一种复杂零件关键特征参数的测头在机测量方法
1.本发明属于加工-测量一体化技术领域,特别涉及一种复杂零件关键特征参数的测头在机测量方法。
背景技术:
2.随着制造业的快速发展,对切削加工过程少人甚至无人干预的要求越来越高。在对精度要求高的零件加工时,需要在精加工工序间和工序后进行在机检测,判断是否超差、过切,保证工序质量,但这部分工作会占用机床开机时间,降低加工效率。因此减少人工干预、提高加工过程的自动化程度,从而提高加工质量、改善检验水平、加快生产效率是目前我国制造业面临的重要挑战。
3.目前对工件进行质量检测主要有三种方式:第一种是人工测量,该方法是指工人用卡尺、千分表进行手动测量,测量过程较快,但是其测量精度较低,并且需要机床停机,会占用机床开机时间,仅能对一些简单的零件特征进行测量;第二种是三坐标测量机测量,该方法精度高,不占用机床的开机时间,但是需反复拆卸工件,耗时较多,同时也会引起装夹误差和装夹变形;第三种是测头在机测量,该方法利用机床自身的运动系统代替了三坐标测量机的运动轴,理论上来说在机测量是完全可以胜任复杂工件的测量需求,它也省去了工件多次装夹,测量效率上也会提高很多。
4.目前,从国外的应用来看,有学者已经将在机测系统引入自己的加工中心,加工耗时大大缩短,测量精度也可以保证。国内的在机测量技术发展普遍比较落后,应用也比较狭隘,有些机床安装了测头,但是使用时也仅仅用来对刀,而不用于测量零件特征;除此之外,测头使用时往往是通过手摇手轮的方式进行移动,仅仅利用了测头的感应功能,自动化程度非常低。因此,开发实用的在机测量系统,特别是复杂零件测量程序自动生成和特征参数计算就显得尤为迫切。
技术实现要素:
5.为了克服上述现有技术的缺点,本发明的目的在于提出了一种复杂零件关键特征参数的测头在机测量方法,能够实现复杂零件关键特征的尺寸参数和误差参数的测头在机快速测量,具有较好的可操作性和适用性,便于在企业加工现场进行应用。
6.为了达到上述目的,本发明采取的技术方案为:
7.一种复杂零件关键特征参数的测头在机测量方法,包括以下步骤:
8.步骤1)针对复杂零件不同区域和多个特征,首先确定单个测点接触路径规划,然后规划单个特征内的测量路径,接着再规划多个特征间的测量路径,最后连接出最优的整体测量路径;
9.步骤2)由测量程序测量得到标记点的实测点坐标值,进而计算关键特征参数,关键特征参数包括特征参数和误差参数;特征参数包括孔径、孔距等孔特征参数,壁高和壁厚等薄壁特征参数,以及腹板厚度特征参数;误差参数包括尺寸误差、孔同轴度误差、孔垂直
度误差、面平面度误差、面轮廓度误差;
10.步骤3)通过catia caa二次开发成catia的一个模块,借助catia的cad内核,开发出测点标记、测量轨迹生成、测量仿真、测量程序生成、数据读入、误差计算、特征参数计算等功能模块,形成在机测量系统;
11.步骤4)在测量规划阶段,首先在软件平台进行测点标记,然后生成测量轨迹,并导出测量程序;接着,在机床上进行实际测量;最后,将测量结果导入在机测量系统,进行特征参数计算和显示。
12.所述的步骤1)的具体过程为:
13.1.1)单个测点接触路径规划:
14.测头在接触测点前降速,测头触发后返回到该点再加快速度,这个点即是换速点;
15.测头接触工件的点是接触点,接触点是在cad模型上标注的位置,在标记测点的滞后位置定义一个偏移点,以此点作为实际测头要接触的测点;
16.编写测量程序时以此偏移点的坐标作为测量点,最终,单个测点的接触路径就是在起测点ps减速,打开测头触发开关,测头沿测点法线方向进给,在实际接触点pc停止,然后加速回到起测点;
17.1.2)特征内测点间路径规划:
18.单个特征内测点间路径需根据测点具体分布进行规划,在特征内测点间的移动时不考虑干涉,只有测点数量的区别,因此特征内的路径在确定后固定下来,每次在规划相同特征的路径时,直接应用,不需要重新规划;每个特征规划时先以最小测量点数进行规划,然后根据测点数量复制路径即可;
19.1.2.1)孔径测量路径规划:
20.单个孔特征的孔径测量时,测点需在同一个平面上,至少需要3个测点才能测出孔径;单个测点路径固定后,只需要在测点中选择一个入口,即测头从安全平面进入孔径的位置,然后其余测点按照顺序测量即可,最后一个测点的起测位置定义为出口,测头从出口位置退出特征到安全平面;
21.1.2.2)孔距测量路径规划:
22.孔距的测量需要求得两个孔的圆心坐标,若要确定每个孔的圆心,则每个孔至少需要3个测点,因此孔距测量时分成两个孔的孔径进行规划路径,在测完一个孔后退出到安全平面的轨迹,且测量孔距时要保证两个孔的孔截面是同一个平面;
23.1.2.3)孔垂直度测量路径规划:
24.孔垂直度测量时需要测出孔的轴线,因此孔内至少选择两个孔截面,测出两个截面的圆心即获得轴线,因此两个截面同样按照孔径测量规划路径,每个截面至少3个点;另外需要测出基面,根据面方程知需要至少3个点确定平面,取点时尽量保证测点分散;
25.1.2.4)薄壁壁厚和壁高测量路径规划:
26.采用最小二乘获取一个平面,并通过另一个面上的多个测点到该面距离的平均值来计算厚度或者高度,因此,平面上至少选取3个测点,且基准面上3个点尽量分散;
27.1.2.5)腹板厚度测量路径规划:
28.腹板厚度测量时,分隔两个平面的测量路径,每道路径都是一道单独的平面测量路径;
29.1.2.6)曲面测量路径规划:
30.曲面轮廓测量需要沿曲面方向标记测点,标记测点的数目取决于曲面的大小,至少要取两个截面进行标记;
31.1.3)特征间路径规划:
32.特征间路径看作为二维平面内的路径规划,二维平面内每个特征看作一个特征点,特征内路径规划本身已经不存在干涉,因此规划的依据就是找到特征间的最短测量路径,特征间路径的规划转化为tsp问题,其最短路径表示如下:
[0033][0034]
式中:t为时间;i,j和s为路径上的点;为t时刻点i和点j路径上的信息素;为t时刻点i和点j的启发式因子;α为τ相对重要程度;β为η相对重要程度;allowedk为t时刻蚂蚁k所能选择的点集合;
[0035]
从工件中含有的全部特征在空间中的分布特点进行分析,将所有需要测量的特征用圆圈进行标记,将这些标记投影到平面上,该平面即是测头在安全平面上需要经过的特征点;对标记的特征点使用蚁群算法优化,得到特征间的最短路径;
[0036]
1.4)整体测量路径规划:
[0037]
用特征间路径将多个单一特征内的路径串联起来,即获得整体测量路径。
[0038]
所述的步骤2)的具体过程为:
[0039]
2.1)孔特征参数的计算:
[0040]
(1)孔径的计算:
[0041]
孔径由所有测点到圆心的距离的平均值计算获得,如下式所示:
[0042][0043]
式中:n为测点数量;(xi,yi)是第i个测点的坐标;(x0,y0)是空圆心坐标;
[0044]
(2)孔距的计算:
[0045]
在孔径计算的基础上,求两个孔截面圆心的距离,两个孔的截面圆应在同一个平面内;假设两个圆心坐标分别为(x
01
,y
01
,z
01
),(x
02
,y
02
,z
02
),根据距离公式求得两个圆心之间的距离;
[0046][0047]
2.2)薄壁特征参数的计算:
[0048]
薄壁特征中需要测量壁高和壁厚,这两个参数的计算方法相同,首先通过坐标确定一个面的方程,然后通过点到面的距离计算第二个面上的点到第一个面的距离,获得多点距离的平均值即为薄壁特征壁高和壁厚的参数,如下式所示;
[0049]
[0050]
式中:(xi,yi,zi)为第i个测点的坐标;n为测点数量;(a,b,c,d)为第一个平面方程ax+by+cz+d=0的系数;
[0051]
2.3)腹板特征参数的计算:
[0052]
在测量腹板厚度时,需要在两个工位测量完成后分别对测量点进行坐标变换,将其转换到工件坐标系下面,转换完成后参照薄壁的计算方法,得腹板厚度计算公式如下:
[0053][0054]
式中:dj为第i个测点的厚度参数,参见(4)式;nj为测点数量;
[0055]
2.4)特征厚度的尺寸误差的计算:
[0056]
在获得零件特征的尺寸厚度测量值之后,将其与设计值做差,即获得尺寸误差,如下式所示;
[0057]el
=l
m-l0ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(6)
[0058]
式中:lm是测量值;l0是设计值;
[0059]
2.5)孔同轴度误差参数的计算:
[0060]
在孔不同截面处进行孔径测量,获得nk个截面圆的圆心坐标(x
c,k
,x
c,k
,x
c,k
),再根据多个截面圆的圆心计算孔的轴线z=cax+cay+ca,然后计算每个截面圆的圆心到这条直线的距离d
c,k
,最后计算其的平均值,即为同轴度误差,计算公式如下;
[0061][0062]
2.6)孔垂直度误差参数的计算:
[0063]
根据垂直度的定义,设基准面方程为测量点pi(xi,yi,zi)沿法向方向对基准断面的平局偏差即为孔垂直度误差,计算公式如下;
[0064][0065]
式中:ni为测点点数;i为测点编号;(xi,yi,zi)为第i个测点的坐标;(va,vb,vc)为基准面方程的系数;
[0066]
2.7)面平面度误差的计算:
[0067]
通过测量获得实际工件平面上的点的坐标为pi(xi,yi,zi),通过最小二乘法求得ni个测点的平面方程为z=pax+pby+pc,进而计算出实际工件平面与测点的最小方差如下:
[0068][0069]
式中:(pa,pb,pc)为测点平面方程的系数;
[0070]
2.8)面轮廓度误差的计算:
[0071]
通过测量获得实际工件平面上的点的坐标为pi(xi,yi,zi),并计算其与设计面的距离di,进而通过下式计算面的轮廓度误差:
[0072][0073]
所述的步骤3)的具体过程为:
[0074]
3.1)在测量规划阶段进行测点标记和路径生成,然后在机床上进行实际的测头测量,最后将测量数据导入测量系统软件,进行关键特征参数计算和显示;
[0075]
3.2)测点标记模块:
[0076]
测点标记模块以特征和参数两个选项进行分级嵌套,特征为第一级,参数为第二级;特征有孔、薄壁、筋、立柱、耳片、弧面,每个特征需要测量的参数不同,标记测点的时候特征为单选,但是参数可以多选,最后的效果就是特征包括需要测量的参数;不同的测量参数有不同的测点数量,因此需要单独分析不同的参数组合需要的测点数量以及标记测点的位置顺序,需要在每次标记测点的时候给出提示;在操作逻辑方面,选择特征之后,特征所能测量的参数处于启用状态,其余处于禁用状态,然后标记测点按钮处于启用状态,而添加按钮处于禁用状态,点击标记测点按钮之后,提示给出标记的测点数量,并且将标记测点按钮置于禁用状态,标记完成后添加按钮正常操作,但是标记测点按钮不可点击,只有将本次标记的测点添加进入测点列表,才能进行下一组的操作,右侧列表框会给出标记的特征、匹配的参数以及标记的数量信息;
[0077]
3.3)测量轨迹生成模块:
[0078]
测量轨迹生成模块分成两个部分,对于特征内的路径已经固定,在测点标记部分完成后,特征内的路径已经生成,测量轨迹生成模块重点是指定抬刀位置和生成特征间的路径,图中法矢信息用于在cad模型中展示测点相对于所在面的法矢信息,安全平面按钮即是指定抬刀的高度,测量轨迹按钮用于生成最终的测量轨迹,生成的轨迹会展示在cad模型中;在轨迹生成中会自动生成起测点和偏移点,起测点会显示在cad模型中,起测点也是测量中的变速点,偏移点并不会展示在cad模型中,但是通过窗口右侧的列表框中看到;
[0079]
3.4)测量仿真模块:
[0080]
测量仿真模块是在cad模型中模拟测量过程,测头同样是catia中的part类型数模,在仿真的过程中能随时暂停和停止,如果在运动过程中测头与工件产生了碰撞,仿真会自动停止;利用catia中的体积碰撞进行干涉的判断,干涉处的坐标会直接记录下来,在窗口显示;
[0081]
3.5)测量程序生成模块:
[0082]
测量程序生成模块首先考虑余量的设置,针对工序间的测量,针对每道工序设置对应的余量来生成不同工序中测点的实际位置;原理是测点相对于其所处平面沿法矢方向进行移动,移动的距离取决于本道工序设置的余量;第二个重点设置的参数就是坐标系的设置,设置的坐标系就是测量坐标系,测量程序中的测点位置会根据设置的坐标系进行坐标变换,生成的测量程序也就是变换好坐标的程序;窗口中的程序头和程序尾已设定默认值,由工艺人员进行更改,工艺人员通过程序尾自己调整测量程序位置,程序头用于设置测头更换以及测量速度等信息;生成的测量程序展示在窗口的右侧,将文件以txt文件类型保存到本地;
[0083]
3.6)数据读入模块:
[0084]
数据读入模块是将实际测得坐标信息读入测量系统,读入的文件类型为xls和xlsx,测点显示按钮将测量的测点显示在cad模型中,界面的右侧展示实测点的坐标信息;
[0085]
3.7)误差计算模块:
[0086]
误差计算模块用于计算实测点与理想测点之间的偏差,具体则是实测点与应属平
面之间的距离,通过距离判断是否有超差,误差的结果会显示在窗口的右侧列表框中,并且将误差标记在cad模型中;如果制定了误差上限,通过误差大小判断哪里有超差;
[0087]
3.8)特征参数计算模块:
[0088]
特征参数计算模块用于计算需要测量的尺寸,在特征标记模块时已经预先规定了需要计算的特征参数的值,根据上述的特征计算方法,将算法翻译成代码写入后台,输入值是实测的坐标点,输出是计算处的特征参数值。
[0089]
所述的步骤4)的具体过程为:
[0090]
4.1)在工件数模上标记测点:
[0091]
使用软件进行标记的时候,要在catia的product环境下进行测点标记操作,软件对于工件的索引是从product级进行的;标记测点需要提前获取测头的信息,并且需要提前设置测量距离和偏移距离,在标记测点时就即时生成单个特征参数测点和与其相关的偏移点以及起测点的信息;标记测点时首先选择需要标记的特征,再选择特征测量的参数,然后点击标记测点按钮,即在模型上进行测点的标记,孔之外的特征即是在面上进行标记,需要设置测点数量进行手动点选;
[0092]
4.2)生成测量轨迹:
[0093]
生成测量轨迹直接生成整个测量轨迹,单个特征内部和多个特征间的测量轨迹在后台程序计算完成后会直接通过直线和箭头在数模上显示;测量轨迹中一个重要的步骤就是设置抬刀高度,抬刀高度通过选择提前设置好的安全平面距离来完成;
[0094]
4.3)生成测量程序:
[0095]
测量程序中需要设置余量,工序不同,余量也不同,通过设置生成多道工序的测量程序;另外需要设置测量坐标系,测量坐标系应与加工坐标系保持一致;转移速度和测量速度进行自定义,转移速度加快减少测量时间,测量速度降低提高测量精度;测点文件名是为了在数控中自动获取测量点坐标设置的文件名,程序头和程序尾自定义进行修改,点击生成测量程序即获得txt文件;
[0096]
4.4)机床测头在机测量:
[0097]
在机床上进行实际测量时,先在数控系统界面打开测量程序,如果是在工序中进行测量,直接运行测量程序;在测量完成后,生成有一个测点坐标的子程序文件,该文件中包含了所有的测量点坐标,用于直接查看或者后续计算特征参数;
[0098]
4.5)后处理计算特征参数和误差参数:
[0099]
将获取的坐标文件导入到软件中,在误差分析模块进行计算特征参数和误差参数,并会将计算的结果显示在数模窗口上。
[0100]
本发明的有益效果为:
[0101]
(1)本发明提出了一种复杂零件关键特征参数的测头在机测量方法,具有较好的适用性,可实现复杂零件特征的在机自动化测量。
[0102]
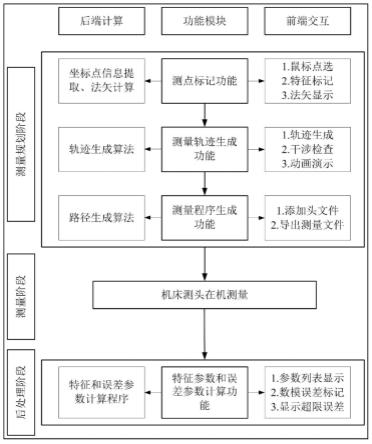
(2)本发明具有测点标记、测量轨迹生成、测量程序生成、特征参数计算、测量过程运动仿真、干涉检查、数据显示等功能,能系统性地解决测头在机测量难题。
[0103]
(3)本发明可实现复杂零件多类特征参数和误差参数的测量、计算和显示,其中特征参数包括孔径、孔距等孔特征参数,壁高和壁厚等薄壁特征参数,以及腹板厚度特征参数,误差参数包括尺寸误差、孔同轴度误差、孔垂直度误差、面平面度误差和面轮廓度。
[0104]
(4)本发明在测量路径生成时,对单个特征内部轨迹和多个特征间轨迹进行分步生成,并对整体测量路径进行了优化,最终能获得全局最短路径,提高测量效率。
[0105]
(5)本发明与现有的商用catia软件具有较好的兼容性,能实现任意复杂零件数模的导入,测量程序的导出,和机床实际测量数据的导入,可在工艺人员计算机上进行部署,操作具有流程化和规范化,便于在企业应用。
附图说明
[0106]
图1为单个测点接触路径规划。
[0107]
图2为单个特征内测量路径规划流程。
[0108]
图3为孔径测量路径。
[0109]
图4为孔距测量路径。
[0110]
图5为孔垂直度测量路径。
[0111]
图6为薄壁壁厚和壁高测量路径,其中(a)为壁厚测量路径;(b)为壁高测量路径。
[0112]
图7为腹板厚度测量路径。
[0113]
图8为曲面轮廓测量路径。
[0114]
图9为特征间路径规划示意图,其中(a)为工件上多个测量特征点;(b)为蚁群算法优化后最短测量路径。
[0115]
图10为零件上的整体测量路径。
[0116]
图11为测头在机测量系统的功能架构。
[0117]
图12为测点标记模块,其中(a)为测定标记模块软件界面;(b)为测点标记效果。
[0118]
图13为测量轨迹生成模块,其中(a)为测量轨迹生成模块软件界面;(b)为测量轨迹生成效果。
[0119]
图14为测量仿真模块,其中(a)为测量仿真模块软件界面;(b)为测量仿真效果。
[0120]
图15为测量程序生成模块软件界面。
[0121]
图16为数据读入模块,其中(a)为数据读入模块软件界面;(b)为数据读入显示效果。
[0122]
图17为误差计算模块,(a)误差计算模块软件界面;(b)误差计算显示效果。
[0123]
图18为特征参数计算模块软件界面。
具体实施方式
[0124]
下面结合附图和实施例对本发明做详细描述。
[0125]
一种复杂零件关键特征参数的测头在机测量方法,包括以下步骤:
[0126]
步骤1)针对复杂零件不同区域和多个特征,首先确定单个测点接触路径规划,然后规划单个特征内的测量路径,接着再规划多个特征间的测量路径,最后连接出最优的整体测量路径;
[0127]
1.1)单个测点接触路径规划:
[0128]
测头接触工件时速度过快有可能发生碰撞,导致损坏测头,而在测点间进行移动时又需要有较高的速度以保证测量的效率,因此需要在接触测点前降速,测头触发后返回到该点再加快速度,这个点即是换速点;
[0129]
测头接触工件的点是接触点,接触点是在cad模型上标注的位置,然而实际加工中在工件上的位置可能提前或者滞后,测头只有在触发后才会自动返回并记录出发位置测球中心点坐标,因此为保证测头能够触发,在标记测点的滞后位置定义一个偏移点,以此点作为实际测头要接触的测点;
[0130]
如图1所示,编写测量程序时以此偏移点的坐标作为测量点,最终,单个测点的接触路径就是在起测点ps减速,打开测头触发开关,测头沿测点法线方向进给,在实际接触点pc停止,然后加速回到起测点;
[0131]
1.2)特征内测点间路径规划:
[0132]
单个特征内测点间路径需根据测点具体分布进行规划,在特征内测点间的移动时不考虑干涉,只有测点数量的区别,因此特征内的路径在确定后固定下来,每次在规划相同特征的路径时,直接应用,不需要重新规划;每个特征规划时先以最小测量点数进行规划,然后根据测点数量复制路径即可,因此,单个特征内测量路径规划流程可以表示为图2所示;
[0133]
1.2.1)孔径测量路径规划:
[0134]
单个孔特征的孔径测量时,测点需在同一个平面上,至少需要3个测点才能测出孔径;单个测点路径固定后,只需要在测点中选择一个入口,即测头从安全平面进入孔径的位置,然后其余测点按照顺序测量即可,最后一个测点的起测位置定义为出口,测头从出口位置退出特征到安全平面,如图3所示;
[0135]
1.2.2)孔距测量路径规划:
[0136]
如图4所示,孔距的测量需要求得两个孔的圆心坐标,若要确定每个孔的圆心,则每个孔至少需要3个测点,因此孔距测量时分成两个孔的孔径进行规划路径,从孔距测量看出在测完一个孔后退出到安全平面的轨迹,且测量孔距时要保证两个孔的孔截面是同一个平面;
[0137]
1.2.3)孔垂直度测量路径规划:
[0138]
孔垂直度测量时需要测出孔的轴线,因此孔内至少选择两个孔截面,测出两个截面的圆心即获得轴线,因此两个截面同样按照孔径测量规划路径,每个截面至少3个点;另外需要测出基面,根据面方程知需要至少3个点确定平面,取点时尽量保证测点分散,可得孔垂直度的测量路径如图5所示;
[0139]
1.2.4)薄壁壁厚和壁高测量路径规划:
[0140]
如图6所示,薄壁厚度和高度是两个通常要测的特征参数,从理论上来说这两个参数测量仅仅需要计算两个测点沿厚度或高度方向的距离,但是考虑到测量精度,采用最小二乘获取一个平面,并通过另一个面上的多个测点到该面距离的平均值来计算厚度或者高度,因此,平面上至少选取3个测点,且基准面上3个点尽量分散,特别是测量高度的时候;
[0141]
1.2.5)腹板厚度测量路径规划:
[0142]
腹板厚度测量时,如果只从参数计算的角度看和薄壁厚度测量的路径是相同的,但是由于腹板上两个面并不处于同一个工位,不能一次测出两个平面,因此需要分隔两个平面的测量路径,每道路径都是一道单独的平面测量路径,如图7所示;
[0143]
1.2.6)曲面测量路径规划:
[0144]
曲面轮廓测量需要沿曲面方向标记测点,标记测点的数目取决于曲面的大小,为
了测得比较准确的曲面误差,至少要取两个截面进行标记,如图8所示;
[0145]
1.3)特征间路径规划:
[0146]
特征间路径可以看作为二维平面内的路径规划,二维平面内每个特征可以看作一个特征点,特征内路径规划本身已经不存在干涉,因此规划的依据就是找到特征间的最短测量路径,特征间路径的规划可以转化为tsp问题,tsp问题的描述是找到一条可以使旅行商一次经过所有城市,并回到开始城市的最短路线,其最短路径可表示如下:
[0147][0148]
式中:t为时间;i,j和s为路径上的点;为t时刻点i和点j路径上的信息素;为t时刻点i和点j的启发式因子;α为τ相对重要程度;β为η相对重要程度;allowedk为t时刻蚂蚁k所能选择的点集合;
[0149]
从工件中含有的全部特征在空间中的分布特点进行分析,如图9(a)所示,将所有需要测量的特征用圆圈进行标记,将图示中的这些标记投影到平面上,该平面即是测头在安全平面上需要经过的特征点。对标记的特征点使用蚁群算法优化,得到特征间的最短路径如图9(b)所示;
[0150]
1.4)整体测量路径规划:
[0151]
用特征间路径将多个单一特征内的路径串联起来,即获得整体测量路径;如图10所示,是cad模型上规划的最终整体测量路径。
[0152]
步骤2)由测量程序测量得到标记点的实测点坐标值,进而计算关键特征参数,其中包括特征参数(孔径、孔距等孔特征参数,壁高和壁厚等薄壁特征参数,以及腹板厚度特征参数)和误差参数(尺寸误差、孔同轴度误差、孔垂直度误差、面平面度误差、面轮廓度误差);
[0153]
2.1)孔特征参数的计算:
[0154]
(1)孔径的计算:
[0155]
孔径可由所有测点到圆心的距离的平均值计算获得,如下式所示:
[0156][0157]
式中:n为测点数量;(xi,yi)是第i个测点的坐标;(x0,y0)是空圆心坐标;
[0158]
(2)孔距的计算:
[0159]
在孔径计算的基础上,求两个孔截面圆心的距离,需要注意的是两个空的截面圆应在同一个平面内;假设两个圆心坐标分别为(x
01
,y
01
,z
01
),(x
02
,y
02
,z
02
),根据距离公式可以求得两个圆心之间的距离;
[0160][0161]
2.2)薄壁特征参数的计算:
[0162]
薄壁特征中需要测量壁高和壁厚,这两个参数的计算方法是相同的,首先通过坐标确定一个面的方程,然后通过点到面的距离计算第二个面上的点到第一个面的距离,获
得多点距离的平均值即为薄壁特征壁高和壁厚的参数,如下式所示;
[0163][0164]
式中:(xi,yi,zi)为第i个测点的坐标;n为测点数量;(a,b,c,d)为第一个平面方程ax+by+cz+d=0的系数;
[0165]
2.3)腹板特征参数的计算:
[0166]
在测量腹板厚度时,由于在第一个工位加工时不能测量,只有第二个工位加工后才可以测量,工件在不同工位下的基准也不同,因此需要在两个工位测量完成后分别对测量点进行坐标变换,将其转换到工件坐标系下面,转换完成后参照薄壁的计算方法,可得腹板厚度计算公式如下;
[0167][0168]
式中:dj为第i个测点的厚度参数,参见(4)式;nj为测点数量;
[0169]
2.4)特征厚度的尺寸误差的计算:
[0170]
在获得零件特征的尺寸厚度测量值之后,将其与设计值做差,即可获得尺寸误差,如下式所示;
[0171]el
=l
m-l0ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(6)
[0172]
式中:lm是测量值;l0是设计值;
[0173]
2.5)孔同轴度误差参数的计算:
[0174]
在孔不同截面处进行孔径测量,获得nk个截面圆的圆心坐标(x
c,k
,x
c,k
,x
c,k
),再根据多个截面圆的圆心计算孔的轴线z=cax+cay+ca,然后计算每个截面圆的圆心到这条直线的距离d
c,k
,最后计算其的平均值,即为同轴度误差,计算公式如下;
[0175][0176]
2.6)孔垂直度误差参数的计算:
[0177]
根据垂直度的定义,设基准面方程为测量点pi(xi,yi,zi)沿法向方向对基准断面的平局偏差即为孔垂直度误差。计算公式如下;
[0178][0179]
式中:ni为测点点数;i为测点编号;(xi,yi,zi)为第i个测点的坐标;(va,vb,vc)为基准面方程的系数;
[0180]
2.7)面平面度误差的计算
[0181]
通过测量获得实际工件平面上的点的坐标为pi(xi,yi,zi),通过最小二乘法可以求得ni个测点的平面方程为z=pax+pby+pc,进而计算出该平面与测点的最小方差如下:
[0182][0183]
式中:(pa,pb,pc)为测点平面方程的系数;
[0184]
2.8)面轮廓度误差的计算:
[0185]
通过测量获得实际工件平面上的点的坐标为pi(xi,yi,zi),并计算其与设计面的距离di,进而通过下式计算面的轮廓度误差:
[0186][0187]
步骤3)通过catia caa二次开发成catia的一个模块,借助catia的cad内核,开发出测点标记、测量轨迹生成、测量仿真、测量程序生成、数据读入、误差计算、特征参数计算等功能模块,形成在机测量系统;
[0188]
3.1)测头在机测量系统的整体功能架构如图11所示,在测量规划阶段进行测点标记和路径生成,然后在机床上进行实际的测头测量,最后将测量数据导入测量系统软件,进行关键特征参数计算和显示;
[0189]
3.2)测点标记模块:
[0190]
测点标记模块以特征和参数两个选项进行分级嵌套,特征为第一级,参数为第二级,特征有孔、薄壁、筋、立柱、耳片、弧面,每个特征需要测量的参数不同,标记测点的时候特征为单选,但是参数可以多选,例如孔特征可以测量孔径、孔距和同轴度,最后的效果就是特征包括需要测量的参数;不同的测量参数有不同的测点数量,因此需要单独分析不同的参数组合需要的测点数量以及标记测点的位置顺序,需要在每次标记测点的时候给出提示;在操作逻辑方面,选择特征之后,特征所能测量的参数处于启用状态,其余处于禁用状态,然后标记测点按钮处于启用状态,而添加按钮处于禁用状态,点击标记测点按钮之后,提示给出标记的测点数量,并且将标记测点按钮置于禁用状态,标记完成后添加按钮可以正常操作,但是标记测点按钮不可点击,只有将本次标记的测点添加进入测点列表,才可进行下一组的操作,右侧列表框会给出标记的特征、匹配的参数以及标记的数量信息。测点标记模块软件界面和测点标记效果分别如图12(a)和(b)所示;
[0191]
3.3)测量轨迹生成模块:
[0192]
测量轨迹生成模块分成两个部分,对于特征内的路径已经固定,在测点标记部分完成后,特征内的路径已经生成,本模块重点是指定抬刀位置和生成特征间的路径,图中法矢信息用于在cad模型中展示测点相对于所在面的法矢信息,安全平面按钮即是指定抬刀的高度,测量轨迹按钮用于生成最终的测量轨迹,生成的轨迹会展示在cad模型中。在轨迹生成中会自动生成起测点和偏移点,起测点会显示在cad模型中,起测点也是测量中的变速点,偏移点是为防止因过切导致测头无法触碰到工件的情况,偏移点并不会展示在模型中,但是可以通过窗口右侧的列表框中看到;测量轨迹生成模块软件界面和测量轨迹生成效果分别如图13(a)和(b)所示;
[0193]
3.4)测量仿真模块:
[0194]
测量仿真模块主要是在cad模型中模拟测量过程,测头同样是catia中的part类型数模,用户可自己绘制;除此之外,在仿真的过程中可以随时暂停和停止,如果在运动过程中测头与工件产生了碰撞,仿真会自动停止。此处利用catia中的体积碰撞进行干涉的判断,干涉处的坐标会直接记录下来,在窗口显示。测量仿真模块软件界面和测量仿真效果分贝如图14(a)和(b)所示;
[0195]
3.5)测量程序生成模块
[0196]
测量程序生成模块首先考虑余量的设置,针对工序间的测量,cad模型并不能给出
粗加工或者半精后的模型,因此需要针对每道工序设置对应的余量来生成不同工序中测点的实际位置;原理是测点相对于其所处平面沿法矢方向进行移动,移动的距离取决于本道工序设置的余量;第二个重点设置的参数就是坐标系的设置,设置的坐标系就是测量坐标系,测量程序中的测点位置会根据设置的坐标系进行坐标变换,生成的测量程序也就是变换好坐标的程序。窗口中的程序头和程序尾已设定默认值,但是可以由工艺人员进行更改,原因是测量程序可能处于工序中也可能处于工序后,因此,工艺人员可以通过程序尾自己调整测量程序位置,程序头可用于设置测头更换以及测量速度等信息。生成的测量程序展示在窗口的右侧,检查无误可以将文件以txt文件类型保存到本地。测量程序生成模块软件界面如图15所示;
[0197]
测量程序的常用基本格式和代码注释如下:
[0198]
n10 g54 g90
[0199]
g01 f3000;%%定义初始速度,直线运动
[0200]
n20 t=ce m6;%%更换刀具为测头,可以自定义
[0201]
def int result;%%定义整形变量
[0202]
n30 x123.581 y79.1502 z20;%%移动至第一个测点上方的安全平面位置
[0203]
n40 x123.581 y79.1502 z-20;%%移动至第一个测点的起测点位置
[0204]
n50 meas=1g01 f200 x116.56 y82.9856 z-20;%%使用meas指令开启测头出发命令,meas值为1时,删除多预行程,测头触发后自动返回
[0205]
stopre;%%加入该命令,给时间用于读取触发数值
[0206]
n60 r1=$aa_mw[x]r2=$aa_mw[y]r3=$aa_mw[z];%%通过r变量暂存测头触发的数据值,$aa_mw[]用于读取主轴刀尖点的坐标
[0207]
write(result,"123",《《r[1]);%%通过write写指令将r变量的值写入名为“123”的子程序文件中,该文件与测量程序文件处于同一目录下
[0208]
write(result,"123",《《r[2])
[0209]
write(result,"123",《《r[3])
[0210]
n70 f1000 x123.581 y79.1502 z-20;%%测量结束,返回起测点
[0211]
n80 x130.35 y56.0811 z-20;%%移动至下一个测点,如果在同一特征内,则不需要移动至安全平面,否则需要先移动至安全平面
[0212]
n90 meas=1g01 f200 x126.514 y49.0604 z-20;%%开始第二个测点的测量
[0213]
stopre
[0214]
n100 r1=$aa_mw[x]r2=$aa_mw[y]r3=$aa_mw[z];%%r变量中的数值读取后可以覆盖,重复使用,减少r变量的使用数量
[0215]
write(result,"123",《《r[1]);%%重复写入变量存储的测点坐标
[0216]
write(result,"123",《《r[2])
[0217]
write(result,"123",《《r[3])
[0218]
n110 f1000 x130.35 y56.0811 z-20;%%重复下一个点的测量直至结束
[0219]
n120 x153.419 y62.8498 z-20
[0220]
……
[0221]
n560 x128.268 y-7z20;%%最后一个点测完退回安全平面
[0222]
m30;%%测量结束
[0223]
3.6)数据读入模块:
[0224]
数据读入模块是将实际测得坐标信息读入测量系统,可读入的文件类型为xls和xlsx,测点显示按钮将测量的测点显示在cad模型中,界面的右侧展示实测点的坐标信息;数据读入模块软件界面和数据读入显示效果分别如图16(a)和(b)所示;
[0225]
3.7)误差计算模块:
[0226]
误差计算模块用于计算实测点与理想测点之间的偏差,具体则是实测点与应属平面之间的距离,通过距离可以判断是否有超差,误差的结果会显示在窗口的右侧列表框中,并且可以将误差标记在cad模型中。在本模块中如果制定了误差上限,可以通过误差大小判断哪里有超差;误差计算模块软件界面和误差计算显示效果分别如图17(a)和(b)所示;
[0227]
3.8)特征参数计算模块:
[0228]
特征参数计算模块用于计算需要测量的尺寸,在特征标记模块时已经预先规定了需要计算的特征参数的值,根据上节提到的特征计算方法,将算法翻译成代码写入后台,输入值是实测的坐标点,输出是计算处的特征参数值;计算出的特征参数值会展示在窗口列表框中,如图18所示;
[0229]
步骤4)在测量规划阶段,首先在软件平台进行测点标记,然后生成测量轨迹,并导出测量程序;接着,在机床上进行实际测量;最后,将测量结果导入在机测量系统,进行特征参数计算和显示;
[0230]
4.1)在工件数模上标记测点:
[0231]
使用软件进行标记的时候,要注意需要在catia的product环境下进行测点标记操作,软件对于工件的索引是从product级进行的。标记测点需要提前获取测头的信息,例如测球半径,并且需要提前设置测量距离和偏移距离,在标记测点时就可即时生成单个特征参数测点和与其相关的偏移点以及起测点的信息;标记测点时首先选择需要标记的特征,然后选择特征可以测量的参数,然后点击标记测点按钮,即可在模型上进行测点的标记,孔之外的特征即是在面上进行标记,需要设置测点数量进行手动点选;
[0232]
4.2)生成测量轨迹:
[0233]
生成测量轨迹可以直接生成整个测量轨迹,单个特征内部和多个特征间的测量轨迹在后台程序计算完成后会直接通过直线和箭头在数模上显示;测量轨迹中一个重要的步骤就是设置抬刀高度,也就是安全平面距离,为了防止特征间移动的时候发生干涉。抬刀高度可通过选择提前设置好的安全平面距离来完成;
[0234]
4.3)生成测量程序:
[0235]
测量程序中需要设置余量,因为工件是最终加工完成后的工件,工序不同,余量也不同,通过设置可以生成多道工序的测量程序;另外需要设置测量坐标系,测量坐标系应与加工坐标系保持一致,因此可以避免原点不同导致的误差;转移速度和测量速度可以进行自定义,转移速度可以加快减少测量时间,测量速度需要降低提高测量精度。测点文件名是为了在数控中自动获取测量点坐标设置的文件名。程序头和程序尾可以自定义进行修改,点击生成测量程序即可获得txt文件;
[0236]
4.4)机床测头在机测量:
[0237]
在机床上进行实际测量时,先在数控系统界面打开测量程序,如果是在工序中进
行测量,那么就没有必要进行对刀,直接运行测量程序。在测量完成后,生成有一个测点坐标的子程序文件。该文件中包含了所有的测量点坐标,可用于直接查看或者后续计算特征参数;
[0238]
4.5)后处理计算特征参数和误差参数:
[0239]
将获取的坐标文件导入到软件中,在误差分析模块进行计算特征参数和误差参数,并会将计算的结果显示在数模窗口上。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1