用于航空发动机火焰筒的无锥度冷却气膜孔激光加工方法与流程
1.本发明涉及激光加工技术领域,特别是涉及一种用于航空发动机火焰筒的无锥度冷却气膜孔激光加工方法。
背景技术:
2.提高航空发动机的工作温度可以显著的提高发动机的燃气效率和推重比,但发动机的火焰筒和叶片的耐受温度严重制约了其工作温度。而火焰筒上的气膜孔可以使得冷气在火焰筒壁上形成一层均匀的气膜,从而隔绝燃烧室的热流,从而提高燃烧室的工作温度,提高燃气效率。
3.现阶段加工气膜孔主要采用电火花加工方式,随着热障涂层、复合材料等不导电的新型材料在发动机上的应用,电火花加工逐渐出现弊端,因此主流研究方向采用激光加工的方式。激光加工可加工各种材料,基本对材料没有选择性,加工精度好,重熔层薄,孔径、孔型易于控制等优点。
4.而在激光加工高深径比的气膜孔时,由于使用高斯聚焦的高能激光束通过上方狭窄的小孔时,能量会急剧的损耗,会导致加工板材背面的孔变小,孔型容易形成一个正锥形结构。同时,如果使用振镜系统,由于光路本身的优化问题,会导致光束方向朝着中轴线汇聚,因此,在不加干预的情况下,会更容易加工出正锥形的孔型,即激光入口处孔径大,出口处孔径小。这种情况下不但会导致气膜孔气流通量减小,同时也会造成加工高深径比的孔时不易穿透,热影响区增加,还会导致加工的稳定性,孔型的一致性急剧下降。
技术实现要素:
5.本发明的目的是提供一种用于航空发动机火焰筒的无锥度冷却气膜孔激光加工方法,以解决上述现有技术存在的问题。
6.为实现上述目的,本发明提供了如下方案:本发明提供一种用于航空发动机火焰筒的无锥度冷却气膜孔激光加工方法,该方法所使用的装置包括激光加工平台,所述激光加工平台上安装有激光器、振镜、聚焦透镜和五轴位移系统,所述激光器产生的激光束依次经过所述振镜、所述聚焦透镜后在待加工的工件表面形成的聚焦光点为激光头,所述五轴位移系统用于在激光加工过程中控制工件与激光头之间的相对位移量和偏转角度;
7.所述的无锥度冷却气膜孔激光加工方法,具体包括以下步骤:
8.步骤一、将工件使用夹具固定在激光加工平台上,对激光束进行调焦,并确定激光束照射在工件上的角度,使该角度方向与设计的气膜孔中轴线重合;
9.步骤二、在工件上加工正锥度的孔;激光器产生的激光束,经过振镜和聚焦透镜后聚焦在工件表面上,使用振镜旋切的方式在工件上预制孔,并利用激光束穿透工件得到正锥度的孔;
10.步骤三:设置倾转补偿角度;将振镜加工方式调整为圆形旋切,通过五轴位移系统使工件倾转一个角度,激光束照射在工件上的角度与设计的气膜孔中轴线之间形成的夹角
为倾转补偿角度;所述倾转补偿角度用于补偿聚焦的激光束能量在孔中的损失;在工件倾转时,激光头与气膜孔表面孔径中心相对位置保持固定;
11.步骤四:进行无锥度的气膜孔加工;在保持倾转补偿角度不变的基础上,通过五轴位移系统驱动工件,驱动方式为该倾转补偿角度绕设计的气膜孔中轴线旋转的方式;
12.步骤五:加工完成后,五轴位移系统将工件驱动到初始位置,为下一个气膜孔做准备;
13.步骤六:重复步骤二~步骤五,直到完成所有气膜孔的加工。
14.优选的,所述激光器使用光纤纳秒激光器。
15.优选的,所述振镜包括两面反射镜,两所述反射镜分别通过两电机改变偏转角度。
16.优选的,所述激光加工平台上安装有同轴监控系统,所述同轴监控系统通过监控其相对位置的变化用于校准数据和监控孔型。
17.优选的,所述倾转补偿角度绕设计的气膜孔中轴线的旋转圈数不少于一圈。
18.优选的,所述旋转圈数优选为2圈。
19.优选的,所述倾转补偿角度优选为5
°
。
20.优选的,所述倾转补偿角度绕设计的气膜孔中轴线旋转一圈所需的时间为10s。
21.本发明公开了以下技术效果:本发明在不改变现有光路系统的基础上,使用原有振镜系统,通过五轴位移系统,增加一个倾角补偿角度,使得加工出的气膜孔为一个无锥度的孔,甚至为倒锥孔,稳定了气流量,提高了气膜孔激光加工的一致性和稳定性,在不使用大功率激光器的情况下,高效率的加工出无锥度的航空发动机气膜孔。同时该发明不会只限制于振镜系统,在直接激光聚焦的冲击打孔系统中同样有效。
22.此外,本发明能够在加工中完全使用程序控制,加工过程中无需人工干预,无需改变振镜或冲击的激光加工系统,在自动倾转补偿角度的过程中实现无锥度的气膜孔加工。本发明能在保证火焰筒气膜孔加工的效率和质量的同时,提高气膜孔气流量和气流稳定性。
附图说明
23.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
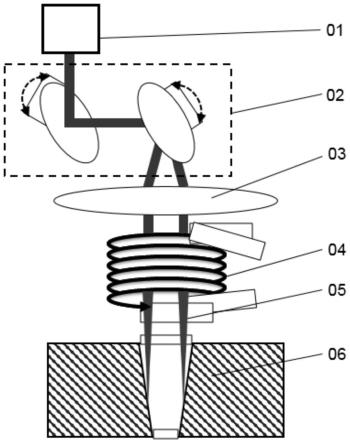
24.图1为本发明二维振镜旋切时的示意图以及正锥度的孔型;
25.图2为本发明激光加工使用的五轴位移系统的示意图;
26.图3为本发明在振镜旋切不变的情况下,增加角度补偿加工出无锥度孔的过程以及在倾斜的金属板上加工无锥度孔的示意图;
27.图4为本发明在2mm不锈钢板上,垂直加工,使用不同倾转补偿角度时的正面和背面孔径大小趋势;
28.图5为本发明在2mm不锈钢板上,45
°
加工,同一补偿倾角时不同的激光功率对孔径大小的影响趋势;
29.附图标记说明:
30.01、激光器以及准直系统;
31.02、二维振镜系统,包含两个由电机驱动的反射镜;
32.03、聚焦透镜;
33.04、经过振镜偏转的光束经由透镜聚焦后的运动轨迹;
34.05、由透镜聚焦后的激光束;
35.06、待加工的工件样板;
36.07、激光头光束的中轴线;
37.08、工件样板上设计的气膜孔中轴线;
38.101、工件气膜孔的正锥度孔型截面;
39.102、工件气膜孔的无锥度孔型截面;
40.21、振镜,激光头固定在xyz三轴系统上;
41.22、带动火焰筒工件的a轴倾转方向;
42.23、带动火焰筒工件的c轴倾转方向。
具体实施方式
43.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
44.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
45.如图1所示,由激光器01发出的激光经过准直系统形成平行的激光光束,光束经过二维振镜中两面反射镜进行偏转,而反射镜的偏转由两个可编程的电机驱动,因此光束的运动轨迹也是可以被编程成固定的运动轨迹,在本发明中,光束的运动轨迹为直径0.5mm的圆;同时,光束经由透镜聚焦后的运动轨迹也是一个圆形的轨迹04,并聚焦在工件06表面。此时,在任一时刻,高度聚焦的激光束会将工件表面材料气化,飞溅,因此会在工件上形成一个很小的凹坑,当时间推移,聚焦的光斑呈圆形运动,此凹坑会扩大成更大的凹坑,此时凹坑的尺寸为大于0.5mm的圆。当旋转一周后,其表层材料被完全去除,激光会继续加工凹坑内底部的材料。然而当凹坑(孔)越来越深,当聚焦的光斑打在凹坑边缘时,会被凹坑侧壁吸收能量,因此无法在孔底部聚焦到全部的激光能量,因此加工效率也越来越低,同时也会造成其正锥度的产生,从而导致激光入口处孔径相较于激光出口处孔径大。另外,在改变其激光的聚焦位置,从工件上表面到工件下表面时,会适当改善锥度,但过低的聚焦位置也会导致激光入口处的孔径扩大,因此不能完全解决问题。更进一步的,由于二维振镜本身的倾转光束,如果不对聚焦透镜做特殊的处理,会导致聚焦的光束更偏向于透镜中轴线,因此会加剧这一过程,导致正锥度的气膜孔锥度过大。
46.为此采用振镜和机床移动相互结合的方式,加工无锥度的气膜孔。实现方式如下:首先使得工件固定不动,使用振镜旋切的方式加工出正锥度的孔,此时经过振镜产生的激光头的中轴线07和设计的气膜孔中轴线08相互重合,如图3(a)所示,此时加工出的孔作为加工气化的材料出口,从而降低热影响区和熔渣堆积。然后在振镜旋切的同时,倾转工件的
a轴22,使得振镜激光头加工的中轴线07和设计的气膜孔中轴线08呈固定角度,此时为5
°
,如图3(b)所示。此时,激光束的一侧会对第一步加工的侧壁形成一个补偿的角度,从而对孔侧壁进一步加工消减,除去的材料从通孔喷出。然后将工件倾转到另一个角度,如图3(c)所示,激光束会对另一侧的内壁进形补偿角度的加工,将此侧壁加工成陡直的锥度。值得注意的是,图中所示为二维示意图,在实际加工中为三维结构,其倾转不但包括图2中工件的a轴倾转,同时也包含工件的c轴倾转。因此在加工过程中,a轴角度和c轴角度为三角函数关系:在任意角度α下,δa=β*sin(α),δc=β*cos(α),其中β为最大倾转补偿角度。在激光加工时,当激光头的中轴线围绕气膜孔中轴线倾转旋转两周(α=720
°
)后,将a轴和c轴偏转回归原位(07和08两中轴线互相重合),便在工件上得到了无锥度的气膜孔。并为下一个气膜孔做准备。
47.如图3(d)所示,其在工件上倾斜的气膜孔同样适用。
48.本发明在使用聚焦的激光加工气膜孔时,并不是平行设计孔中轴线入射,而是增加一个偏转量,并通过编程方式自动的改变激光和样品的相对水平位移量和倾转角度补偿,可以显著增加气膜孔的深宽比,可控的降低锥角角度,甚至形成倒锥度的通孔。该加工方法适用于金属、复合材料的平板、异型件的加工,并适用于垂直、倾斜孔的高深径比的通孔加工,在航空发动机涡轮叶片、火焰筒的冷却气膜孔的加工上特别适用。
49.以下为两个实例证实了本发明的实验的可行性和有效性。
50.实施例1
51.如图4所示,在水平工件上加工气膜孔。在同一工件上使用同样的振镜参数,工件为2mm厚不锈钢板,激光光束的圆形运动轨迹直径为0.5mm,激光功率为300w,激光脉宽为240ns,单脉冲能量为2mj,重复频率为150khz,第一步振镜加工通孔时间5s,总加工时间固定为30s。总共加工13个圆孔,分别是倾转补偿角度从0
°
到12
°
,每1
°
递增加工。图中第一排为激光入口处孔径,第二排为激光出口处孔径。根据实验结果,可知随着倾转补偿角度的增加,其激光入口处孔径没有变化,而激光出口处孔径逐渐变大,甚至孔径超过了激光入口。可以说明随着倾角的增大,其在合适的角度下,可以做到激光入口和出口孔径一致,也就是说气膜孔没有锥度。继续增大角度可以得到倒锥度的气膜孔。本发明无需对激光光路系统做多余的调整便可加工出无锥度的气膜孔,因此验证了本发明在火焰筒气膜孔加工中的可行性和易操作性。
52.实施例2
53.如图5,在倾斜45
°
工件上加工气膜孔。在同一工件上使用同样的振镜参数,工件为2mm厚不锈钢板,激光光束的圆形运动轨迹直径为0.5mm,激光功率为300w,激光脉宽为240ns,单脉冲能量为2mj,第一步振镜加工通孔时间5s,总加工时间固定为30s,固定倾转补偿角度为8
°
。通过改变其平均功率(同时也会改变重复频率),分别从0w(0khz)到300w(150khz)每60w递增加工。图中第一排为激光入口处孔径的ccd图像,第二排为激光出口处孔径,由于是倾斜的气膜孔,因此其表面孔型为椭圆形,其ccd图像的孔径的短轴为实际气膜孔直径。可见在增加激光功率的情况下,正面孔径区别不大,而背面孔径越来越大,直到趋于平稳。此实验验证了本发明在倾斜的气膜孔中加工无锥度气膜孔的可行性。
54.在本发明的描述中,需要理解的是,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所
示的方位或位置关系,仅是为了便于描述本发明,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
55.以上所述的实施例仅是对本发明的优选方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1