,从而提高了修复部位的强度和硬度。此外,通过在药芯焊丝中增大铬元素含量,降低镍元素含量,改善修复部位中奥氏体相和铁素体相的比例,同时提高了修复部位的耐蚀性。
9.为实现上述目的,本发明采用的技术方案是:一种用于叶轮增材修复的超级双相不锈钢药芯焊丝,由外皮和外皮内填充的药芯粉末组成,以质量分数计,药芯粉末由如下组分组成:铬6.04%-11.24%,镍0.30%-4.30%,钼0.72%-1.08%,钨1.50%-2.00%,硅0.12%-0.18%,碳酸钇1.00%-1.50%,锆镍合金3.34%-5.00%,高氮铬铁3.60%-5.40%,锐钛矿0.80%-1.00%,莫来石1.00%-1.20%,余量为铁。
10.本发明提出了一种能有效提高叶轮修复部位抗冲刷腐蚀能力,延长叶轮使用周期的用于电弧增材修复的超级双相不锈钢药芯焊丝。该药芯焊丝通过加入锆镍合金粉、高氮铬铁粉和碳酸钇等合金元素,当焊丝用于叶轮电弧增材修复时,在隔氧高温条件下,焊丝发生熔化,在熔池凝固降温过程中,稀土元素钇可促进氮化锆原位结晶析出。氮化锆均匀弥散分布于修复基体中,可以作为形核质点细化晶粒,从而增强修复部位的力学性能,如低温冲击韧性与抗疲劳性能;并且锆元素可以稳定氮元素,避免氮元素与铬元素反应形成氮化铬化合物而消耗合金元素铬,进一步提高修复部位的抗晶间腐蚀能力。此外,针对电弧增材修复过程中热积累严重所导致的铁素体相和奥氏体相比例失衡,即奥氏体相占比远高于铁素体相,本专利通过在药芯焊丝中增大铬元素含量,降低镍元素含量,从而改善了修复部位中奥氏体相和铁素体相的比例;同时药芯焊丝中高含量的铬提高了修复部位的耐蚀性,而更低含量的镍也降低了药芯焊丝制造成本。
11.优选地,以质量分数计,药芯粉末由如下组分组成:铬6.04%-11.24%,镍0.30%-1.00%,钼0.84%-1.08%,钨1.50%-2.00%,硅0.12%-0.18%,碳酸钇1.30%-1.50%,锆镍合金4.00%-5.00%,高氮铬铁4.32%-5.40%,锐钛矿0.90%-1.00%,莫来石1.10%-1.20%,余量为铁。
12.优选地,所述的外皮为s32205双相不锈钢钢带,以质量分数计,s32205双相不锈钢钢带包括如下组分:铬21.0%-23.0%,镍4.5%-6.5%,钼2.5%-3.5%,氮0.08%-0.20%,余量为铁和杂质。进一步优选,s32205双相不锈钢钢带包括如下组分:铬22.0%,镍5.0%,钼3.5%,氮0.20%,余量为铁和杂质。
13.优选地,药芯粉末占焊丝总质量的24%-30%,所述的药芯焊丝的直径为1.2-1.6mm。
14.优选地,所述的锆镍合金中锆的质量分数为70%,高氮铬铁中氮的质量分数为10%,铬的质量分数为65%。
15.优选地,所述的药芯焊丝中cr含量为24.95%-29.45%,ni含量为5.00%-9.00%。所述的药芯粉末中各组分的粒径大于60目。
16.本发明还保护上述用于叶轮增材修复的超级双相不锈钢药芯焊丝的制备方法,包括如下步骤:
17.s1、根据超级双相不锈钢叶轮制造所采用的不同型号超级双相不锈钢的化学成分,按照所需比例称取目数高于60目的药芯粉末的各组分,将称量好的药芯粉末各组分置于球磨罐中,在氩气保护下,150-240r/min的转速下球磨2-4h,然后过60目筛进一步筛分,以防止粉末结块,最终得到混合均匀的药芯粉末,使锆镍合金粉、高氮铬铁粉、碳酸钇等成分均匀弥散分布于其他药芯粉末组分中;
18.s2、先将清洗干燥后的外皮通过成型轧辊加工成u型槽,然后将步骤s1所得到的药芯粉末加入到u型槽中,进一步轧成管状,再经多道拉拨后得到所需直径的药芯焊丝。
19.优选地,所述的外皮为s32205双相不锈钢钢带,所述的s32205双相不锈钢钢带宽度为8-12mm,厚度为0.4-0.6mm。进一步优选s32205双相不锈钢钢带宽度为12mm,厚度为0.6mm。
20.本发明还保护上述超级双相不锈钢药芯焊丝在叶轮增材修复中的应用。可通过制得的药芯焊丝为修复材料,对叶轮的缺损部位进行电弧增材修复。叶轮制造所采用的超级双相不锈钢型号为s32750或s32760。
21.与现有技术相比,本发明的有益效果是:
22.1、增材修复过程中,药芯焊丝所添加的碳酸钇组分发生分解,生成氧化钇和二氧化碳,其中二氧化碳气体协助保护熔池,防止空气侵入;而氧化钇可以增加针状铁素体的含量,改善夹杂物的形状、大小、形状,促进形成氮化物间隙相,改善修复部位的低温冲击韧性。此外,药芯焊丝包含的锆镍合金粉、高氮铬铁粉两种合金成分分别提供锆(zr)元素和氮(n)元素。稀土元素钇(y)可促进zr元素与n元素原位发生反应生成zrn。zrn均匀弥散分布于修复基体中,可以作为形核质点细化晶粒,增强修复部位的力学性能,如抗疲劳、抗冲蚀性能;并且锆元素可以稳定氮元素,避免氮元素与铬元素反应形成氮化铬化合物而消耗合金元素铬,进一步提高修复部位的抗晶间腐蚀能力。
23.2、基于药芯焊丝中药芯粉末成分改动的灵活性,可以根据需要修复的叶轮的材质及实际操作过程的信息反馈进行焊丝合金元素成分调节,实现高效可靠保质的缺损修复,例如电弧增材修复过程中,修复部位的热积累可能导致生成的奥氏体相占比较多,通过在药芯焊丝中增大cr含量,降低ni含量,一方面降低了焊丝生产成本,另一方面也改善了基体中奥氏体相和铁素体相的比例。
24.3、添加的钨成分是形成和稳定铁素体相的元素,可以调节修复部位的奥氏体相与铁素体相的比例;此外,钨的添加进一步提高了修复部位的耐缝隙腐蚀性能,也降低了修复部位中温脆化倾向。
25.4、添加的锐钛矿,其主要成分为tio2,而莫来石的主要成分为3al2o3·
2sio2,这两
者可以使增材修复过程中焊弧稳定,改善脱渣性,减少飞溅。
具体实施方式
26.以下实施例是对本发明的进一步说明,而不是对本发明的限制。除特别说明,本发明使用的设备为本技术领域常规市购产品。
27.实施例1
28.一种用于叶轮增材修复的超级双相不锈钢药芯焊丝,采用s32205双相钢带(化学成分质量分数为:22.0%cr,5.0%ni,3.5%mo,0.20%n,余量为铁及杂质)为外皮,外皮宽度为12mm,厚度为0.6mm;药芯粉末填充量(药芯粉末占焊丝总质量的百分数)为30%;药芯焊丝直径为1.6mm。超级双相不锈钢叶轮制造所采用的超级双相不锈钢型号为s32750。以质量分数计,药芯粉末由如下组分组成:铬6.04%,镍1.30%,钼0.84%,钨1.50%,硅0.12%,碳酸钇1.30%,锆镍合金粉(含70.00%zr)4.00%,高氮铬铁(含10.0%n,65%cr)4.32%,锐钛矿0.90%,莫来石1.10%,余量为fe。该药芯焊丝中cr含量为24.95%,ni含量为6.00%。
29.药芯焊丝的制备步骤,具体如下:
30.s1、按照上述比例称取目数高于60目的药芯粉末。将称量好的药芯粉末置于球磨罐中,在氩气保护下,在150r/min的转速下球磨4h,然后过60目筛进一步筛分,以防止粉末结块,最终得到锆镍合金粉、高氮铬铁粉、碳酸钇等成分均匀弥散分布于其他药芯粉末组分的混合粉末。
31.s2:先将清洗干燥后的s32205钢带通过成型轧锟加工成u型槽,然后将步骤s1所得到的混合粉末按照30%的填充率加入到u型槽中,进一步轧成管状,再经多道拉拨后得到直径为1.6mm的药芯焊丝。
32.s3、采用步骤s2所制得的药芯焊丝为修复材料,对叶轮的缺损部位进行电弧增材修复。
33.实施例2
34.一种用于叶轮增材修复的超级双相不锈钢药芯焊丝,采用s32205双相钢带(化学成分质量分数为:22.0%cr,5.0%ni,3.5%mo,0.20%n,余量为铁及杂质)为外皮,外皮宽度为12mm,厚度为0.6mm;药粉填充量(药芯粉末占焊丝总质量的百分数)为30%;药芯焊丝直径为1.6mm。超级双相不锈钢叶轮制造所采用的超级双相不锈钢型号为s32750。以质量分数计,药芯粉末由如下组分组成:铬6.04%,镍4.30%,钼0.84%,钨1.50%,硅0.12%,碳酸钇1.30%,锆镍合金粉(含70.00%zr)4.00%,高氮铬铁(含10.0%n,65%cr)4.32%,锐钛矿0.90%,莫来石1.10%,余量为fe。该药芯焊丝中cr含量为24.95%,ni含量为9.00%。
35.药芯焊丝的制备步骤同实施例1。
36.实施例3
37.一种用于叶轮增材修复的超级双相不锈钢药芯焊丝,采用s32205双相钢带(化学成分质量分数为:22.0%cr,5.0%ni,3.5%mo,0.20%n,余量为铁及杂质)为外皮,外皮宽度为12mm,厚度为0.6mm;药粉填充量(药芯粉末占焊丝总质量的百分数)为30%;药芯焊丝直径为1.6mm。超级双相不锈钢叶轮制造所采用的超级双相不锈钢型号为s32750。以质量分数计,药芯粉末由如下组分组成:铬11.24%,镍0.30%,钼0.84%,钨1.50%,硅0.12%,碳
酸钇1.30%,锆镍合金粉(含70.00%zr)4.00%,高氮铬铁(含10.0%n,65%cr)4.32%,锐钛矿0.90%,莫来石1.10%,余量为fe。该药芯焊丝中cr含量为29.45%,ni含量为5.00%。
38.药芯焊丝的制备步骤同实施例1。
39.实施例4
40.一种用于叶轮增材修复的超级双相不锈钢药芯焊丝,采用s32205双相钢带(化学成分质量分数为:22.0%cr,5.0%ni,3.5%mo,0.20%n,余量为铁及杂质)为外皮,外皮宽度为12mm,厚度为0.6mm;药粉填充量(药芯粉末占焊丝总质量的百分数)为30%;药芯焊丝直径为1.6mm。超级双相不锈钢叶轮制造所采用的超级双相不锈钢型号为s32750。以质量分数计,药芯粉末由如下组分组成:铬6.04%,镍1.00%,钼1.08%,钨2.00%,硅0.12%,碳酸钇1.30%,锆镍合金粉(含70.00%zr)5.00%,高氮铬铁(含10.0%n,65%cr)5.40%,锐钛矿0.90%,莫来石1.10%,余量为fe。该药芯焊丝中cr含量为24.95%,ni含量为6.00%。
41.药芯焊丝的制备步骤同实施例1。
42.实施例5
43.一种用于叶轮增材修复的超级双相不锈钢药芯焊丝,采用s32205双相钢带(化学成分质量分数为:22.0%cr,5.0%ni,3.5%mo,0.20%n,余量为铁及杂质)为外皮,外皮宽度为12mm,厚度为0.6mm;药粉填充量(药芯粉末占焊丝总质量的百分数)为24%;药芯焊丝直径为1.2mm。超级双相不锈钢叶轮制造所采用的超级双相不锈钢型号为s32750。以质量分数计,药芯粉末由如下组分组成:铬7.56%,镍3.00%,钼0.72%,钨1.70%,硅0.15%,碳酸钇1.00%,锆镍合金粉(含70.00%zr)3.34%,锆镍合金粉(含70.00%zr)3.60%,锐钛矿0.80%,莫来石1.00%,余量为fe。该药芯焊丝中cr含量为26.62%,ni含量为7.80%。
44.药芯焊丝的制备步骤,具体如下:
45.s1、按照上述比例称取目数高于60目的药芯粉末。将称量好的药芯粉末置于球磨罐中,在氩气保护下,在240r/min的转速下球磨2h,然后过60目筛进一步筛分,以防止粉末结块,最终得到锆镍合金粉、高氮铬铁粉、碳酸钇等成分均匀弥散分布于其他药芯粉末组分的混合粉末。
46.s2:先将清洗干燥后的s32205钢带通过成型轧锟加工成u型槽,然后将步骤s1所得到的混合粉末按照24%的填充率加入到u型槽中,进一步轧成管状,再经多道拉拨后得到直径为1.2mm的药芯焊丝。
47.s3、采用步骤s2所制得的药芯焊丝为修复材料,对叶轮的缺损部位进行电弧增材修复。
48.实施例6
49.一种用于叶轮增材修复的超级双相不锈钢药芯焊丝,采用s32205双相钢带(化学成分质量分数为:22.0%cr,5.0%ni,3.5%mo,0.20%n,余量为铁及杂质)为外皮,外皮宽度为12mm,厚度为0.6mm;药粉填充量为28%;药芯焊丝直径为1.4mm。超级双相不锈钢叶轮制造所采用的超级双相不锈钢型号为s32750。以质量分数计,药芯粉末由如下组分组成:铬9.00%,镍0.90%,钼1.08%,钨2.00%,硅0.18%,碳酸钇1.50%,锆镍合金粉(含70.00%zr)5.00%,高氮铬铁(含10.0%n,65%cr)5.40%,锐钛矿1.00%,莫来石1.20%,余量为fe。该药芯焊丝中cr含量为28.35%,ni含量为6.00%。
50.药芯焊丝的制备步骤,具体如下:
51.s1、按照上述比例称取目数高于60目的药芯粉末。将称量好的药芯粉末置于球磨罐中,在氩气保护下,在200r/min的转速下球磨3h,然后过60目筛进一步筛分,以防止粉末结块。最终得到锆镍合金粉、高氮铬铁粉、碳酸钇等成分均匀弥散分布于其他药芯粉末组分的混合粉末。
52.s2:先将清洗干燥后的s32205钢带通过成型轧锟加工成u型槽,然后将步骤s1所得到的混合粉末按照28%的填充率加入到u型槽中,进一步轧成管状,再经多道拉拨后得到直径为1.4mm的药芯焊丝。
53.s3、采用步骤s2所制得的药芯焊丝为修复材料,对叶轮的缺损部位进行电弧增材修复。
54.实施例7
55.与实施例6相同,不同之处在于:超级双相不锈钢叶轮制造所采用的超级双相不锈钢型号为s32760。
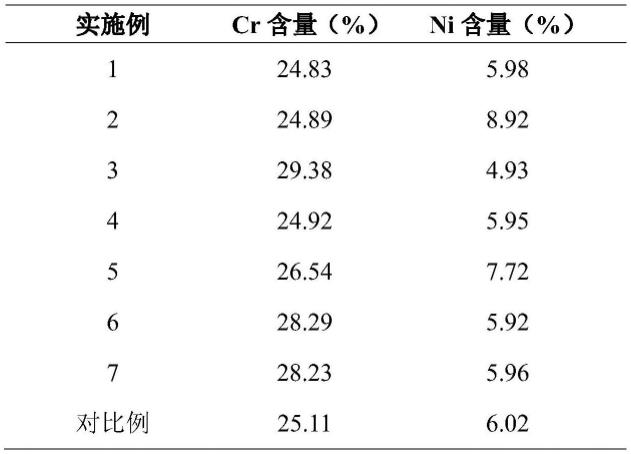
56.分别对本实施例1-7制备的适用于叶轮增材修复用的超级双相不锈钢药芯焊丝,采用电弧增材制造设备在具有大面积缺损的相应超级双相不锈钢型号基板上进行cmt电弧增材修复,焊接热输入量为0.50kj/mm,惰性保护气体为98%ar+2%co2,流速为15l/min。采用icp-aes法对修复部位进行化学成分分析,以s32750超级双相不锈钢铸造板材为对比例,cr和ni的含量测试结果如下表1所示。此外,对修复部位的性能进行测试,其机械性能测试方法参考gb/t 39254-2020《增材制造金属制件机械性能评价通则》、铁素体含量及耐腐蚀性能测试方法参考按照gb/t 17853-2018《不锈钢药芯焊丝》。以s32750超级双相不锈钢铸造板材为对比实施例,测试结果如下表2所示。
57.表1各实施例修复部位中cr和ni含量测试结果
[0058][0059]
表2各实施例修复部位性能测试结果
[0060][0061]
结合表1和表2得出,本发明制备的超级双相不锈钢药芯焊丝,可对缺损部位进行高效可靠保质的修复,且对于不同材质的缺损超级双相不锈钢的修复效果相似。
[0062]
以上仅是本发明的优选实施方式,应当指出的是,上述优选实施方式不应视为对本发明的限制,本发明的保护范围应当以权利要求所限定的范围为准。对于本技术领域的普通技术人员来说,在不脱离本发明的精神和范围内,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1