一种M50轴承钢棒材及其制备方法
一种m50轴承钢棒材及其制备方法
技术领域
1.本发明涉及一种高碳航空轴承钢制备技术领域,特别是涉及一种m50轴承钢棒材及其制备方法。
背景技术:
2.m50作为航空主要轴承钢种,由于具有较好的高温稳定性及耐磨性,被广泛使用。
3.为了满足高速、高温、大载荷苛刻工况条件以及高疲劳寿命服役性能的要求,使用真空感应+真空自耗熔炼方式及传统锻造+轧制热变形方式制备成高品质棒材。众所周知,m50中的碳化物是影响材料力学性能一个重要因素,尺寸较大的碳化物将严重影响轴承疲劳寿命,除此之外,一些孔洞微缺陷同样严重影响材料的疲劳性能。
4.目前,在制造棒材过程中,广泛采用高温扩散方法来减轻碳化物的危害。但是,由于m50材料特殊性,热加工工艺控制较为复杂,常常存在等效直径尺寸为30微米以上的mc碳化物,因此无法达到高端轴承钢棒材要求,即使进口国外的m50棒材,也依然存在大尺寸碳化物超标问题;并且,热加工工艺不合理,在碳化物周围还存在微小缺陷,亟需解决。
5.近年来,国内通过装备升级及关键技术提升,使得航空轴承钢m50的纯净度及杂质元素的控制水平有了长足的进步。但是,针对m50钢中的碳化物,在自耗熔炼中控制方法、自耗锭热变形控制方法及微缺陷控制的研究方面较少,还需进一步开展相应研究工作。
技术实现要素:
6.有鉴于此,本发明提供一种m50轴承钢棒材及其制备方法,主要目的在于制备一种碳化物等效直径尺寸≤25μm、孔洞微缺陷≤3.8微米的m50轴承钢棒材,以满足高速、高温、大载荷苛刻工况条件下长寿命轴承服役性能要求。
7.为达到上述目的,本发明主要提供如下技术方案:
8.一方面,本发明的实施例提供一种m50轴承钢棒材的制备方法,其包括如下步骤:
9.制备自耗锭步骤:对铸锭进行真空自耗重熔处理制备出自耗锭;其中,所述自耗锭中的单个碳化物的等效直径尺寸小于150μm,在所述自耗锭中:碳化物中的m2c碳化物的含量≥95%(需要说明的是:m2c碳化物的含量是通过金相面积方法测定出);
10.碳化物高温分解处理步骤:对所述自耗锭进行碳化物高温分解处理,以促使所述自耗锭中的m2c碳化物回溶、分解以及转化,得到m50轴承钢锭。m50轴承钢锭中的碳化物进一步减少;其中,所述m50轴承钢锭中的单个碳化物的等效直径尺寸不大于50μm;
11.热变形处理步骤:对所述m50轴承钢锭依次进行锻造、轧制处理,得到m50轴承钢棒材。
12.优选的,在所述制备自耗锭步骤中:
13.将熔池的中心深度和自耗锭的直径控制为0.5-0.65;
14.优选的,通过调整熔化功率、施加结晶器强制冷却、以及在结晶器水冷的条件下根据自耗锭的尺寸增加空隙风冷,将熔池的中心深度和自耗锭的直径控制为0.5-0.65。
15.优选的,在对所述自耗锭进行碳化物高温分解处理步骤之前,需对所述自耗锭依次进行球化退火处理、表面扒皮处理;优选的,所述球化退火处理包括:先在820-860℃的温度下对自耗锭进行第一次保温,然后在730-780℃的温度下对自耗锭进行第二次保温(保证碳化物部分回溶,消除应力,实现珠光体基体组织控制)。(在此,球化退火处理不仅便于进行表面扒皮处理,还能防止后续锻造出现表面裂纹)。
16.优选的,在所述碳化物高温分解处理步骤中:对所述自耗锭进行加热,使所述自耗锭先在500-600℃的温度下进行第一次保温,再在800-1000℃的温度下进行第二次保温,然后升温到1100-1170℃,在1100-1170℃的温度下进行碳化物高温分解保温处理。
17.优选的,所述碳化物高温分解保温处理的时间≥15h;和/或
18.所述第一次保温的时间为4-6h;和/或
19.所述第二次保温的时间为4-6h。
20.优选的,在所述碳化物高温分解处理步骤中:
21.对所述自耗锭进行碳化物高温分解处理后,得到的m50轴承钢锭中:通过金相观察法,碳化物类型以m2c碳化物为主,碳化物中的m2c碳化物的含量≥90%。此时,由于部分m2c碳化物的回溶及转化,使得碳化物中的mc碳化物含量5-10%,优选控制为5-8%。
22.优选的,在所述热变形处理步骤中:
23.在所述锻造处理的过程中,采用至少两次镦粗拔长的操作;
24.优选的,每次锻造比≥2、总锻造比≥8;
25.优选的,每次拔长时,采用对称压下的方法,以确保所述m50轴承钢锭的中心位置不偏移。
26.优选的,在所述热变形处理步骤中:
27.所述锻造处理的温度不低于950℃;和/或
28.对所述m50轴承钢锭依次进行锻造处理后,得到的锻材的横截面呈方形。
29.优选的,在所述热变形处理步骤中:初轧制温度控制为1100-1150℃,单道次轧下量<25%,轧制比控制在2.5以上,终轧温度控制为950-1100℃。
30.再一方面,本发明实施例提供一种m50轴承钢棒材,其中,所述m50轴承钢棒材中的碳化物等级≤3.0级;所述m50轴承钢棒材中的碳化物的等效直径尺寸≤25μm;所述m50轴承钢棒材中的孔洞微缺陷≤3.8μm;
31.优选的,所述m50轴承钢棒材中,等效直径尺寸为20-25μm的碳化物的含量≤0.15%;等效直径尺寸为15-20μm的碳化物的含量≤1%(需要说明的是:碳化物的含量是通过金相面积方法测定出);
32.优选的,所述m50轴承钢棒材的晶粒度≥8级。
33.优选的,所述m50轴承钢棒材是由上述任一项的m50轴承钢棒材的制备方法制备而成。
34.与现有技术相比,本发明的一种m50轴承钢棒材及其制备方法至少具有下列有益效果:
35.一方面,本发明实施例提供一种m50轴承钢棒材的制备方法,先对铸锭进行真空自耗重熔处理,并有效控制自耗锭中的铸态碳化物的等效直径尺寸(优选通过控制自耗重熔参数,以控制自耗锭中的铸态碳化物的等效直径尺寸,获得低偏析的自耗锭);在此基础上,
进一步通过碳化物高温分解处理+热变形处理工艺的创新,实现对碳化物的尺寸、类型及分布进行控制,并使棒材的孔洞微缺陷≤3.8μm,从而实现了高品质m50轴承钢棒材的制备。
36.进一步地,本发明实施例提供的一种m50轴承钢棒材的制备方法,通过≤1170℃的碳化物高温分解处理工艺,避免了现有技术由于采用1180℃以上高温扩散工艺而出现的碳化物类型发生改变及碳化物尺寸长大的问题,在此基础上,本发明再经过后续合理热变形工艺制定,实现了具有小尺寸m2c碳化物的高品质m50棒材的制备,为航空、航天等领域高品质轴承制备提供了原材料,并且可以代替进口的m50棒材。
37.综上,本发明实施例提供的一种m50轴承钢棒材的制备方法,通过真空自耗重熔处理+碳化物高温分解处理+热变形处理的创新工艺制定,不仅在基本不改变初始碳化物类型的条件下细化了碳化物,而且还不会存在现有技术采用1180℃以上的温度进行高温扩散带来的较大尺寸孔洞微缺陷残留问题。因此,本发明的方案提高了棒材致密性,使棒材的孔洞微缺陷≤3.8μm,优于已有国内工艺制备的m50棒材及从外国进口的m50棒材。本发明的技术将进一步解决服役轴承的疲劳剥落问题,大大提升航空轴承寿命,有利于推动航空轴承制造进步。
38.另一方面,本发明实施例提供一种m50轴承钢棒材,其中,该m50轴承钢棒材中的碳化物等级≤3.0级;该m50轴承钢棒材中的碳化物的等效直径尺寸≤25μm;该m50轴承钢棒材中的孔洞微缺陷≤3.8μm;该m50轴承钢棒材中,等效直径尺寸为20-25μm的碳化物的含量≤0.15%;等效直径尺寸为15-20μm的碳化物的含量≤1%;该m50轴承钢棒材的晶粒度≥8级。由此可见,本发明实施例提供的m50轴承钢棒材的性能优异,为航空、航天等领域高品质轴承制备提供了原材料,并且可以代替进口的m50棒材。
39.上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,并可依照说明书的内容予以实施,以下以本发明的较佳实施例并配合附图详细说明如后。
附图说明
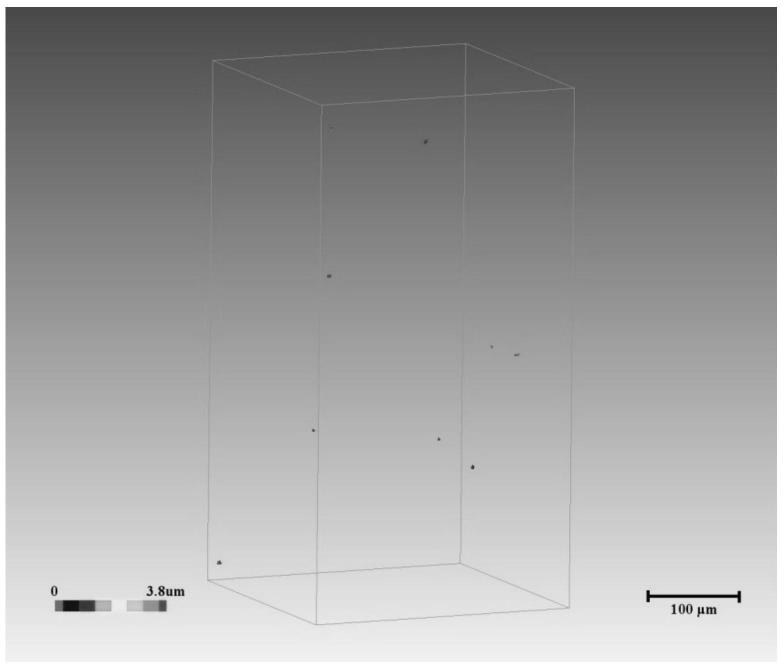
40.图1是本发明实施例1制备的m50轴承钢棒材经精度1μm的x射线三维成像系统检测后,得到的棒材孔洞微缺陷图;
41.图2是对比例1中的国内现有工艺制备的m50轴承钢棒材经精度1μm的x射线三维成像系统检测后,得到的棒材孔洞微缺陷图;
42.图3是对比例2中的从国外进口的m50轴承钢棒材经精度1μm的x射线三维成像系统检测后,得到的棒材孔洞微缺陷图。
具体实施方式
43.为更进一步阐述本发明为达成预定发明目的所采取的技术手段及功效,以下结合附图及较佳实施例,对依据本发明申请的具体实施方式、结构、特征及其功效,详细说明如后。在下述说明中,不同的“一实施例”或“实施例”指的不一定是同一实施例。此外,一或多个实施例中的特定特征、结构、或特点可由任何合适形式组合。
44.本发明提供的一种m50轴承钢棒材的制备方法,其原理如下:通过在自耗锭的凝固过程对碳化物的尺寸进行控制,再结合碳化物高温分解处理与热变形控制,实现全制造流程的碳化物控制,获得小尺寸碳化物分布的高品质棒材,且经过以上的工艺控制,使得棒材
的晶粒度超过8级,孔洞微缺陷≤3.8μm。
45.具体地,本发明先在对铸锭进行真空自耗重熔处理工艺中,对自耗锭的偏析进行控制,实现对初始碳化物的尺寸控制,然后再对自耗锭进行碳化物高温分解处理+热变形工艺控制,实现碳化物的分解与碎化,使得碳化物的尺寸变小。基于等效直径的统计办法,棒材无25μm以上尺寸的碳化物,20-25μm尺寸的碳化物的含量≤0.15%;15-20μm尺寸的碳化物的含量≤1%,并且碳化物主要以m2c为主,棒材中孔洞微缺陷≤3.8微米,实现高品质航空轴承钢棒材的制备,满足高速、高温、大载荷苛刻工况条件下长寿命轴承服役性能要求。
46.本发明的方案具体如下:
47.一方面,本发明实施例提供一种m50轴承钢棒材的制备方法,其包括如下步骤:
48.制备自耗锭步骤:对铸锭进行真空自耗重熔处理制备出自耗锭;其中,所述自耗锭中的单个碳化物的等效直径尺寸小于150μm,在所述自耗锭中:碳化物中的m2c碳化物的含量≥95%。
49.在该步骤中,铸锭指的是:经真空感应熔炼后得到的铸锭。在此,通过对真空自耗重熔工艺进行控制,使得到的自耗锭中的单个碳化物的等效直径尺寸小于150μm,在所述自耗锭中:碳化物中的m2c碳化物的含量≥95%。
50.具体地,在该步骤中,主要是将熔池中心深度和自耗锭直径控制为0.5-0.65,以有效控制自耗锭凝固过程中的宏观及微观偏析,实现自耗锭中的单个碳化物的等效直径尺寸小于150μm,在所述自耗锭中:碳化物中的m2c碳化物的含量≥95%。
51.较佳地,通过调整熔化功率及施加结晶器强制冷却、以及在结晶器水冷的条件下还可以根据自耗锭尺寸增加空隙风冷,来使熔池深/宽(深指的是熔池中心深度;宽指的是自耗锭直径)控制为0.5-0.65。
52.碳化物高温分解处理步骤:对所述自耗锭进行碳化物高温分解处理,以使所述自耗锭中的m2c碳化物分解,得到m50轴承钢锭;其中,所述m50轴承钢锭中的单个碳化物的等效直径尺寸不大于50μm;
53.在该步骤中:采用分段式加热,分别在500-600℃与800-1000℃进行保温,然后升温到1100-1170℃进行碳化物高温分解保温处理,其中,碳化物高温分解保温处理的时间≥15h。优选的,对于碳化物高温分解保温处理步骤,若温度在1150-1170℃之间,则保温处理的时间为15-20h;若温度在1100-1150℃之间,则保温处理的时间20-30h。通过碳化物高温分解保温处理促使大尺寸铸态碳化物m2c分解,实现单个碳化物等效直径尺寸不大于50μm,并且碳化物类型主要以m2c碳化物为主(通过金相观察法,碳化物中的m2c碳化物的含量≥90%),由于部分m2c碳化物的回溶及转化,使碳化物中的mc碳化物的含量不超过10%,最优控制5-8%。
54.较佳地,在对所述自耗锭进行碳化物高温分解处理步骤之前,先对所述自耗锭依次进行球化退火处理、表面扒皮处理。所述球化退火处理包括:先在820-860℃的温度下对自耗锭进行第一次保温,然后在730-780℃的温度下对自耗锭进行第二次保温(保证碳化物部分回溶,消除应力,实现珠光体基体组织控制);然后表面扒皮处理。(在此,球化退火处理不仅便于进行表面扒皮处理,还能防止后续锻造出现表面裂纹)。
55.热变形处理步骤:对所述m50轴承钢锭依次进行锻造、轧制处理,得到m50轴承钢棒材。
56.在该步骤中,首先,锻造过程中采用≥2次镦粗拔长操作,并且每次锻造比≥2,总锻造比≥8,每次拔长时采用对称压下方法,尽量保证m50轴承钢锭中心位置不偏移,整个锻造温度不低于950℃,最终形成适合轧制比的方形截面锻材,准备轧制成成品棒材。
57.所述需要将锻造方式完成的方形截面锻材轧制成成品棒材,初轧制温度控制为1150-1100℃,单道次轧下量<25%,轧制比控制在2.5以上,终轧温度控制为950-1100℃。
58.在此,通过以上工艺控制可以获得高品质航空轴承钢m50棒材,具体为碳化物等级≤3.0级,根据(a+b)/2(a:棒材纵剖面中碳化物长轴;b:棒材纵剖面中碳化物长轴)公式对碳化物的等效直径尺寸统计:棒材中无25μm以上等效直径尺寸的碳化物、20-25μm等效直径尺寸的碳化物的含量≤0.15%;15-20μm等效直径尺寸的碳化物的含量≤1%;棒材晶粒度≥8级,碳化物类型主要为m2c,棒材的孔洞微缺陷≤3.8μm。
59.下面通过优选的实施例进一步对本发明进行说明如下:
60.实施例1
61.本实施例制备一种m50轴承钢棒材,主要步骤如下:
62.制备自耗锭步骤:对真空感应熔炼后的铸锭进行真空自耗重熔处理,制备出自耗锭。具体地,采用φ380mm铸锭作为电极坯,进行真空自耗重熔处理;其中,在真空自耗重熔处理过程中,调整熔化功率及施加结晶器强制冷却,在结晶器水冷的条件下增加空隙风冷,使熔池深/宽(深指的是熔池中心深度;宽指的是自耗锭直径)控制为0.65。
63.其中,该步骤所制备出的自耗锭中的碳化物的等效直径尺寸小于150μm。
64.碳化物高温分解处理步骤:上一步骤得到的自耗锭先进行球化退火(具体是先在860℃的温度下进行第一次保温,然后在780℃的温度下进行第二次保温),之后表面扒皮处理后,再进行碳化物高温分解处理。其中,碳化物高温分解处理步骤具体如下:采用分段式加热,使自耗锭先在500℃与1000℃的温度下分别保温2h,然后再在1170℃的温度下进行碳化物高温分解保温处理18h,以促使铸态碳化物局部转化与分解、部分回溶,得到m50轴承钢锭。
65.其中,本步骤中得到的m50轴承钢锭中:碳化物中的m2c碳化物的含量是94%、mc碳化物含量是6%,此时单个碳化物等效直径尺寸≤46μm。
66.锻造热变形处理步骤:对所述m50轴承钢锭依次进行锻造、轧制处理,得到m50轴承钢棒材。
67.其中,在该步骤中:采用2次镦粗拔长操作,总锻造比≥8,每次拔长时采用对称压下方法,保证原自耗锭中心位置不偏移,整个锻造温度不低于950℃,最终形成适合轧制比的边长135mm
×
135mm截面锻材,准备轧制成成品棒材。完成的方形截面锻材轧制成成品棒材,初轧制温度控制在1150℃,单道次轧下量控制18%,轧制成φ65mm棒材,满足轧制比在2.5以上,终轧温度为1000℃。
68.经测试,本实施例所制备的m50轴承钢棒材的性质如下:碳化物等级为2.0级;碳化物类型主要为m2c;根据(a+b)/2(a代表:棒材纵剖面中碳化物长轴;b代表:棒材纵剖面中碳化物长轴)公式对碳化物等效直径统计如下:无等效直径尺寸在25μm以上的碳化物、等效直径尺寸在20-25μm的碳化物的含量为0.15%、等效直径尺寸在15-20μm的碳化物的含量占比为1%;晶粒度为8级。
69.对本实施例所制备的m50轴承钢棒材进行取样,经精度1μm的x射线三维成像系统
检测,检测结果表明棒材的孔洞微缺陷≤3.8μm,具体参见图1所示。
70.实施例2
71.本实施例制备一种m50轴承钢棒材,主要步骤如下:
72.制备自耗锭步骤:对真空感应熔炼后的铸锭进行真空自耗重熔处理制备出自耗锭。具体地,采用φ350mm铸锭作为电极坯,进行真空自耗重熔处理;其中,在真空自耗重熔处理过程中,调整熔化功率及施加结晶器强制冷却,在结晶器水冷的条件下增加空隙风冷,使熔池深/宽(深指的是熔池中心深度;宽指的是自耗锭直径)控制为0.55。
73.其中,该步骤所制备出的自耗锭中的最大碳化物的等效直径尺寸小于100μm。
74.碳化物高温分解处理步骤:上一步骤得到的自耗锭先进行球化退火(具体是先在820℃的温度下进行第一次保温,然后在730℃的温度下进行第二次保温),之后表面扒皮处理后,再进行碳化物高温分解处理。其中,碳化物高温分解处理步骤具体如下:采用分段式加热,使自耗锭先在600℃与800℃的温度下分别保温4h,然后再在1130℃的温度下进行碳化物高温分解保温处理30h,以促使铸态碳化物局部转化与分解、部分回溶,得到m50轴承钢锭。
75.其中,本步骤中得到的m50轴承钢锭中:碳化物中的m2c碳化物的含量是90%,mc碳化物含量是10%,此时单个碳化物等效直径尺寸≤40μm。
76.锻造热变形处理步骤:对所述m50轴承钢锭依次进行锻造、轧制处理,得到m50轴承钢棒材。
77.其中,在该步骤中:采用3次镦粗拔长操作,总锻造比≥12,每次拔长时采用对称压下方法,保证原自耗锭中心位置不偏移,整个锻造温度不低于950℃,最终形成适合轧制比的边长125mm
×
125mm截面锻材,准备轧制成成品棒材。完成的方形截面锻材轧制成成品棒材,初轧制温度控制在1120℃,单道次轧下量控制22%,轧制成φ70mm棒材,满足轧制比在2.5以上,终轧温度为1050℃。
78.经测试,本实施例所制备的m50轴承钢棒材的性能如下:碳化物等级为2.5级;碳化物类型主要为m2c;根据(a+b)/2(a代表:棒材纵剖面中碳化物长轴;b代表:棒材纵剖面中碳化物长轴)公式对碳化物等效直径统计如下:无等效直径尺寸在25μm以上的碳化物、等效直径尺寸在20-25μm的碳化物的含量为0.13%、等效直径尺寸在15-20μm的碳化物的含量占比为0.8%;晶粒度为8.5级。
79.对本实施例所制备的m50轴承钢棒材进行取样,经精度1μm的x射线三维成像系统检测,检测结果表明棒材的孔洞微缺陷≤3.8μm。对棒材取样,经精度1μm x射线三维成像系统检测,棒材未发现孔洞微缺陷。
80.对比例1
81.对国内现有工艺制备的m50轴承钢棒材进行取样,经精度1μm的x射线三维成像系统检测,检测结果表明棒材的孔洞微缺陷尺寸≤9μm,参见图2所示。并且,发现该轴承钢m50棒材存在大尺寸mc碳化物,且在尺寸大于35μm的碳化物中,主要以mc碳化物为主,这是由于该工艺采用更高温度进行高温扩散造成的,且碳化物周围存在微缺陷。
82.对比例2
83.对从国外进口的m50轴承钢棒材的碳化物进行检测,发现存在一定数量的等效尺寸在30μm以上的碳化物,并对棒材取样,经精度1μm的x射线三维成像系统检测,检测结果表
明该棒材的孔洞微缺陷≤12μm,参见图3所示。
84.综上,本发明制备的m50轴承钢棒材优于国内现有工艺制备的m50棒材和从国外进口的m50棒材。
85.综上所述,本发明实施例提供一种m50轴承钢棒材的制备方法,先对铸锭进行真空自耗重熔处理,有效控制自耗锭中的铸态碳化物的等效直径尺寸(优选通过控制自耗重熔参数,获得低偏析的自耗锭),在此基础上,进一步通过碳化物高温分解处理+热变形处理工艺的创新,实现对碳化物的尺寸、类型及分布控制,并使棒材的孔洞微缺陷≤3.8μm,实现高品质m50轴承钢棒材的制备。
86.以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1