一种软包电芯极耳折弯方法与流程
1.本发明涉及电池生产领域,特别涉及到一种软包电芯极耳折弯方法。
背景技术:
2.电池是一种能够产生电能的装置,如目前广泛应用在不同领域的蓄电池,是一种能够二次使用的电池,如手机、笔记本电脑等中的锂离子电池正是蓄电池中的一种。在蓄电池的生产过程中,蓄电池一般包括本体和从本体不同的位置引出的正极极耳和负极极耳,由于从不同的位置引出使得正极极耳和负极极耳不在同一个平面上,而蓄电池为了方便入壳封装和避免在生产的后阶段、运输、以及使用过程中因振荡造成极耳与铝壳接触造成的短路风险,所以在生产过程中需要将正极极耳和负极极耳弯折。但现在电池生产技术发展愈加快速,现在的生产需求与过去相比发生了较大改变,现在有很多的企业对电池极耳折弯长度有了特定要求,需要有不同折弯长度的电池来满足不同产品的需求。
3.通常的极耳折弯方法有两种,一种是通过保证产品来料的稳定性及人工手动折弯提高极耳折弯的精度,经卡尺测量人工检测的方法来保证软包电芯极耳折弯的尺寸长度;另外一种是通过高精度相机与折弯机构配合,进行自动化折弯。常规方法一对设计难度及安装精度要求较高,来料稳定性要求较高,同时无法对在生产过程中出现的异常安装问题及极耳折弯长度不一致问题进行及时反馈及调整,且人工手动折弯存在良品率较低的问题;常规方法二能够对生产过程中出现的异常安装问题及软包电芯极耳长度不一致问题进行反馈及调整,但在改变极耳折弯长度后需再次进行相机校准,程序逻辑设计较为复杂,无法进行灵活调用数据,影响生产效率。
4.综上,现有技术中,电池极耳折弯可通过人工手动折弯或机械装置进行自动化折弯两种方法进行,但是人工手动折弯存在良品率问题,而机械装置自动化折弯在连续折弯过程中存在无法灵活改变极耳折弯长度的问题,并且在改变极耳折弯长度后,后续的程序逻辑设计较为复杂,影响生产效率。
技术实现要素:
5.本发明针对生产过程中软包电芯进行不同长度的极耳折弯时出现的程序逻辑设计复杂,且无法灵活调用数据的问题提供一种软包电芯极耳折弯方法。
6.本发明的构思之一在于,提供一种软包电芯极耳折弯方法,所述方法通过调试和计算获取相机零点到折弯伺服零点的水平距离值,根据所述水平距离值计算在不同折弯长度的情况下折弯机构中折刀的待移动距离,以此解决连续折弯过程中无法灵活改变极耳折弯长度的问题和需进行多次电芯定位的问题。
7.具体的,相机零点到折弯伺服零点的水平距离值在后续折弯作业过程中可持续使用,无需多次定位监测,所述水平距离值用于计算在不同折弯长度的情况下折刀的待移动距离,计算简便,程序设计简单快捷。
8.进一步的,本发明的构思还在于,本发明提供的软包电芯极耳折弯方法通过进行
一次调试阶段,计算得到相机零点到折弯伺服零点的水平距离值;
9.具体的,所述相机零点通过相机在固定点位进行拍摄获取折弯作业区域进行获取,但由于所述折弯伺服机构不在相机视野内,且为了保证计算精确度,故通过进行一次调试,计算得到相机零点到折弯伺服零点的水平距离值,所述调试阶段为在相机视野内进行一次电芯极耳折弯作业,所述相机零点到折弯伺服零点的水平距离值的获取过程如下:
10.设置极耳折弯尺寸的基准值;
11.获取电芯封边的基准位置;
12.所述电芯封边的实际位置为相机视野下,捕捉到的电芯封边到相机零点的水平距离值;
13.通过调试获取折刀的第二终点位置;
14.根据所述极耳折弯尺寸的基准值、所述电芯封边的基准位置以及所述第二终点位置,计算得到相机零点到折弯伺服零点的水平距离值。
15.其中,极耳折弯尺寸的基准值为在调试阶段所设置的极耳折弯尺寸的长度值,所述长度值为电芯极耳折弯后极耳与电芯连接部分的长度,所述极耳折弯尺寸因设备需求不同,所以不同型号、不同编号、不同产品的软包电芯极耳折弯尺寸不同;
16.所述电芯封边为相机容易捕捉到的电芯的特征边,故所述电芯封边的基准位置为所述特征边在相机视野中到相机零点的水平距离值,且所述电芯封边的基准位置通过相机捕捉获取,故可能与实际距离存在差别,需换算成实际长度才便于计算,所述计算一般由相机捕捉获取后自行换算;
17.所述折刀的第二终点位置为,在调试阶段所述极耳折弯尺寸的基准值的需求下,折刀到折弯伺服零点的水平距离值。
18.进一步的,所述极耳折弯尺寸的基准值、所述电芯封边的基准位置、所述折刀的基准位置三者之和,与所述相机零点到折弯伺服零点的水平距离值相等。
19.进一步的,所述相机零点到折弯伺服零点的水平距离值可用于在后续极耳折弯过程中,计算在不同极耳折弯尺寸的情况下折弯机构中折刀的待移动距离,解决了在折弯过程中,极耳折弯尺寸不同导致的相机需实时校准,以及相机多次拍摄的问题,从根本上重新构建了极耳折弯环节的程序逻辑,大大增加了生产效率。
20.更进一步的,本发明的构思还在于,折弯机构在折弯结束后回到零点位置,保证在后续折弯过程中的计算精度。
21.所述折刀在每次折弯作业结束后会回到零点位置,因此相机零点到折弯伺服零点的水平距离值在后续折弯过程中不变,保证在后续折弯过程中,相机零点到折弯伺服零点的水平距离值可持续使用,解决了无法灵活调用数据的问题。
22.更进一步的,本发明的构思还在于,在调试阶段之后的极耳折弯过程中,根据相机零点到折弯伺服零点的水平距离值,计算得到折刀的待移动距离,根据所述折刀的待移动距离,计算得到折刀的第一终点位置;通过向上或向下移动所述第一终点位置处的折刀,使极耳在折弯尺寸处发生弯折,每次折弯只需确定电芯封边位置,即可通过计算得到折刀的移动距离,简便快捷,无需多次定位;
23.具体的,获取电芯封边的实际位置,按需设置极耳折弯尺寸的给定值;
24.所述电芯封边的实际位置为相机视野内,电芯封边到相机零点的水平距离值,所
述极耳折弯尺寸的给定值为,在该次折弯过程中设定的极耳折弯尺寸的长度值;
25.根据所述相机零点到折弯伺服零点的水平距离值、所述电芯封边的实际位置以及所述极耳折弯尺寸的给定值,计算得到折刀的待移动距离;
26.通过所述相机零点到折弯伺服零点的水平距离值减去所述极耳折弯尺寸的给定值,再减去所述电芯封边的实际位置,即可得到所述折刀的待移动距离;
27.根据所述折刀的待移动距离,计算得到折刀的第一终点位置,所述折刀的第一终点位置为在除调试阶段外的折弯作业中,所述折刀经过所述折刀的待移动距离达到的终点位置,所述折刀在所述终点位置进行折弯作业;
28.通过向上或向下移动所述第一终点位置处的折刀,使极耳在折弯尺寸处发生弯折。
29.基于上述发明构思,本发明提供了一种软包电芯极耳折弯方法,所述软包电芯极耳折弯方法包括:
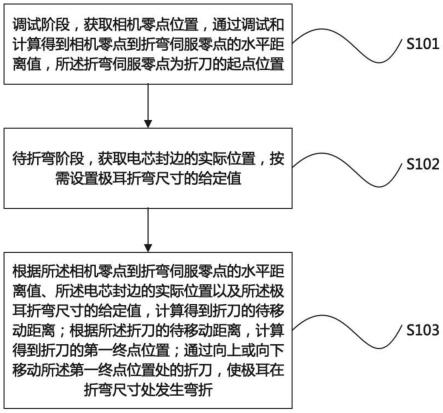
30.调试阶段,获取相机零点位置,通过调试和计算得到相机零点到折弯伺服零点的水平距离值,所述折弯伺服零点为折刀的起点位置;
31.待折弯阶段,获取电芯封边的实际位置,按需设置极耳折弯尺寸的给定值;
32.根据所述相机零点到折弯伺服零点的水平距离值、所述电芯封边的实际位置以及所述极耳折弯尺寸的给定值,计算得到折刀的待移动距离;根据所述折刀的待移动距离,计算得到折刀的第一终点位置;通过向上或向下移动所述第一终点位置处的折刀,使极耳在折弯尺寸处发生弯折。
33.在一些实施例中,所述方法在在极耳连续折弯操作工位上预设基准线之前还要进行以下步骤:
34.定位机构对软包电芯进行对中;
35.传送线运输已对中的软包电芯至折弯作业区域;
36.其中,折弯作业区域为软包电芯极耳折弯工位,以上步骤用于确保来料的软包电芯的方向相同,便于后续计算。
37.在一些实施例中,软包电芯到达相机拍摄区域后,再次进行对中。此次对中使软包电芯极耳的中轴线与折弯机构的中轴线重合,便于折弯机构直接对软包电芯极耳进行折弯,减少定位次数,增加生产效率。
38.在一些实施例中,一组电芯的极耳折弯长度的数值在控制装置的控制面板中可一次全部设置,本方案提供的折弯方法可在电芯配组里不同编号的极耳折弯长度不同的情况下进行折弯,并且可连续地折弯不同尺寸的极耳,解决在连续折弯过程中,数据无法灵活调用的问题。
39.在一些实施例中,折弯机构设置有位移传感器,调试阶段的所述折刀的待移动距离可通过所述位移传感器获取。
40.通过上述方案,在调试阶段获取所述相机零点到折弯伺服零点的水平距离值,所述相机零点到折弯伺服零点的水平距离值在后续折弯过程中,用于计算在不同极耳折弯尺寸的情况下折刀的待移动距离,计算简单快捷,且折弯伺服根据所述折刀的待移动距离可直接驱动折刀到达设定极耳折弯尺寸处,因此解决了生产过程中软包电芯进行不同长度的极耳折弯时出现的程序逻辑设计复杂、无法灵活调用数据以及需要多次定位校准的问题。
附图说明
41.以下将结合附图和优选实施例来对本发明进行进一步详细描述,但是本领域技术人员将领会的是,这些附图仅是出于解释优选实施例的目的而绘制的,并且因此不应当作为对本发明范围的限制。此外,除非特别指出,附图仅示意在概念性地表示所描述对象的组成或构造并可能包含夸张性显示,并且附图也并非一定按比例绘制。
42.图1为一种软包电芯极耳折弯方法的流程图;
43.图2为一种软包电芯极耳折弯方法的示意图;
44.图3为一种软包电芯极耳折弯方法中计算折弯伺服零点到相机零点的水平距离值的流程图;
45.图4为又一种软包电芯极耳折弯方法的流程图;
46.附图标记说明:1、相机零点;2、折弯伺服零点。
具体实施方式
47.下面结合附图1至4,对本发明作详细的说明。
48.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
49.本发明提供的一种软包电芯极耳折弯方法,具体如图1和图2所示:
50.步骤s101:调试阶段,获取相机零点1位置,通过调试和计算得到相机零点1到折弯伺服零点2的水平距离值,所述折弯伺服零点2为折刀的起点位置。
51.所述相机零点1通过相机在固定点位拍摄折弯作业区域进行获取,但由于所述折弯伺服机构不在相机视野内,且为了保证计算精确度,故通过进行调试,计算得到相机零点1到折弯伺服零点2的水平距离值x4,所述调试阶段为在相机视野内进行一次电芯极耳折弯作业,由于折弯伺服机构的位置固定不变,且所述相机零点1确定后在后续折弯过程中不会更改,故所述相机零点1到折弯伺服零点2的水平距离值x4为固定值。
52.若相机位置或折弯伺服机构的位置发生变化,需重新进行一次调试阶段,以计算出在位置改变后,所述相机零点1到折弯伺服零点2的水平距离值x4。
53.步骤s102:待折弯阶段,获取电芯封边的实际位置,按需设置极耳折弯尺寸的给定值。
54.所述电芯封边的实际位置x1为相机视野内,电芯封边到相机零点的水平距离值,所述极耳折弯尺寸的给定值x2为,在该次折弯过程中设定的极耳折弯尺寸的长度值,相机在本实施例中可以为工业相机,且所述极耳折弯尺寸因设备需求不同,不同型号、不同编号、不同产品的软包电芯极耳折弯尺寸的给定值x2不同。
55.步骤s103:根据所述相机零点1到折弯伺服零点2的水平距离值、所述电芯封边的实际位置以及所述极耳折弯尺寸的给定值,计算得到折刀的待移动距离;根据所述折刀的待移动距离,计算得到折刀的第一终点位置;通过向上或向下移动所述第一终点位置处的折刀,使极耳在折弯尺寸处发生弯折。
56.具体的,通过所述相机零点1到折弯伺服零点2的水平距离值x4减去所述极耳折弯尺寸的给定值x2,再减去所述电芯封边的实际位置x2,即可得到所述折刀的待移动距离x3。
57.在折刀沿直线运动至第一终点位置后,通过向上或向下移动所述第一终点位置处的折刀,使极耳在折弯尺寸处发生弯折。
58.本发明提供的一种软包电芯极耳折弯方法中获取折弯机构到基准线的距离的方法,具体如图3所示:
59.步骤s201:设置极耳折弯尺寸的基准值。
60.具体的,极耳折弯尺寸的基准值为在调试阶段所设置的极耳折弯尺寸的长度值,所述长度值为电芯极耳折弯后极耳与电芯连接部分的长度,所述极耳折弯尺寸因设备需求不同,所以不同型号、不同编号、不同产品的软包电芯极耳折弯尺寸不同;设定极耳折弯长度在控制装置上完成,所述控制装置至少包括控制面板。所述极耳折弯长度可根据需求手动或自动在控制面板上设定,在后续折弯作业中,可根据折弯作业之前设定的极耳折弯长度进行作业,实现自动化折弯。
61.步骤s202:获取电芯封边的基准位置,所述电芯封边的基准位置为相机视野下,捕捉到的电芯封边到相机零点1的水平距离值。
62.所述电芯封边为相机容易捕捉到的电芯的特征边,所述电芯封边的基准位置为所述特征边在相机视野中到相机零点1的水平距离值;所述电芯封边的基准位置通过相机捕捉获取,可能与实际距离存在差别,需换算成实际长度才便于计算,上述计算一般由相机捕捉获取后自行换算。
63.相机内设有信息处理单元,所述的电芯封边到相机零点1的水平距离值通过相机获取;得到所述水平距离值后,通过所述信息处理单元将相机视野内的所述的电芯封边到相机零点1的水平距离值换算为实际距离,在本实施例中所述换算的比例为1:1。
64.步骤s203:通过调试获取折刀的第二终点位置。
65.所述折刀的第二终点位置为,在调试阶段所述极耳折弯尺寸的基准值的需求下,折刀到折弯伺服零点2的水平距离值,在本实施例中所述水平距离值通过设置在折刀上的位移传感器获取。
66.步骤s204:根据所述极耳折弯尺寸的基准值、所述电芯封边的基准位置以及所述第二终点位置,计算得到相机零点1到折弯伺服零点2的水平距离值。
67.所述极耳折弯尺寸的基准值、所述电芯封边的基准位置、所述折刀的基准位置三者之和,与所述相机零点1到折弯伺服零点2的水平距离值相等。
68.本发明提供的一种软包电芯极耳折弯方法,具体如图4所示:
69.步骤s301:对中机构对软包电芯进行对中;
70.在折弯作业区域前设有第一对中机构和传送线,所述第一对中机构用于确保来料的软包电芯的方向相同,便于后续作业,所述第一对中机构在一些实施例中为机械手臂。
71.步骤s302:传送线运输已对中的软包电芯至折弯作业区域;
72.所述传送线上设有与软包电芯匹配的凹槽,所述凹槽用于固定软包电芯,避免软包电芯在运输过程中发生位移和滑动;传送线运输已对中的电芯至折弯作业区域。
73.进一步的,在一些实施例中,在折弯作业区域设有第二对中机构,所述第二对中机构将软包电芯与折弯机构进行对中,使软包电芯极耳的中轴线与折弯机构的中轴线重合,便于折弯机构对软包电芯极耳进行折弯。
74.步骤s303:调试阶段,获取相机零点1位置,通过调试和计算得到相机零点1到折弯
伺服零点2的水平距离值,所述折弯伺服零点2为折刀的起点位置。
75.所述相机零点1通过相机在固定点位进行拍摄获取折弯作业区域进行获取,但由于所述折弯伺服机构不在相机视野内,且为了保证计算精确度,故通过进行调试,计算得到相机零点1到折弯伺服零点2的水平距离值,所述调试阶段为在相机视野内进行电芯极耳折弯作业,由于折弯伺服机构的位置固定不变,且所述相机零点1确定后在后续折弯过程中不会更改,故所述相机零点1到折弯伺服零点2的水平距离值为固定值。
76.若相机位置或折弯伺服机构的位置发生变化,需重新进行调试,以计算出在位置改变后,所述相机零点1到折弯伺服零点2的水平距离值。
77.步骤s304:待折弯阶段,获取电芯封边的实际位置,按需设置极耳折弯尺寸的给定值。
78.所述电芯封边的实际位置为相机视野内,电芯封边到相机零点1的水平距离值,所述极耳折弯尺寸的给定值为,在该次折弯过程中设定的极耳折弯尺寸的长度值,相机在本实施例中可以为工业相机,且所述极耳折弯尺寸因设备需求不同,所以不同型号、不同编号、不同产品的软包电芯极耳折弯尺寸不同。
79.步骤s305:根据所述相机零点1到折弯伺服零点2的水平距离值、所述电芯封边的实际位置以及所述极耳折弯尺寸的给定值,计算得到折刀的待移动距离;根据所述折刀的待移动距离,计算得到折刀的第一终点位置;通过向上或向下移动所述第一终点位置处的折刀,使极耳在折弯尺寸处发生弯折。
80.具体的,通过所述相机零点1到折弯伺服零点2的水平距离值减去所述极耳折弯尺寸的给定值,再减去所述电芯封边的实际位置,即可得到所述折刀的待移动距离。
81.根据所述折刀的待移动距离,计算得到折刀的第一终点位置,所述折刀的第一终点位置为在除调试阶段外的折弯作业中,所述折刀经过所述折刀的待移动距离达到的终点位置,所述折刀在所述终点位置进行折弯作业。
82.在折刀沿直线运动至第一终点位置后,通过向上或向下移动所述第一终点位置处的折刀,使极耳在折弯尺寸处发生弯折。
83.以上对本发明进行了详细介绍,本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明及核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以对本发明进行若干改进和修饰,这些改进和修饰也落入本发明权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1