一种焊接L型支架螺母的专用装备的制作方法
一种焊接l型支架螺母的专用装备
技术领域
1.本发明涉及焊接设备技术领域,尤其涉及一种焊接l型支架螺母的专用装备。
背景技术:
2.l型支架呈l状,广泛用于固定和支撑各类物体,l型支架在使用时需要通过螺母进行锁紧。目前,螺母焊接是由工人拿工件直接在定置点焊机上焊接,焊接时需要用手扶住工件,从而导致安全隐患大。
3.现有技术中通过设置送料机构和抓料机构对工件进行抓取,从而无需人工扶住工件,进而降低安全隐患。
4.但现有技术仅通过回转电机控制回转台转动来控制工件移动,从而导致无法灵活调节工件的焊接位置,进而导致焊接效果不佳。
技术实现要素:
5.本发明的目的在于提供一种焊接l型支架螺母的专用装备,解决了现有技术仅通过回转电机控制回转台转动来控制工件移动,从而导致无法灵活调节工件的焊接位置,进而导致焊接效果不佳的技术问题。
6.为实现上述目的,本发明提供了一种焊接l型支架螺母的专用装备,包括加工底座和焊接头,
7.还包括加工装置;
8.所述加工装置包括放置平台、固定支杆、移动横座、移动螺杆、调节电机、控制气缸和控制调节杆,所述焊接头与所述加工底座通过所述加工装置滑动连接,并位于所述加工底座的一侧,所述放置平台与所述加工底座固定连接,并位于所述加工底座靠近所述焊接头的一侧,所述固定支杆与所述加工底座固定连接,并位于所述加工底座靠近所述放置平台的一侧,所述移动横座与所述固定支杆滑动连接,并位于所述固定支杆靠近所述焊接头的一侧,所述移动螺杆与所述固定支杆转动连接,并贯穿所述移动横座,且位于所述固定支杆靠近所述移动横座的一侧,所述调节电机与所述固定支杆固定连接,并位于所述固定支杆靠近所述移动螺杆的一侧,所述调节电机的输出端与所述移动螺杆连接,所述控制气缸与所述移动横座固定连接,并位于所述移动横座靠近所述焊接头的一侧,所述控制调节杆与所述焊接头固定连接,并与所述控制气缸的输出端连接,且位于所述焊接头靠近所述控制气缸的一侧。
9.其中,所述加工装置还包括夹紧组件,所述夹紧组件位于所述放置平台与所述焊接头之间。
10.其中,所述夹紧组件包括固定夹座、移动夹座和移动构件,所述固定夹座与所述放置平台固定连接,并位于所述放置平台靠近所述焊接头的一侧;所述移动夹座与所述放置平台滑动连接,并位于所述放置平台靠近所述固定夹座的一侧;所述移动构件位于所述放置平台与所述移动夹座之间。
11.其中,所述移动构件包括移动夹紧缸和移动夹杆,所述移动夹紧缸与所述放置平台固定连接,并位于所述放置平台靠近所述移动夹座的一侧;所述移动夹杆与所述移动夹座固定连接,并与所述移动夹紧缸的输出端连接,且位于所述移动夹座靠近所述移动夹紧缸的一侧。
12.其中,所述焊接l型支架螺母的专用装备还包括围挡装置,所述围挡装置位于所述加工底座与所述放置平台之间。
13.其中,所述围挡装置包括围挡环板和收集箱,所述围挡环板与所述加工底座固定连接,并位于所述加工底座靠近所述放置平台的一侧;所述收集箱与所述加工底座固定连接,并位于所述加工底座靠近所述围挡环板的一侧。
14.其中,所述焊接l型支架螺母的专用装备还包括吸气装置,所述吸气装置位于所述收集箱与所述加工底座之间。
15.本发明的一种焊接l型支架螺母的专用装备,将工件放在所述放置平台上,启动所述调节电机,使所述移动螺杆转动,从而带动所述移动横座在所述固定支杆内横向滑动,进一步通过所述控制气缸的往复运动,使所述控制调节杆前后伸缩,从而使所述焊接头的位置进行调节,进而使所述焊接头对工件的焊接位置进行灵活调节,进一步使焊接效果更佳。
附图说明
16.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍。
17.图1是本发明第一实施例的焊接l型支架螺母的专用装备的整体结构示意图。
18.图2是本发明第二实施例的焊接l型支架螺母的专用装备的整体结构示意图。
19.图3是本发明第二实施例的焊接l型支架螺母的专用装备的剖视图。
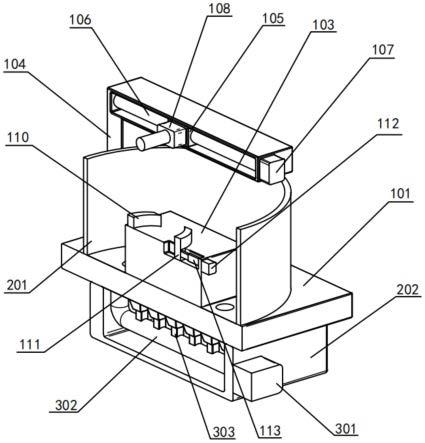
20.图4是本发明第三实施例的焊接l型支架螺母的专用装备的整体结构示意图。
21.图5是本发明第三实施例的焊接l型支架螺母的专用装备的剖视图。
22.图中:101-加工底座、102-焊接头、103-放置平台、104-固定支杆、105-移动横座、106-移动螺杆、107-调节电机、108-控制气缸、109-控制调节杆、110-固定夹座、111-移动夹座、112-移动夹紧缸、113-移动夹杆、201-围挡环板、202-收集箱、301-吸气泵、302-吸气管道、303-吸气头。
具体实施方式
23.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
24.本技术第一实施例为:
25.请参阅图1,图1为本发明第一实施例的焊接l型支架螺母的专用装备的整体结构示意图,所述发明提供一种焊接l型支架螺母的专用装备:包括加工底座101、焊接头102和加工装置,所述加工装置包括放置平台103、固定支杆104、移动横座105、移动螺杆106、调节电机107、控制气缸108、控制调节杆109和夹紧组件,所述夹紧组件包括固定夹座110、移动夹座111和移动构件,所述移动构件包括移动夹紧缸112和移动夹杆113。
26.针对本具体实施方式,所述焊接头102与所述加工底座101通过所述加工装置滑动
连接,并位于所述加工底座101的一侧,所述加工底座101具有多个圆形通孔,所述焊接头102与所述加工底座101通过所述加工装置滑动连接,并位于所述加工底座101的上方,所述加工底座101对所述加工装置进行支撑。
27.其中,所述放置平台103与所述加工底座101固定连接,并位于所述加工底座101靠近所述焊接头102的一侧,所述固定支杆104与所述加工底座101固定连接,并位于所述加工底座101靠近所述放置平台103的一侧,所述移动横座105与所述固定支杆104滑动连接,并位于所述固定支杆104靠近所述焊接头102的一侧,所述移动螺杆106与所述固定支杆104转动连接,并贯穿所述移动横座105,且位于所述固定支杆104靠近所述移动横座105的一侧,所述调节电机107与所述固定支杆104固定连接,并位于所述固定支杆104靠近所述移动螺杆106的一侧,所述调节电机107的输出端与所述移动螺杆106连接,所述控制气缸108与所述移动横座105固定连接,并位于所述移动横座105靠近所述焊接头102的一侧,所述控制调节杆109与所述焊接头102固定连接,并与所述控制气缸108的输出端连接,且位于所述焊接头102靠近所述控制气缸108的一侧。所述放置平台103为具有矩形夹紧槽的矩形平台,所述放置平台103与所述加工底座101通过螺栓固定,并安装在所述加工底座101的上方,所述固定支杆104为具有横向移动槽的l形支杆,所述固定支杆104与所述加工底座101通过螺栓固定,并安装在所述加工底座101的上方,所述移动横座105为具有螺纹通孔的矩形座,所述移动横座105与所述固定支杆104通过内部的滚轮滑动连接,并安装在所述固定支杆104的横向移动槽内,所述移动螺杆106为具有外螺纹的圆柱杆,所述移动螺杆106的外螺纹与所述移动横座105的螺纹通孔啮合,所述移动螺杆106与所述固定支杆104通过轴承转动连接,并通过螺纹通孔贯穿所述移动横座105,且横向通长设置在所述固定支杆104的横向移动槽内,所述调节电机107为直流电机,所述调节电机107与所述固定支杆104通过螺栓固定,并安装在所述固定支杆104的端部,所述调节电机107的输出端与所述移动螺杆106固定连接,所述控制气缸108为直线往复气缸,所述控制气缸108与所述移动横座105通过螺栓固定,并安装在所述移动横座105的外侧,所述控制调节杆109为可前后伸缩的圆柱杆,所述控制调节杆109的一端与所述焊接头102通过螺栓固定,所述控制调节杆109的另一端与所述控制气缸108的输出端固定连接,所述控制调节杆109设置在所述焊接头102与所述控制气缸108之间,将工件放在所述放置平台103上,启动所述调节电机107,使所述移动螺杆106转动,从而带动所述移动横座105在所述固定支杆104内横向滑动,进一步通过所述控制气缸108的往复运动,使所述控制调节杆109前后伸缩,从而使所述焊接头102的位置进行调节,进而使所述焊接头102对工件的焊接位置进行灵活调节,进一步使焊接效果更佳。
28.其次,所述夹紧组件位于所述放置平台103与所述焊接头102之间。所述夹紧组件将工件夹紧在所述放置平台103上。
29.同时,所述固定夹座110与所述放置平台103固定连接,并位于所述放置平台103靠近所述焊接头102的一侧;所述移动夹座111与所述放置平台103滑动连接,并位于所述放置平台103靠近所述固定夹座110的一侧;所述移动构件位于所述放置平台103与所述移动夹座111之间。所述固定夹座110为圆弧形,所述固定夹座110与所述放置平台103通过螺栓固定,并安装在所述放置平台103的左侧,所述移动夹座111为圆弧形,并与所述固定夹座110相配合,所述移动夹座111与所述放置平台103通过夹紧槽滑动连,并安装在所述放置平台103的右侧,所述移动构件带动所述移动夹座111左右移动,通过所述移动构件的工作,带动
所述移动夹座111向左移动,从而使所述固定夹座110和所述移动夹座111将工件夹紧在所述放置平台103上。
30.另外,所述移动夹紧缸112与所述放置平台103固定连接,并位于所述放置平台103靠近所述移动夹座111的一侧;所述移动夹杆113与所述移动夹座111固定连接,并与所述移动夹紧缸112的输出端连接,且位于所述移动夹座111靠近所述移动夹紧缸112的一侧。所述移动夹紧缸112为直线往复气缸,所述移动夹紧缸112与所述放置平台103通过螺栓固定,并安装在所述放置平台103的右侧,所述移动夹杆113为可左右移动的圆柱杆,所述移动夹杆113的左端与所述移动夹座111通过螺栓固定,所述移动夹杆113的右端与所述移动夹紧缸112的输出端固定连接,所述移动夹杆113横向水平安装在所述移动夹座111与所述移动夹紧缸112之间,通过所述移动夹紧缸112的往复运动,使所述移动夹杆113横向伸缩,从而带动所述移动夹座111横向移动。
31.使用本实施例的一种焊接l型支架螺母的专用装备时,将工件放在所述放置平台103上,通过所述移动夹紧缸112的往复运动,使所述移动夹杆113横向伸缩,从而带动所述移动夹座111横向移动,进而使所述固定夹座110和所述移动夹座111将工件夹紧在所述放置平台103上,进一步启动所述调节电机107,使所述移动螺杆106转动,从而带动所述移动横座105在所述固定支杆104内横向滑动,进一步通过所述控制气缸108的往复运动,使所述控制调节杆109前后伸缩,从而使所述焊接头102的位置进行调节,进而使所述焊接头102对工件的焊接位置进行灵活调节,进一步使焊接效果更佳。
32.本技术第二实施例为:
33.在第一实施例的基础上,请参阅图2和图3,其中图2是本发明第二实施例的焊接l型支架螺母的专用装备的整体结构示意图,图3是本发明第二实施例的焊接l型支架螺母的专用装备的剖视图。本发明提供的一种焊接l型支架螺母的专用装备还包括围挡装置,所述围挡装置包括围挡环板201和收集箱202。
34.针对本具体实施方式,所述围挡装置位于所述加工底座101与所述放置平台103之间。对焊接过程中产生的垃圾进行围挡。
35.其中,所述围挡环板201与所述加工底座101固定连接,并位于所述加工底座101靠近所述放置平台103的一侧;所述收集箱202与所述加工底座101固定连接,并位于所述加工底座101靠近所述围挡环板201的一侧。所述围挡环板201为圆环板,所述围挡环板201的底端与所述加工底座101通过螺栓固定,并安装在所述加工底座101的上方,所述收集箱202为具有矩形收集腔的矩形箱,所述收集箱202与所述加工底座101通过螺栓固定,并安装在所述加工底座101的下方,通过所述围挡环板201的遮挡作用,对焊接过程中产生的垃圾进行围挡,进一步通过所述收集箱202对垃圾进行收集。
36.使用本实施例的一种焊接l型支架螺母的专用装备时,通过所述围挡环板201的遮挡作用,对焊接过程中产生的垃圾进行围挡,进一步通过所述收集箱202对垃圾进行收集。
37.本技术第三实施例为:
38.在第二实施例的基础上,请参阅图4和图5,其中图4是本发明第三实施例的焊接l型支架螺母的专用装备的整体结构示意图,图5是本发明第三实施例的焊接l型支架螺母的专用装备的剖视图。本发明提供的一种焊接l型支架螺母的专用装备还包括吸气装置,所述吸气装置包括吸气泵301、吸气管道302和吸气头303。
39.针对本具体实施方式,所述吸气装置位于所述收集箱202与所述加工底座101之间。对所述加工底座101上的垃圾进行吸取。
40.其中,所述吸气泵301与所述收集箱202固定连接,并位于所述收集箱202靠近所述加工底座101的一侧;所述吸气管道302与所述吸气泵301固定连接,并位于所述吸气泵301靠近所述收集箱202的一侧。所述吸气泵301为负压泵,所述吸气泵301与所述收集箱202通过螺栓固定,并安装在所述收集箱202的右端,所述吸气管道302为圆形管道,所述吸气管道302与所述吸气泵301的输出端连接,并伸入所述收集箱202内部,通过所述吸气泵301的工作,使所述吸气管道302产生负压,从而对所述加工底座101上的垃圾进行吸取。
41.其次,所述吸气头303与所述吸气管道302固定连接,并位于所述吸气管道302靠近所述收集箱202的一侧。所述吸气头303的数量为多个,并与所述吸气管道302固定连接,且均匀设置在所述吸气管道302上,通过所述吸气头303的吸力作用,对垃圾的吸取更彻底。
42.使用本实施例的一种焊接l型支架螺母的专用装备时,通过所述吸气泵301的工作,使所述吸气管道302产生负压,从而对所述吸气头303产生负压,进而对所述加工底座101上的垃圾吸取更彻底。
43.以上所揭露的仅为本技术一种或多种较佳实施例而已,不能以此来限定本技术之权利范围,本领域普通技术人员可以理解实现上述实施例的全部或部分流程,并依本技术权利要求所作的等同变化,仍属于本技术所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1