一种不锈钢方管的成型方法与流程
1.本发明属于机械加工生产技术领域,涉及无缝不锈钢方管生产技术,尤其涉及一种不锈钢方管的成型方法。
背景技术:
2.方管是一种空心方形的截面轻型薄壁钢管,方管是钢管中用途比较广泛的一种。方管的用途包括建筑、机械制造、造船、太阳能发电支架、钢结构工程、电力工程、电厂、农业机械、玻璃幕墙、汽车底盘、机场、锅炉建造、高速路栏杆等。
3.方管是一种截面积分配较为优化、强重比较为合理的经济高效型材,各个部位均以直角排布,因此,方管在各个方向上的抗弯能力强,具有结构强度高、重量轻、节约成本的特点,作为结构件已被广泛使用。在国内不锈钢方管一般采用热轧和焊接的成型方法。焊接的成型方式成型过程会出现焊缝,影响方管整体一致性。热轧方式成型会导致的表面质量差,方管的尺寸精度低,致使不锈钢方管产品的综合质量降低。
4.随着热轧技术和焊接技术的不断提高,采用不锈钢热轧成型方法和不锈钢钢板焊接方法制作不锈钢方管的工艺技术已成熟,而采用热挤压方法结合冷轧冷拔生产不锈钢方管在此之前没有相关报道。正是由于热挤压成型方法结合冷轧冷拔工艺制作出的方管,表面质量好、尺寸精度高,组织性能优异,可以拓展到一些高端领域。
技术实现要素:
5.本发明的目的是提供一种不锈钢方管的成型方法,以避免现有焊接方式成型过程出现焊缝,使其整体性能保持一致,克服热轧方式成型导致的表面质量差,尺寸精度低的缺点,提高不锈钢方管产品的综合质量。
6.本发明的技术方案是:不锈钢方管的成型方法,成型过程如下:
7.⑴
合金冶炼:用废钢和辅助材料为原料,通过电弧炉+lf精炼炉+aod脱碳炉工艺冶炼浇铸出奥氏体钢铸锭;
8.⑵
铸锭加热:室式加热炉温控制在680-700℃,将奥将氏体钢铸锭加入室式加热炉入炉内,分阶段加热到1230-1260℃;
9.⑶
钢锭锻造:用锻压机锻压奥将氏体钢铸锭,始锻温度1050-1080℃,终锻温度不低于900℃,完成锻造开坯后进行水冷处理;低于900℃时,坯料重新回炉补温,回炉保温时间40分钟,每一道次压下量20-50mm,送进量50-120mm,锻造比≥4;
10.⑷
坯料加工:对坯料进行检验和坯料加工处理;坯料加工包括坯料检验和坯料加工处理,所述坯料加工处理包括锯切、剥皮、钻孔、加工喇叭口、检验、修磨、抛光和清洗,表面粗糙度ra≤1.6μm,两端数控平头90
±1°
;
11.⑸
坯料感应加热:加热后外表面温度到1150-1200℃,中心温度到 1140-1160℃;
12.⑹
坯料润滑:坯料加热后快速转移到铺满玻璃粉的润滑设备上,坯料旋转前进,外表面均匀粘上一层玻璃粉润滑剂;内表面也用玻璃粉进行润滑;
13.⑺
坯料扩孔:采用2500吨立式扩孔机进行扩孔,热扩孔速度150-220mm/s,扩孔比1.02-1.35;
14.⑻
挤压模具组装:根据设计的变形工艺,加工挤压模具尺寸组装挤压模具;从挤出方向,按顺序安装模座,挤压模、模支撑、模中座和模尾座;
15.⑼
圆管热挤压成型:扩孔后坯料在感应炉中加热到外表面温度为 1150-1200℃,中心温度为1140-1160℃,挤压前坯料内外表面用玻璃粉润滑;采用挤压机进行挤压成型,挤压速度为150-250mm/s,挤压比为4-10;
16.⑽
冷轧圆管:对挤压后的圆管探伤测厚,用偏壁纠正机对壁厚偏差大的位置进行修磨纠偏,然后酸洗去除氧化皮,再润滑,冷轧后进一步提高圆管尺寸均匀性;
17.⑾
冷扩圆管:对冷轧后的圆管去油、固溶处理、润滑,然后进行冷扩,扩径量为6-15mm,为圆管拉拔成方管提供合适的钢管尺寸;
18.⑿
圆管拉拔成方管:对冷扩后的圆管去油、固溶处理、润滑,然后进行圆管拉拔成方管处理,生产出成品尺寸的方管;
19.⒀
成品固溶:对成品方管去油,然后加热到1050-1070℃下保温30-50min,水中快冷到室温;
20.⒁
成品酸洗:对固溶后的成品酸洗,去除氧化皮;
21.⒂
成品检验、修磨、喷标、打捆:对成品进行尺寸检测、超声波探伤、渗透检测和理化性能检测,然后修磨、喷标、钢带打捆、入库。
22.不锈钢方管材质为0cr18ni9、06cr19ni10、022cr19ni10、07cr19ni10、 022cr17ni12mo2、06cr17ni12mo2或06cr18ni11ti。坯料加工后的直径 414-416mm,长度600-1000mm。
23.挤压模具组装中,模支撑内径比挤压模内径10-20mm,模中座内径比模支撑内径10-20mm,模尾座内径比模中座内径10-20mm。圆管热挤压成型前,用电磁感应线圈对挤压筒加热到温度250-400℃。圆管热挤压成型的挤压筒内径435mm,长度1200-1350mm,圆管挤出后送入水冷却。
24.步骤
⑽
中冷轧前对挤压后圆管壁厚偏差大的位置进行修磨纠偏,控制壁厚偏差在1.5mm以下,冷轧送进量3-5mm,冷轧比1.5-2.0。步骤
⑿
圆管拉拔成方管时,圆管的内外表面用牛油石灰润滑,拉拔比1.1-1.4。
25.从变形特点的角度分析,挤压工艺具有三向应力压缩的特点,极大发挥了金属的塑性变形,获得较大的变形量,挤压变形可以改善金属材料的组织,提高其力学性能,产品综合质量高,非常适用于不锈钢等高端产品的制造。热挤压成型方法与焊接成型相比,可以避免焊缝的出现,使其整体性能保持一致;热挤压成型方法与热轧成型相比,由于在变形中受到三向压应力,热挤压出的制品组织更致密,结合冷轧冷拔成型,尺寸精度更接近于设计尺寸,生产的后的方管表面质量和尺寸精度要优于热轧后的方管。
26.本发明不锈钢方管的成型方法利用电磁感应快速加热、热挤压成型和冷轧冷拔工艺相结合,实现较大的变形量,生产出不锈钢方管。与现有技术相比,可以避免出现焊缝,使方管整体性能保持一致。由于在变形中受到三向压应力,热挤压结合冷轧冷拔工艺生产出的制品组织更致密,尺寸精度更接近于设计尺寸,方管表面质量优于热轧后的表面,使用过程中质量稳定性好。
附图说明
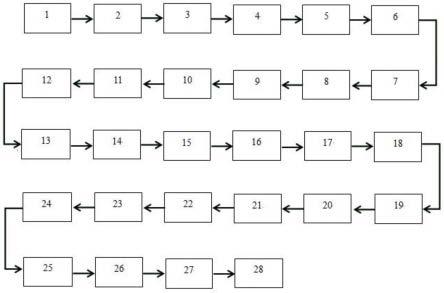
27.图1为不锈钢方管成型装置的流程示意图;
28.图2本发明不锈钢方管成型装置的工艺流程示意;
29.其中:1—电弧炉、2—lf精炼炉、3—aod脱碳炉、4—室式加热炉、5—锻压机、6—锻后水冷池、7—坯料加工处理设备、8—感应加热炉、9—坯料扩孔机、10—圆管挤压机、11—挤后水冷池、12—1#酸洗池、13—偏壁纠正机、14 —冷轧机、15—去油池、16—1#固溶炉、17—2#酸洗池、18—圆管扩径机、19 —2#固溶炉、20—3#酸洗池、21—拉拔机、22—3#固溶炉、23—4#酸洗池、24 —矫直机、25—带锯机、26—成品检测设备、27—打包机、28—成品库。
具体实施方式
30.下面结合实施例和附图对本发明进行详细说明。本发明保护范围不限于实施例,本领域技术人员在权利要求限定的范围内做出任何改动也属于本发明保护的范围。
31.不锈钢方管的成型装置如图1所示,包括电弧炉1、lf精炼炉2、aod脱碳炉3、室式加热炉4、锻压机5、锻后水冷池6、坯料加工处理设备7、感应加热炉8、坯料扩孔机9、圆管挤压机10、挤后水冷池11、1#酸洗池12、偏壁纠正机13、冷轧机14、去油池15、1#固溶炉16、2#酸洗池17、圆管扩径机18、2# 固溶炉19、3#酸洗池20、拉拔机21、3#固溶炉22、4#酸洗池23、矫直机24、带锯机25、成品检测设备26、打包机27和成品库28。电弧炉、lf精炼炉、aod 脱碳炉、室式加热炉、锻压机、锻后水冷池、坯料加工处理设备、感应加热炉、坯料扩孔机、圆管挤压机、挤后水冷池、1#酸洗池、偏壁纠正机、冷轧机、去油池、1#固溶炉、2#酸洗池、圆管扩径机、2#固溶炉、3#酸洗池、拉拔机、3# 固溶炉、4#酸洗池、矫直机、带锯机、成品检测设备、打包机和成品库依次布置。坯料加工处理设备包括锯切设备、剥皮设备、钻孔机、数控车床、检验设备、修磨机、抛光机和清洗器。成品检测设备26包括尺寸检测仪、粗糙度检测仪、检验修磨器、理化性能检测机、超声波探伤仪、渗透探伤仪和精整检验切合机。
32.本发明不锈钢方管成型方法如图2所示,成型步骤为:合金冶炼
→
铸锭加热
→
钢锭锻造
→
坯料加工
→
坯料感应加热
→
坯料润滑
→
坯料扩孔
→
挤压模具组装
→
圆管热挤压成型
→
冷轧圆管
→
冷扩圆管
→
圆管拉拔成方管
→
成品固溶
→
成品酸洗
→
成品检验
→
修磨
→
喷标
→
打捆。生产规格为f 220mm
×
220mm
×
12mm的 06cr19ni10合金方管,合金化学成分满足gb 13296的要求。06cr19ni10合金成分的化验数据如表1所示。
33.表1. 06cr19ni10合金方管成分化验数据/(质量百分数%)
34.元素csimnpscrnicufe实测值0.030.490.530.0120.00219.8610.230.06余量gb13296≤0.08≤1.00≤2.00≤0.02≤0.0218-208-11≤0.3余量
35.本发明不锈钢方管成型的方法,具体步骤如下:
36.⑴
合金冶炼:用废钢和辅助材料为原料,通过电弧炉+lf精炼炉+aod脱碳炉工艺冶炼浇铸出06cr19ni10奥氏体钢铸锭;
37.⑵
铸锭加热:室式加热炉温控制在680-700℃,将奥将氏体钢铸锭加入室式加热炉入炉内,分阶段加热到1230-1260℃;
38.⑶
钢锭锻造:用锻压机锻压奥将氏体钢铸锭,始锻温度1050-1080℃,终锻温度不
低于900℃,完成锻造开坯后进行水冷处理;低于900℃时,坯料重新回炉补温,回炉保温时间40分钟,每一道次压下量20-50mm,送进量50-120mm,锻造比≥4;
39.⑷
坯料加工:对坯料进行检验和坯料加工处理;坯料加工包括坯料检验和坯料加工处理,所述坯料加工处理包括锯切、剥皮、钻孔、加工喇叭口、检验、修磨、抛光和清洗,表面粗糙度ra≤1.6μm,两端数控平头90
±1°
;,坯料加工后的外径415mm内径212mm长度900-980mm;
40.⑸
坯料感应加热:加热后外表面温度到1150-1200℃,中心温度到 1140-1160℃;
41.⑹
坯料润滑:坯料加热后快速转移到铺满玻璃粉的润滑设备上,坯料旋转前进,外表面均匀粘上一层玻璃粉润滑剂;内表面也用玻璃粉进行润滑;
42.⑺
坯料扩孔:采用2500吨立式扩孔机进行扩孔,热扩孔速度150-220mm/s,扩孔比1.02-1.35;
43.⑻
挤压模具组装:根据设计的变形工艺,加工挤压模具尺寸组装挤压模具;从挤出方向,按顺序安装模座,挤压模、模支撑、模中座和模尾座;
44.⑼
圆管热挤压成型:扩孔后坯料在感应炉中加热到外表面温度 1160-1180℃,中心温度1140-1160℃,挤压前坯料内外表面用玻璃粉润滑;采用挤压机进行挤压成型,挤压速度180-200mm/s,挤压比8;
45.⑽
冷轧圆管:对挤压后的圆管探伤测厚,用偏壁纠正机对壁厚偏差大的位置进行修磨纠偏,壁厚偏差不大于1.5mm,然后酸洗去除氧化皮,再润滑,冷轧后进一步提高圆管尺寸均匀性,冷轧后管尺寸是φ273
×
13.5mm;
46.⑾
冷扩圆管:对冷轧后的圆管去油、固溶处理、润滑,进行冷扩,扩径量10mm,冷扩后管尺寸是φ283
×
13.0mm,为圆管拉拔成方管提供合适的钢管;
47.⑿
圆管拉拔成方管:对冷扩后的圆管去油、固溶处理、润滑,用方形的外模和内模,进行圆管拉拔成方管处理,生产出f 220mm
×
220mm
×
12mm成品尺寸的方管;
48.⒀
成品固溶:对成品方管去油,然后加热到1065℃下保温45min,水中快冷到室温;
49.⒁
成品酸洗:对固溶后的成品酸洗,去除氧化皮。
50.⒂
成品检验、修磨、喷标、打捆:对成品进行尺寸检测、超声波探伤、渗透检测和理化性能检测,然后修磨、喷标、钢带打捆、入库。06cr19ni10合金方管成品检验后性能数据见表2。
51.表2. 06cr19ni10合金方管成品检验后性能结果
[0052][0053]
项目rm(mpa)rp0.2(mpa)a(%)实测值1#63233651实测值2#62834850gb13296≥520≥205≥35
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1