一种新能源汽车轮毂铸造设备的制作方法
1.本发明涉及汽车零部件制造领域,具体为一种新能源汽车轮毂铸造设备。
背景技术:
2.随着能源短缺和环境污染问题的突出,新能源汽车得到了极大的应用,轻量化且强度大的车辆成为发展的趋势,轮毂作为汽车上重要的安全部件,同时也得到了较大的发展,目前在轮毂行业中,轮毂有多种制造方法,如铸造、锻造、旋压,其中锻造轮毂因为重量轻、强度高尤其受到了轮毂行业的重视,锻造轮毂是将预热好的铝锭放置于模具上,经过多次锻压,最终形成轮毂的过程。
3.现有技术中,铝合金轮毂制造成本高,并且采用常规的风冷方式进行散热,导致散热冷却效果不显著,主要表现在散热不及时以及散热不均匀,散热不及时会导致后续工序实施受影响,在没有到达指定温度时进行锻压,会导致合金紧密性不够,散热不均匀会导致金属内部结构强度不均匀或者出现裂纹,导致成品率低,而采用水冷的方式能有效的提升冷却效果。
4.对于轮毂锻造设备的水冷方案,经检索,有专利号为 cn201922245506.x的一种汽车铝合金轮毂的锻造模具装置,其模具外壳的上方开设有一圈环形设置的散热环槽,可以通过泵体工作,让泵体从水箱从抽水并在冷凝器内进行冷凝,并从连接软管处流至螺旋管内,对模具外壳内的铝合金轮毂锻造模具的上模具进行一个降温操作,但是其中能从模具的外侧对模具内锻造的轮毂进行冷却,轮毂内外两侧温差较大,仍会导致散热的不及时与不均匀现象,进而导致合金紧密性不够,散热不均匀会导致金属内部结构强度不均匀或者出现裂纹。
技术实现要素:
5.本发明的目的旨在于提供一种保证散热效果与均匀度的水冷新能源汽车轮毂铸造设备。
6.为实现上述目的,本发明提供如下技术方案:一种新能源汽车轮毂铸造设备,包括安装座,安装座分为上下两部分,由垂直设置的导柱进行活动连接,安装座的内侧安装有铸造模具,其特征在于,铸造模具由外模与内模组成,内模嵌套安装在外模的内侧,一同构成铸造模具的模腔,铸造模具的内部设置有贯穿外模与内模的水冷管,水冷管内设置有依靠水流驱动的清刮部件对管壁进行自清洁。
7.作为本发明进一步的方案:水冷管包括外模冷管与内模冷管,外模冷管与内模冷管分别设置在外模与内模内,贴合外模的内壁与内模的外壁设置,外模冷管与安装座一侧的通水口管道连通,另一端通过插接头与内模冷管连通,插接头处为下沉的u形结构管。
8.作为本发明进一步的方案:外模冷管与内模冷管均为由多段直线管道首尾连接构成的正多边形管道,每段直线管道内均设置有清刮部件。
9.作为本发明进一步的方案:外模与内模分别由外模形模、外模导流模与内模形模、
内模导流模构成,外模冷管与内模冷管分别由外模形模、外模导流模与内模形模、内模导流模内的半圆凹槽拼接构成。
10.作为本发明进一步的方案:清刮部件包括滑座与清刮伞,外模导流模与内模导流模的水冷管凹槽内设置有与水冷管朝向一致的滑槽,滑槽内设置有滑座,滑座可沿滑槽方向滑动,滑座上活动设置有清刮伞,清刮伞可沿水冷液流动方向展开,展开后与水冷管内壁抵接,滑槽内嵌设有弹性件,弹性件抵接在滑槽与滑座上,使滑座保持朝向水冷管进水侧运动的趋势。
11.作为本发明进一步的方案:清刮伞包括刷柄与伞蹼,刷柄为表面带有绒毛的长柄,与滑座铰接,可沿水冷管方向进行10
°
到80
°
夹角范围的活动,铰接处设置有弹性件使刷柄保持朝向10
°
夹角运动的趋势,刷柄之间通过柔性伞蹼进行连接。
12.作为本发明进一步的方案:伞蹼的一侧设置有条形的窗口,所有窗口均与所在伞蹼平面保持一定倾角设置。
13.作为本发明进一步的方案:滑座上设置有转盘结构,清刮伞通过转盘结构与滑座连接,可沿水冷管轴向进行转动。
14.作为本发明进一步的方案:水冷管关于外模形模、外模导流模与内模形模、内模导流模的接合面为向铸造模具中央斜上设置的倾斜面。
15.有益效果1.本发明的水冷管包括外模冷管与内模冷管,外模冷管与内模冷管分别设置在外模与内模内,贴合外模的内壁与内模的外壁设置,外模冷管与安装座一侧的通水口管道连通,另一端通过插接头与内模冷管连通,插接头处为下沉的u形结构管,通过在内模与外模内即模腔的两侧分别设置水冷管,进而提高模腔的冷却速度,也提高冷却的均匀性,保证金属内部结构强度的均匀性,从而提高轮毂质量。
16.2.本发明的外模冷管与内模冷管均为由多段直线管道首尾连接构成的正多边形管道,每段直线管道内均设置有清刮部件,由多段连接的直线管道进行水冷管的拼接,对水冷管进行区域划分,形成多区域的便于清刮部件运行的直线路径,降低清洁难度,而清刮部件的设置则能对水冷管的内壁进行清洁,防止长时间通水冷液带来的水冷液内杂质附着形成板结层带来的热传导效率的下降。
17.3.本发明的清刮伞通过转盘结构与滑座连接,且表面设置有条形的窗口,所有窗口均与所在伞蹼平面保持一定倾角设置,通过清刮伞上窗口的设置,水冷液可以从窗口处通过,在窗口角度的导流作用下,水冷液会呈螺旋行进,使水冷管内的冷却液与轮毂侧管壁的接触更加均匀,进而提高对冷却液的利用率与提高冷却效率,同时通过转盘的设置,清刮伞窗口处通过的冷却液的反作用力会带动清刮伞进行轴向转动,使清刮伞的线清刮效果提升为面清刮,进而提高清洁效果。
附图说明
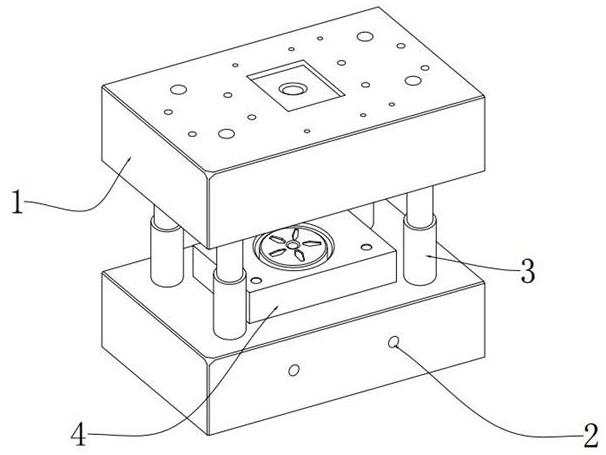
18.图1为本发明的整体结构示意图。
19.图2为本发明的模具整体结构示意图。
20.图3为本发明的模具结构爆炸图。
21.图4为本发明的图3的a处结构放大示意图。
22.图5为本发明的清刮伞结构示意图。
23.图6为本发明的水冷管道排布示意图。
24.图7为本发明的模具结构剖视图。
25.图1-7中:1-安装座,2-通水口,3-导柱,4-铸造模具,5-外模,501-外模形模,502-外模导流模,6-内模,601-内模形模,602-内模导流模,7-水冷管,701-外模冷管,702-插接头,703-内模冷管,8-清刮部件,9-滑座,10-清刮伞,1001-刷柄,1002-伞蹼。
具体实施方式
26.下面将结合本发明说明书附图中的图1-图7,对本发明的具体技术方案进行清楚、完整地描述;请参阅图1-图7,图1为本发明实施例的整体结构示意图;图2为本发明的模具整体结构示意图;图3为本发明的模具结构爆炸图;图4为本发明的图3的a处结构放大示意图;图5为本发明的清刮伞结构示意图;图6为本发明的水冷管道排布示意图;图7为本发明的模具结构剖视图。
27.本实施例提供的一种新能源汽车轮毂铸造设备,其包括安装座1,安装座1分为上下两部分,由垂直设置的导柱3进行活动连接,安装座1的内侧安装有铸造模具4,其特征在于,铸造模具4由外模5与内模6组成,内模6嵌套安装在外模5的内侧,一同构成铸造模具4的模腔,铸造模具4的内部设置有贯穿外模5与内模6的水冷管7,水冷管7内设置有依靠水流驱动的清刮部件8对管壁进行自清洁。
28.其中,如图6所示,水冷管7包括外模冷管701与内模冷管703,外模冷管701与内模冷管703分别设置在外模5与内模6内,贴合外模5的内壁与内模6的外壁设置,外模冷管701与安装座1一侧的通水口3管道连通,另一端通过插接头702与内模冷管703连通,插接头702处为下沉的u形结构管;通过在内模5与外模6内即模腔的两侧分别设置水冷管7,进而提高模腔的冷却速度,也提高冷却的均匀性,保证金属内部结构强度的均匀性,从而提高轮毂质量。
29.具体的,外模冷管701与内模冷管703均为由多段直线管道首尾连接构成的正多边形管道,每段直线管道内均设置有清刮部件8;由多段连接的直线管道进行水冷管7的拼接,对水冷管7进行区域划分,形成多区域的便于清刮部件8运行的直线路径,降低清洁难度,而清刮部件8的设置则能对水冷管7的内壁进行清洁,防止长时间通水冷液带来的水冷液内杂质附着形成板结层带来的热传导效率的下降。
30.具体的,如图3所示,外模5与内模6分别由外模形模501、外模导流模502与内模形模601、内模导流模602构成,外模冷管701与内模冷管703分别由外模形模501、外模导流模502与内模形模601、内模导流模602内的半圆凹槽拼接构成;通过采用拼接形成的外模5、内模6与模内水冷管7,避免内嵌管道造成的管道与内外模具之间的间隙,通过无间隙的直接传导提高热传导效率,进而提高轮毂的降温速率。
31.进一步的,如图4所示,清刮部件8包括滑座9与清刮伞10,外模导流模502与内模导流模602的水冷管7凹槽内设置有与水冷管7朝向一致的滑槽,滑槽内设置有滑座9,滑座9可沿滑槽方向滑动,滑座9上活动设置有清刮伞10,清刮伞10可沿水冷液流动方向展开,展开
后与水冷管7内壁抵接,滑槽内嵌设有弹性件,弹性件抵接在滑槽与滑座9上,使滑座保持朝向水冷管7进水侧运动的趋势;通过清刮伞10的伞状结构,当冷却液注入后,会带动清刮伞10展开,由清刮伞10与水冷管7的内壁接触,清刮伞10展开后在冷却液作用下带动滑座9一同运动,对水冷管7的内壁进行线性方向的清洁,而清刮伞10设置在外模导流模502与内模导流模602一侧,可以保证外模形模501与内模形模601即与轮毂直接接触一侧水冷管7管壁的平整性,减少冷却液内杂质的附着可能。
32.更进一步的,清刮伞10包括刷柄1001与伞蹼1002,刷柄1001为表面带有绒毛的长柄,与滑座9铰接,可沿水冷管7方向进行10
°
到80
°
夹角范围的活动,铰接处设置有弹性件使刷柄1001保持朝向10
°
夹角运动的趋势,刷柄1001之间通过柔性伞蹼1002进行连接;通过刷柄1001角度与伞蹼1002的设置,当冷却液经过时,水流作用力作用于角度设置的伞蹼1002,带动伞蹼1002展开,使清洁伞10展开至80
°
的夹角角度,提高冷却液水流对清刮伞10的驱动效果,而冷却液停流时,在弹性件作用下,清刮伞10会收缩,结束清刮伞10与水冷管7管壁的接触,减少滑座9复位阻力,且收缩状态带来的体积减小也能方便模具形模与导流模的组装工作,降低组装难度。
33.更进一步的,如图5所示,伞蹼1002的一侧设置有条形的窗口,所有窗口均与所在伞蹼1002平面保持一定倾角设置;通过伞蹼1002上窗口的设置,水冷液可以从窗口处通过,在窗口角度的导流作用下,水冷液会呈螺旋行进,使水冷管7内的冷却液与轮毂侧管壁的接触更加均匀,进而提高对冷却液的利用率与提高冷却效率。
34.更进一步的,如图4所示,滑座9上设置有转盘结构,清刮伞10通过转盘结构与滑座9连接,可沿水冷管7轴向进行转动;通过转盘的设置,伞蹼1002窗口处通过的冷却液的反作用力会带动清刮伞10进行轴向转动,使清刮伞19的线清刮效果提升为面清刮,进而提高清洁效果。
35.进一步的,如图7所示,水冷管7关于外模形模501、外模导流模502与内模形模602、内模导流模602的接合面为向铸造模具4中央斜上设置的倾斜面;通过接合面斜面的设置,带来的外模形模501、内模形模601底部开口可以更便于另一侧带有清刮部件8的部分的装配,不易发生抵触,且保证了较大与轮毂直接接触侧的整体表面的面积,减少因接合面缝隙带来的热传导效率的降低。
36.在实施本实施例所记载的技术方案时,在动力组件的带动下,安装座1带动铸造模具4沿导柱3闭合,对模腔内的金属件进行锻造成型,轮毂成型后,通过安装座1一侧通水口2向铸造模具3内水冷管7注入冷却液,冷却液在水冷管7内流通时,会带动清刮部件8的清刮伞10展开,刷柄1001结构与水冷管7内壁接触,由于清刮伞10展开后与冷却液接触面积的增大,冷却液对清刮伞10的作用力增加,带动清刮伞10与滑座9沿滑槽移动,对水冷管7内壁进行清洁,同时由于伞蹼1002上窗口的设置,冷却液从窗口处通过,作用力带动清刮伞10转动,清刮伞10沿滑槽运动的同时逐渐转动直至滑槽的尾端,对水冷管7进行全面的清洁,同时冷却液与模腔及轮毂进行热交换,加速轮毂冷却,冷却完毕后,冷却液停止注入,清刮部件8失去作用力后自动复位,动力组件带动安装座1打开进行脱模。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1